JP7239069B2 - ガスバリア性積層体、包装材 - Google Patents
ガスバリア性積層体、包装材 Download PDFInfo
- Publication number
- JP7239069B2 JP7239069B2 JP2022542726A JP2022542726A JP7239069B2 JP 7239069 B2 JP7239069 B2 JP 7239069B2 JP 2022542726 A JP2022542726 A JP 2022542726A JP 2022542726 A JP2022542726 A JP 2022542726A JP 7239069 B2 JP7239069 B2 JP 7239069B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- acid
- gas barrier
- adhesive
- laminate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/04—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising such particular substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/80—Packaging reuse or recycling, e.g. of multilayer packaging
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Laminated Bodies (AREA)
Description
本発明の積層体は、第一の基材と、第一の基材に接して配置された樹脂層と、樹脂層に接して配置された無機蒸着層と、無機蒸着層に接して配置されたガスバリア性樹脂層とを有する。
第一の基材は、化学的、物理的強度に優れるフィルム、シート(なお以下では特記しない限り、フィルムはフィルムとシートの総称でもある)であれば特に制限なく用いることができる。また、基材は単層フィルムであってもよいし、多層積層フィルムであってもよい。後述する包装材の内容物、種類、内容物充填後の加熱処理の有無等の使用条件に応じて適宜選択することができる。
樹脂層は、第一の基材上に積層、共押し出し、吹きつけ、蒸着、またはコーティングにより設けられる。樹脂層の形成に用いられる樹脂としては、ポリエステル、ポリウレタン、ポリアミド、エチレンビニルアルコール共重合体、ポリビニルアルコール、ポリ塩化ビニル、アクリル樹脂、ポリアルキルイミン、酸変性オレフィン樹脂等が挙げられ、1種または2種以上を組合わせて用いることができる。中でもエチレンビニルアルコール共重体、ポリビニルアルコールのいずれかまたは両方を用いることが好ましい。
ポリビニルアルコールの融点は200℃以上であることが好ましい。また、ポリビニルアルコールのガラス転移温度は65℃以上85℃以下であることが好ましい。
示差走査熱量測定装置(エスアイアイ・ナノテクノロジー株式会社製DSC-7000、以下DSCとする)を用い、試料5mgを20mL/minの窒素気流下で30℃から10℃/minでT1℃まで昇温した後10分保持し、その後10℃/minでT2℃まで冷却して熱履歴を除去する。T2℃にて5分保持した後、再び10℃/minでT3℃まで昇温させてDSC曲線を測定し、2度目の昇温工程で観測される測定結果における低温側のベースラインを高温側に延長した直線と、ガラス転移の階段状部分の曲線の勾配が最大になるような点で引いた接線との交点をガラス転移点とし、このときの温度をガラス転移温度とする。また、2度目の昇温工程で観測される吸熱曲線の最大ピーク温度を融点とする。
無機蒸着層は、酸素ガス、水蒸気ガスの透過を防ぐガスバリア性を有する層であり、無機物または無機酸化物からなる蒸着層である。無機物または無機酸化物としてはアルミニウム、アルミナ、シリカ等が挙げられ、これらは単独で用いてもよいし、シリカとアルミナの二元蒸着のように2種以上を併用することができる。無機蒸着層は2層以上設けられていてもよい。無機蒸着層が2層以上設けられている場合、それぞれは同一の組成であってもよいし、異なる組成であってもよい。ガスバリア性の観点からは、アルミニウムを用いることが好ましい。
ガスバリア性接着層は、ガスバリア性接着剤の硬化塗膜であり、無機蒸着層と他の層とを貼り合わせる層である。ガスバリア接着層は無機蒸着層と接して配置される。なお、本明細書においてガスバリア性接着剤とは、3g/m2(固形分)で塗布した塗膜の23℃0%RHでの酸素バリア性が300cc/m2/day/atm以下、または水蒸気バリア性が120g/m2/day以下の、少なくとも一方の条件を満足するものをいう。本発明で好ましく用いられるガスバリア性接着剤としては、下記(A1)~(A3)の少なくとも1種のポリエステルポリオール(A)を含むポリオール組成物(X)と、1分子中に少なくとも2つのイソシアネート基を有する化合物(以下単にイソシアネート化合物(B)ともいう)を含むポリイソシアネート組成物(Y)とからなる2液型接着剤が挙げられる。
(2)イソシアヌル環を有するポリエステルポリオール(A2)
(3)重合性炭素-炭素二重結合を有するポリエステルポリオール(A3)
重合性炭素-炭素二重結合をもつ多価アルコールとしては、2-ブテン-1,4-ジオール等があげられる。


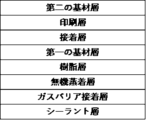
本発明の積層体は、上記の構成に加え、必要に応じて他の層を含んでいてもよい。本発明の積層体の一実施形態(以下では第一の実施形態ともいう)を図1に示す。第一の実施形態において、積層体は第一の基材層、樹脂層、無機蒸着層、ガスバリア接着層を有し、さらに第一の基材の樹脂層とは反対側の面にヒートシール層を、ガスバリア接着層の無機蒸着層とは反対側の面に印刷層、第二の基材を有する。
第一の実施形態におけるシーラント層は、熱により相互に融着し得るヒートシール性の樹脂を含む層である。他の実施形態におけるシーラント層と区別するため、以下では第一の実施形態におけるシーラント層をシーラント層(1)とする。シーラント層(1)は、ヒートシール性の樹脂と、溶剤とを含むヒートシール剤を、第一の基材に塗布し、溶剤を乾燥させることにより形成される。
第二の基材層としては、第一の基材層に用いられるのと同様のフィルムを用いることができる。
印刷層は、第二の基材層のガスバリア接着層側の面に、文字、図形、記号、その他所望の絵柄等が、リキッドインキを用いて印刷された層である。本明細書においてリキッドインキはグラビア印刷またはフレキソ印刷に用いられる溶剤型のインキの総称である。樹脂、着色剤、溶剤を必須の成分として含むものであってもよいし、樹脂と溶剤を含み、着色剤を実質的に含まない、いわゆるクリアインキであってもよい。印刷層は第二の基材のガスバリア接着層側の全面に設けられていてもよいし、一部のみに設けられていてもよい。印刷層は、上述のガスバリア接着層を介して無機蒸着層に貼り合わせられる。
上記実施形態では、印刷層が第二の基材層上に直接設けられる形態について説明したが、印刷層の第二の基材との間に他の層が設けられていてもよい。例えば第二の基材上に直接、またはプライマー層を介してシリカやアルミナ、あるいはこれらの二元蒸着による無機酸化物の蒸着層が設けられていてもよい。さらに、無機酸化物の蒸着層上にガスバリアコート層が設けられていてもよい。プライマー層、無機酸化物の蒸着層、ガスバリアコート層は従来公知のものを用いることができる。
本発明の積層体の他の実施形態(以下では第二の実施形態ともいう)を図2に示す。第二の実施形態において、積層体は第一の基材層、樹脂層、無機蒸着層、ガスバリア接着層を有し、さらに第一の基材の樹脂層とは反対側の面に接着剤を介して貼り合わせられたシーラント層を、ガスバリア接着層の無機蒸着層とは反対側の面に印刷層、第二の基材層を有する。第二の基材、印刷層は第一の実施形態と同様である。
第二の実施形態におけるシーラント層は熱により溶融し相互に融着し得る、ヒートシール性の樹脂を含む層(シーラントフィルム)である。他の実施形態におけるシーラント層と区別するため、以下では第二の実施形態におけるシーラント層をシーラント層(2)とする。シーラントフィルムに好適な樹脂としては、ポリエチレン、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状(線状)低密度ポリエチレン、ポリプロピレン、エチレン-酢酸ビニル共重合体、アイオノマー樹脂、エチレン-(メタ)アクリル酸共重合体、エチレン-(メタ)アクリル酸エチル共重合体、エチレン-プロピレン共重合体、メチルペンテンポリマー、ポリエチレンまたはポリプロピレン等のオレフィン系樹脂をアクリル酸、メタクリル酸、無水マレイン酸、フマル酸、その他不飽和カルボン酸で変性した変性オレフィン樹脂、エチレン-(メタ)アクリル酸エステル-不飽和カルボン酸の三元共重合体、環状ポリオレフィン、環状オレフィンコポリマー、ポリエチレンテレフタレート(PET)、ポリアクリロニトリル(PAN)等が挙げられる。これらの樹脂の1種または2種以上からなる樹脂のフィルム、シート、その他塗布膜等をシーラントフィルムとして使用することができる。
接着層は、ラミネート用接着剤の硬化塗膜である。シーラント層(2)は、接着層を介して第一の基材と貼り合わせられる。用いられる接着剤は、上述したガスバリア性接着剤であってもよいし、ガスバリア性を有しない汎用のラミネート用接着剤であってもよい。このようなラミネート用接着剤としては、ポリオール組成物とポリイソシアネート組成物を含む2液硬化型のものを例示することができ、溶剤型、無溶剤型のいずれも好ましく用いることができる。
第二の実施形態においても、第一の実施形態と同様に第二の基材層と印刷層との間(印刷層を設けない場合、もしくは印刷層が第の基材のガスバリア接着層とは反対側の面に設けられる場合には、第二の基材層とガスバリア接着層との間)にプライマー層、無機酸化物の蒸着層、ガスバリアコート層を設けることができる。
本発明の積層体の他の実施形態(以下では第三の実施形態ともいう)を図3に示す。第三の実施形態において、積層体は第一の基材層、樹脂層、無機蒸着層、ガスバリア接着層を有し、さらにガスバリア接着層の無機蒸着層とは反対側の面にシーラント層を、第一の基材の樹脂層とは反対側の面に接着剤を介して貼り合わせられた印刷層、第二の基材層を有する。各層については、第二の実施形態と同様である。
第三の実施形態においても、第一の実施形態と同様に第二の基材層と印刷層との間(印刷層を設けない場合、もしくは印刷層が第の基材のガスバリア接着層とは反対側の面に設けられる場合には、第二の基材層とガスバリア接着層との間)にプライマー層、無機酸化物の蒸着層、ガスバリアコート層を設けることができる。
本発明の積層体は、食品や医薬品などの保護を目的とする多層包装材料として使用することができる。多層包装材料として使用する場合には、内容物や使用環境、使用形態に応じてその層構成は変化し得る。
(接着剤1)
(ポリオール組成物X1の調製)
攪拌機、窒素ガス導入管、スナイダー管、コンデンサーを備えたポリエステル反応容器に、エチレングリコールを879.37部、無水フタル酸1580.52部、及びチタニウムテトライソプロポキシド0.10部を仕込み、精留管上部温度が100℃を超えないように徐々に加熱して内温を200℃に保持した。酸価が5.0mgKOH/g以下になったところでエステル化反応を終了し、設計官能基数N=2、水酸基価=125のポリエステルポリオールを得た。さらに60℃に加熱しながら希釈溶剤として酢酸エチル1000部、リン酸0.6部を入れて1時間攪拌し、ポリオール組成物X1を得た。
三井化学製「タケネートD-110N」(メタキシリレンジイソシアネートのトリメチロールプロパンアダクト体不揮発成分75.0% NCO%11.5%)をポリイソシアネート組成物Y1とした。
ポリオール組成物X1:100部とポリイソシアネート組成物Y1:25部とを混合し、酢酸エチルで希釈してガスバリア性の接着剤1を得た。
(ポリイソシアネート組成物Y2)
4,4-ジフェニルメタンジイソシアネート36部、2,4’-ジフェニルメタンジイソシアネート19部を撹拌機、温度計、窒素ガス導入管を備えた反応容器内に仕込み、窒素ガス下で攪拌し、60℃まで加熱した。数平均分子量400のポリプロピレングリコール(以下、「PPG」と略記する。)を11部、数平均分子量1000のPPGを22部、数平均分子量2000のPPGの11部を数回に分けて滴下し、5~6時間攪拌しウレタン化反応を終了させた。得られたポリイソシアネートのNCO基含有率は、13.5%であった。これをポリイソシアネート組成物Y2とした。
ポリオール組成物X1:100部とポリイソシアネート組成物Y2:40部とを混合し、酢酸エチルで希釈してガスバリア性の接着剤2を得た。
(ポリオール組成物X3)
攪拌機、窒素ガス導入管、スナイダー管、冷却コンデンサー、滴下漏斗を備えた反応容器にひまし油73.98部、ポリプロピレングリコール(分子量約4000)51.02部を入れて70℃に加熱しながら撹拌し、ミリオネートMN(4,4’-ジフェニルメタンジイソシアネートと2,4’-ジフェニルメタンジイソシアネートとの混合物)2.55部を、滴下漏斗を用いて滴下し、更に4時間撹拌し、ポリオール組成物X3を得た。水酸基価は115.0mgKOH/gであった。
攪拌機、窒素ガス導入管、スナイダー管、冷却コンデンサー、滴下漏斗を備えた反応容器にミリオネートMN(4,4’-ジフェニルメタンジイソシアネートと2,4’-ジフェニルメタンジイソシアネートとの混合物)114.00部を入れて70℃に加熱しながら撹拌し、ポリプロピレングリコール(分子量約400)28.16部、ポリプロピレングリコール(分子量約1000)58.44部を、滴下漏斗を用いて2時間かけて滴下し、更に4時間撹拌し、ポリイソシアネート組成物Y3を得た。JIS-K1603に従い測定したNCO%は13.5%であった。
ポリオール組成物X3:50部とポリイソシアネート組成物Y3:100部とを混合して非ガスバリア性の接着剤3を得た。
(実施例1)
膜厚18μmのOPPフィルム1を用い、常法に従って樹脂層、アルミニウム蒸着層が積層された積層体を得た。次いで膜厚20μmのOPPフィルム2に、接着剤1を、バーコーターを用いて塗膜量3.0g/m2(固形分)となるように塗布し、温度70℃に設定したドライヤーで希釈溶剤を揮発させ乾燥して接着層を形成した。接着層を介してアルミニウム蒸着層とOPPフィルム2を貼り合わせた後、40℃/2日間のエージングを行い、実施例1の積層体を得た。樹脂層の膜厚は1μmであり、ケン化度95%以上、エチレン比率48モル%、ガラス転移温度50℃、融点157℃のエチレンビニルアルコール共重合体を用いた。
接着剤1に換えて接着剤3を用いた以外は実施例1と同様にして比較例1の積層体を得た。
(実施例2)
膜厚25μmのOPPフィルム1を用い、常法に従っての一方の面に、樹脂層、アルミニウム蒸着層が形成され、他方の面にヒートシール剤による膜厚0.5μmのヒートシール層が形成された積層体を得た。次いで膜厚20μmのOPPフィルム2に、接着剤1を、バーコーターを用いて塗膜量3.0g/m2(固形分)となるように塗布し、温度70℃に設定したドライヤーで希釈溶剤を揮発させ乾燥して接着層を形成した。接着層を介してアルミニウム蒸着層とOPPフィルム2を貼り合わせた後、40℃/2日間のエージングを行い、実施例2の積層体を得た。樹脂層は実施例1と同様のエチレンビニルアルコール共重合体を用いた。
接着剤1に換えて接着剤3を用いた以外は実施例2と同様にして比較例2の積層体を得た。
(実施例3)
膜厚18μmのOPPフィルム1を用い、常法に従って樹脂層、アルミニウム層が積層された積層体を得た。次いで膜厚19μmのOPPフィルム2に、接着剤2を、バーコーターを用いて塗膜量3.0g/m2(固形分)となるように塗布し、温度70℃に設定したドライヤーで希釈溶剤を揮発させて接着層を形成した。接着層を介してアルミニウム蒸着層とOPPフィルム2とを貼り合わせた。続いてOPPフィルム1上に、上記と同様にして接着層を形成し、接着層を介して膜厚40μmのLLDPEフィルムと貼り合わせた後、40℃/2日間のエージングを行い、実施例3の積層体を得た。ポリビニルアルコールを用い、膜厚0.34μmの樹脂層を形成し、続いて、樹脂層上に膜厚40nmのアルミニウム蒸着層を形成した。樹脂層の膜厚は0.34μmであり、ケン化度99.5%のポリビニルアルコールを用いた。
接着剤2に換えて接着剤3を用いた以外は実施例3と同様にして比較例3の積層体を得た。
(実施例4)
膜厚18μmのOPPフィルム1を用い、常法に従って樹脂層、アルミニウム層が積層された積層体を得た。次いで膜厚30μmのOPPフィルム2に、接着剤1を、バーコーターを用いて塗膜量3.0g/m2(固形分)となるように塗布し、温度70℃に設定したドライヤーで希釈溶剤を揮発させて接着層を形成した。接着層を介してアルミニウム蒸着層とOPPフィルム2を貼り合わせた。続いてOPPフィルム1上に、上記と同等にして接着層を形成し、接着層を介して膜厚25μmのCPPフィルムと貼り合わせた後、40℃/2日間のエージングを行い、実施例4の積層体を得た。樹脂層の膜厚は0.6μmであり、実施例3と同様のポリビニルアルコールを用いた。
接着剤1に換えて接着剤3を用いた以外は実施例4と同様にして比較例4の積層体を得た。
(実施例5)
膜厚18μmのOPPフィルム1を用い、常法に従って実施例4と同様の樹脂層、アルミニウム層が積層された積層体を得た。次いで膜厚30μmのOPPフィルム2に、接着剤3を、バーコーターを用いて塗膜量3.0g/m2(固形分)となるように塗布し、温度70℃に設定したドライヤーで希釈溶剤を揮発させて接着層を形成した。接着層を介してOPPフィルム1とOPPフィルム2を貼り合わせた。続いてアルミニウム蒸着層上に、接着剤1を用いた以外は上記と同様にして接着層を形成し、接着層を介して膜厚25μmのCPPフィルムと貼り合わせた後、40℃/2日間のエージングを行い、実施例5の積層体を得た。
接着剤1に換えて接着剤3を用いた以外は実施例5と同様にして比較例5の積層体を得た。
(比較例6)
膜厚25μmのOPPフィルム1上にアルミニウム蒸着層が積層された積層体を得た(樹脂層の形成を省略した)。次いで膜厚30μmのOPPフィルム2に、接着剤1を、バーコーターを用いて塗膜量3.0g/m2(固形分)となるように塗布し、温度70℃に設定したドライヤーで希釈溶剤を揮発させて接着層を形成した。接着層を介してアルミニウム蒸着層とOPPフィルム2を貼り合わせた。続いてOPPフィルム1上に、上記と同等にして接着層を形成し、接着層を介して膜厚25μmのCPPフィルムと貼り合わせた後、40℃/2日間のエージングを行い、比較例6の積層体を得た。
(比較例7)
接着剤1に換えて接着剤3を用いた以外は比較例6と同様にして比較例7の積層体を得た。
(比較例8)
膜厚25μmのOPPフィルム1上にアルミニウム蒸着層が積層された積層体を得た(樹脂層の形成を省略した)。次いで膜厚30μmのOPPフィルム2に、接着剤1を、バーコーターを用いて塗膜量3.0g/m2(固形分)となるように塗布し、温度70℃に設定したドライヤーで希釈溶剤を揮発させて接着層を形成した。接着層を介してOPPフィルム1とOPPフィルム2を貼り合わせた。続いてアルミニウム蒸着層上に、上記と同様にして接着層を形成し、接着層を介して膜厚25μmのCPPフィルムと貼り合わせた後、40℃/2日間のエージングを行い、比較例8の積層体を得た。
接着剤1に換えて接着剤3を用いた以外は比較例8と同様にして比較例9の積層体を得た。
(屈曲試験後の酸素透過率)
エージングが終了した実施例、比較例の積層体を30cm×20cmのサイズに調整し、ASTM F392に準じてゲルボフレックステスター(BE-1006恒温槽付ゲルボフレックステスター、テスター産業(株))にて屈曲試験を行った。尚、屈曲試験は440°/90mm、直動65mm、23℃にて屈曲回数10回の条件で実施した。ゲルボフレックス処理後の23℃90%RHの酸素透過率(cc/m2・day・atm)を測定し、結果を表にまとめた。
エージングが終了した積層体を、システック・イリノイ社製水蒸気透過率測定装置7002を用いて等圧法により、40℃90%RHの雰囲気下で測定した。なおRHとは、湿度を表す。結果を表1-3にまとめた。



Claims (6)
- 第一の基材と、
前記第一の基材に接して配置された樹脂層と、
前記樹脂層に接して配置された無機蒸着層と、
前記無機蒸着層に接して配置されたガスバリア性接着剤層と、を含み、
前記樹脂層の膜厚が0.1μm以上5μm以下であり、
前記樹脂層が、エチレンビニルアルコール共重合体、ポリビニルアルコールから選ばれる少なくとも一種であることを特徴とする積層体。 - 前記ガスバリア性接着剤層が、(A1)~(A3)の少なくとも1種のポリエステルポリオール(A)を含むポリオール組成物(X)と、1分子中に少なくとも2つのイソシアネート基を有する化合物(B)を含むポリイソシアネート組成物(Y)とからなる2液型接着剤の硬化塗膜である請求項1に記載の積層体。
(1)オルト配向性多価カルボン酸を含む多価カルボン酸と、多価アルコールとを重縮合して得られるポリエステルポリオール(A1)
(2)イソシアヌル環を有するポリエステルポリオール(A2)
(3)重合性炭素-炭素二重結合を有するポリエステルポリオール(A3) - 前記樹脂層の膜厚が0.3μm以上5μm以下である請求項1に記載の積層体。
- 第一の基材と、
前記第一の基材に接して配置された樹脂層と、
前記樹脂層に接して配置された無機蒸着層と、
前記無機蒸着層に接して配置されたガスバリア性接着剤層と、第二の基材を含み、
前記樹脂層の膜厚が0.1μm以上5μm以下であり、
前記樹脂層が、エチレンビニルアルコール共重合体、ポリビニルアルコールから選ばれる少なくとも一種であり、
前記第一の基材と、前記第二の基材が、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状(線状)低密度ポリエチレン、ポリプロピレン、又はポリブテンである請求項1に記載の積層体。 - 前記無機蒸着層が、アルミニウム、酸化アルミニウム、酸化ケイ素からなる群から選ばれる少なくとも一種の蒸着層である請求項1に記載の積層体。
- 請求項1~5の何れか一項に記載の積層体からなる包装材。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020212271 | 2020-12-22 | ||
| JP2020212271 | 2020-12-22 | ||
| PCT/JP2021/045262 WO2022138188A1 (ja) | 2020-12-22 | 2021-12-09 | ガスバリア性積層体、包装材 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPWO2022138188A1 JPWO2022138188A1 (ja) | 2022-06-30 |
| JPWO2022138188A5 JPWO2022138188A5 (ja) | 2022-12-05 |
| JP7239069B2 true JP7239069B2 (ja) | 2023-03-14 |
Family
ID=82157762
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022542726A Active JP7239069B2 (ja) | 2020-12-22 | 2021-12-09 | ガスバリア性積層体、包装材 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7239069B2 (ja) |
| CN (1) | CN116348287A (ja) |
| WO (1) | WO2022138188A1 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000025145A (ja) | 1998-04-24 | 2000-01-25 | Toppan Printing Co Ltd | バリア―性積層体およびこれを用いた包装材料およびこれを用いた包装体 |
| JP2012076228A (ja) | 2010-09-30 | 2012-04-19 | Nippon Paper Industries Co Ltd | 感熱記録体 |
| JP2014144534A (ja) | 2013-01-25 | 2014-08-14 | Mitsubishi Gas Chemical Co Inc | 酸素吸収性密封容器 |
| JP2018171796A (ja) | 2017-03-31 | 2018-11-08 | 大日本印刷株式会社 | 易開封性ガスバリア積層体、及び該積層体からなる易開封性ガスバリア包装材料とピロー包装袋 |
| JP2019166779A (ja) | 2018-03-26 | 2019-10-03 | 大日本印刷株式会社 | 易開封性ガスバリア積層体、及び該積層体からなる易開封性ガスバリア包装材料と包装袋 |
| JP2020100024A (ja) | 2018-12-20 | 2020-07-02 | Dic株式会社 | ガスバリア性積層体、包装材 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3829526B2 (ja) * | 1998-04-24 | 2006-10-04 | 凸版印刷株式会社 | バリアー性積層体およびこれを用いた包装材料およびこれを用いた包装体 |
| KR101392004B1 (ko) * | 2006-11-16 | 2014-05-07 | 미쓰비시 쥬시 가부시끼가이샤 | 가스 배리어 필름 적층체 |
| JP5921061B2 (ja) * | 2010-09-30 | 2016-05-24 | 大日本印刷株式会社 | ガスバリア性フィルム積層体、及び包装袋 |
| WO2020262006A1 (ja) * | 2019-06-25 | 2020-12-30 | Dic株式会社 | ガスバリア性積層体、包装材 |
| US20230087185A1 (en) * | 2020-03-03 | 2023-03-23 | Toppan Inc. | Gas barrier laminate and packaging bag |
-
2021
- 2021-12-09 WO PCT/JP2021/045262 patent/WO2022138188A1/ja active Application Filing
- 2021-12-09 CN CN202180073055.3A patent/CN116348287A/zh active Pending
- 2021-12-09 JP JP2022542726A patent/JP7239069B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000025145A (ja) | 1998-04-24 | 2000-01-25 | Toppan Printing Co Ltd | バリア―性積層体およびこれを用いた包装材料およびこれを用いた包装体 |
| JP2012076228A (ja) | 2010-09-30 | 2012-04-19 | Nippon Paper Industries Co Ltd | 感熱記録体 |
| JP2014144534A (ja) | 2013-01-25 | 2014-08-14 | Mitsubishi Gas Chemical Co Inc | 酸素吸収性密封容器 |
| JP2018171796A (ja) | 2017-03-31 | 2018-11-08 | 大日本印刷株式会社 | 易開封性ガスバリア積層体、及び該積層体からなる易開封性ガスバリア包装材料とピロー包装袋 |
| JP2019166779A (ja) | 2018-03-26 | 2019-10-03 | 大日本印刷株式会社 | 易開封性ガスバリア積層体、及び該積層体からなる易開封性ガスバリア包装材料と包装袋 |
| JP2020100024A (ja) | 2018-12-20 | 2020-07-02 | Dic株式会社 | ガスバリア性積層体、包装材 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN116348287A (zh) | 2023-06-27 |
| WO2022138188A1 (ja) | 2022-06-30 |
| JPWO2022138188A1 (ja) | 2022-06-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101778878A (zh) | 聚氨酯树脂组合物 | |
| JP7228107B2 (ja) | ガスバリア性積層体、包装材 | |
| TW201443093A (zh) | 活性能量線硬化性樹脂及含有該樹脂之硬化物的氣體阻隔性疊層體 | |
| JP6856175B2 (ja) | 2液型接着剤、2液型接着剤用ポリイソシアネート組成物、積層体、包装材 | |
| JP6973690B2 (ja) | ガスバリア性積層体、包装材 | |
| JP7136396B1 (ja) | コーティング剤、積層体、包装材 | |
| JP2020168837A (ja) | ガスバリア性積層体、包装材 | |
| WO2021039337A1 (ja) | ガスバリア性積層体、包装材 | |
| JP7347708B2 (ja) | 積層フィルム及び包装材 | |
| JP7207617B1 (ja) | 2液硬化型接着性組成物、アンカーコート剤、接着剤、積層体、包装材 | |
| JP7239069B2 (ja) | ガスバリア性積層体、包装材 | |
| JP7375994B1 (ja) | 2液硬化型コーティング剤、積層体、包装材 | |
| JP7201131B2 (ja) | ガスバリア性積層体、包装材 | |
| JP7036283B2 (ja) | 積層体の製造方法、積層体、包装材 | |
| JP2020100024A (ja) | ガスバリア性積層体、包装材 | |
| WO2023120203A1 (ja) | 積層体、包装材 | |
| JP7533813B1 (ja) | ガスバリア用組成物、コーティング剤および積層体 | |
| JP7468813B1 (ja) | ガスバリアコーティング剤、積層体、及び包装材 | |
| JP7364122B1 (ja) | 積層フィルム及び包装材 | |
| JP6801828B2 (ja) | ポリエステルポリイソシアネート、ポリエステルポリイソシアネート組成物、接着剤、積層体、包装材 | |
| TWI850453B (zh) | 阻氣性積層體、包裝材 | |
| JP2005161690A (ja) | ラミネートフィルムの製造方法 | |
| TW202210305A (zh) | 阻氣性積層體、包裝材 | |
| TW202434666A (zh) | 氣體阻隔用組成物、塗布劑及積層體 | |
| JP2023077667A (ja) | リキッド印刷インキ、印刷物、及び包装材料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220712 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220712 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20220712 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220906 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220913 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20221101 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221108 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20221108 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20221115 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20221122 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230131 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230213 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7239069 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |