JP7214575B2 - ワインド&リアクト型超電導コイル、ワインド&リアクト型超電導コイルの製造方法、超電導電磁石装置 - Google Patents
ワインド&リアクト型超電導コイル、ワインド&リアクト型超電導コイルの製造方法、超電導電磁石装置 Download PDFInfo
- Publication number
- JP7214575B2 JP7214575B2 JP2019108978A JP2019108978A JP7214575B2 JP 7214575 B2 JP7214575 B2 JP 7214575B2 JP 2019108978 A JP2019108978 A JP 2019108978A JP 2019108978 A JP2019108978 A JP 2019108978A JP 7214575 B2 JP7214575 B2 JP 7214575B2
- Authority
- JP
- Japan
- Prior art keywords
- bobbin
- wind
- coil
- react
- ring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images














Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E40/00—Technologies for an efficient electrical power generation, transmission or distribution
- Y02E40/60—Superconducting electric elements or equipment; Power systems integrating superconducting elements or equipment
Landscapes
- Superconductors And Manufacturing Methods Therefor (AREA)
Description
前記のような超電導電磁石は、ニオブチタン(NbTi)、ニオブ酸スズ(Nb3Sn)、ニホウ化マグネシウム(MgB2)、ビスマス系超電導体(BSCCO)、イットリウム系超電導体(YBCO)に代表される超電導線を用いた超電導コイルから構成される。ただし、これらの超電導線のなかでもNb3SnやMgB2を利用したものは歪みに弱く、0.2%程度の歪みを印加されるだけでもその超電導性能を失ってしまう。そこで、寸法等の制約からコイル製作中に超電導線に過大な歪みが印加される恐れがある場合、まず最初に超電導体として機能する前段階の物質を保持した線材をボビンに巻線し、その後、ボビンごと線材を高温で熱処理して超電導体を生成させ、超電導線として利用するワインド&リアクト法が採用されている。
また、コイル巻線は、ボビンと同心円上に位置すべきだが、相対変位により異なる仕様の磁場が発生し、例えばMRI装置では撮像不可となったり、加速器用マグネットではビームが加速できなくなったりするといった問題が発生することがある。
このようなコイル部材間の隙間や熱処理および冷却中に、過大な歪みに対処するものとして特許文献1や特許文献2がある。
すなわち、本発明のワインド& リアクト型超電導コイルは、周方向に複数に分割されたボビンと、所定の環境において超電導体として機能する線材を前記ボビンの内径側に配置されたコイル巻線と、前記ボビンと同心円状に前記ボビンの外側に配置されたリングと、を備え、前記ボビンの内径側と前記コイル巻線の外径側が密着している、とともに、
前記リングの熱膨張率は、前記コイル巻線の熱膨張率と同じかそれ以上である、ことを特徴とする。
本発明の第1実施形態に係るワインド&リアクト型超電導コイル、およびワインド&リアクト型超電導コイルの製造方法について図1~図3を参照して説明する。
図1は、本発明の第1実施形態に係るワインド&リアクト型超電導コイル1Aの構成例を側面から見た後記する図2AのI-I軸における断面の一部を示す図である。
図1において、ワインド&リアクト型超電導コイル1Aは、ボビン(コイルボビン)2、リング3、コイル巻線4、ベースプレート5、温度調整機構6A、締結機構7を備えて構成される。なお、温度調整機構6Aは、ワインド&リアクト型超電導コイル1Aが形成された後に除去される場合もある。また、中心軸22は、後記する図2A、図2B、図2Cの断面図における二つのI-I軸の交点に位置するワインド&リアクト型超電導コイル1Aの中心軸を示している。
なお、図1におけるII-II軸の水平方向の断面が、後記する図2A、図2B、図2Cのそれぞれの断面構造となる。
図1において、リング3とボビン2とコイル巻線4は、ベースプレート5の上に配置されている。
リング3は、ボビン2に対して径方向内側に配置されている。
ボビン2は、コイル巻線4の巻回時の巻枠として使用される。
また、ボビン2は、締結機構7によってベースプレート5に締結される。リング3は、ヒータ等の加熱手段である温度調整機構6Aによって温度を調整される。
図2Aは、熱処理前のワインド&リアクト型超電導コイル1Aの構成を示している。図2Bは、熱処理中(温度調整機構作動)のワインド&リアクト型超電導コイル1Aの構成を示している。図2Cは、熱処理後のワインド&リアクト型超電導コイル1Aの構成を示している。
なお、図2A、図2B、図2Cにおいて、リング3とボビン2(2a,2b,2c,2d)とコイル巻線4が示されている。ただし、図1のII-II軸の断面図である図2A、図2B、図2Cでは、ベースプレート5、温度調整機構6A、締結機構7は、示されない。
また、図2A、図2B、図2Cに示すように、ボビン2は、ボビン2a,2b,2c,2dに均等に4分割されている。
また、ワインド&リアクト型超電導コイル1Aの全体が置かれている雰囲気中の温度や、リング3、コイル巻線4のそれぞれの温度を計測する温度計測装置(不図示)が、ワインド&リアクト型超電導コイルの製造装置に備えられ、製造工程において用いられる。
前記したように図2Aは、ワインド&リアクト型超電導コイル1Aが前記した熱処理装置によって行われる熱処理前の状態を示している。
図2Aにおいては、ボビン2a,2b,2c,2dは、接触してボビン2を構成している。また、リング3とボビン2a,2b,2c,2dとは、離れて配置されている。
なお、コイル巻線4は、超電導体として機能する前段階の物質を保持した線材を、ボビン2に巻回して構成されている。
また、コイル巻線4は、ボビン2(2a,2b,2c,2d)に巻回されて構成されるので、コイル巻線4とボビン2(2a,2b,2c,2d)との間には隙間がある可能性がある。
また、ボビン2(2a,2b,2c,2d)とベースプレート5との締結機構7による締結を解除する。
前記したように、図2Bは、ワインド&リアクト型超電導コイル1Aが熱処理中の状態を示している。なお、温度調整機構6Aは、加熱手段として作動(ON)する。
また、前記したように、図2Bには図示していないが、ワインド&リアクト型超電導コイル1Aの全体を加熱して熱処理を行う熱処理装置がある。つまり、図示していない熱処理装置がワインド&リアクト型超電導コイル1Aの全体を加熱処理する。また、温度調整機構6Aは、リング3とコイル巻線4との温度差を制御する。
なお、超電導コイルとなるコイル巻線4は、熱処理によって、例えば超電導体として、ニホウ化マグネシウム(MgB2)を有することになる。また、熱処理前に超電導体として機能する前段階の物質とは、例えば熱処理によって、ニホウ化マグネシウム(MgB2)を構成する基となる物質である。
なお、温度調整機構6Aは、リング3とコイル巻線4とで規定(所定)の温度差を保つように制御して、リング3を加熱する。
このリング3の膨張に起因する外力14Aによって、ボビン2(2a,2b,2c,2d)は、径方向外側に圧力を受ける。なお、ボビン2(2a,2b,2c,2d)は、ベースプレート5に締結されていない状態である。
周方向に分割されていたボビン2a~2dは、径方向にそれぞれ単独に変位することが可能であるので、径方向外側に変位する。この変位によって、ボビン2(2a,2b,2c,2d)は、コイル巻線4との隙間を解消する。
なお、図2Bに示した外力14Aの発生の仕方の補足、詳細は後記する。
また、温度調整機構6Aの調整の仕方の補足と詳細は後記する。
前記したように、図2Cは、熱処理後のワインド&リアクト型超電導コイル1Aの構成を示している。
ワインド&リアクト型超電導コイル1Aのコイル巻線4を超電導体とするため熱処理後においては、リング3とコイル巻線4との間を規定(所定)の温度差を保つように温度調整機構6Aで調整しながら、熱処理装置による熱処理を停止してワインド&リアクト型超電導コイル1Aの全体を冷却する。
そして、コイル巻線4の温度が常温(室温、冷却後の所定の温度)に戻った後、温度調整機構6Aをオフ(OFF)にする。
ワインド&リアクト型超電導コイル1Aの構成部材のすべてが常温に戻ってから、ボビン2(2a,2b,2c,2d)とベースプレート5とを、締結機構7で再び締結する。
そのため、超電導線であるコイル巻線4に過大な歪が生じることによる超電導状態や超電導性能が失われることが防止できる。
なお、ワインド&リアクト型超電導コイル1Aを、完成後において、超電導状態で使用する場合には、ワインド&リアクト型超電導コイル1Aの全体を所定の低温状態(超電導の臨界温度以下)にする。
以上のワインド&リアクト型超電導コイル1Aの製造方法について、熱処理前の工程から熱処理後の工程までをフローチャートとして説明する。
図3は、本発明の第1実施形態に係るワインド&リアクト型超電導コイル1Aの製造方法のフローチャート例を示す図である。
図3において、ステップS100~ステップS110について順に説明する。
ステップS100においては、熱処理前の状態である図2Aに示すワインド&リアクト型超電導コイル1Aのボビン2(2a,2b,2c,2d)とリング3をコイル巻線4の内周側に設置する。
ステップS101においては、図2Aに示すワインド&リアクト型超電導コイル1Aのベースプレート5とボビン2(2a,2b,2c,2d)との固定を解除する。つまり、締結機構7による締結を解除する。
ステップS102においては、熱処理装置によって熱処理を開始する。すなわち、ワインド&リアクト型超電導コイル1Aの全体を所定の温度、例えば500℃以上の高温とする。
ステップS103においては、熱処理装置によってワインド&リアクト型超電導コイル1Aの全体を所定の温度、例えば500℃以上の高温を維持して、コイル巻線4の線材に超電導体として機能する前段階の物質を反応させる。そして、コイル巻線4を超電導線とする。
ステップS104においては、温度調整機構6Aをオン(ON)する。すなわち、リング3をコイル巻線4より所定の温度だけ高温にする。
するとリング3が膨張して、ボビン2(2a,2b,2c,2d)に外力14A(図2B)を及ぼし、ボビン2(2a,2b,2c,2d)をコイル巻線4に押しつけるように作用する。
コイル巻線4が超電導線となってステップS102で開始した熱処理装置による熱処理を終了する段階に至るとステップS105が始まる。
ステップS105においては、温度調整機構6Aをオンしたまま、すなわちリング3とコイル巻線4との温度差を規定値(所定値)になるように温度調整機構6Aの温調ヒータ出力を制御しつつ、ワインド&リアクト型超電導コイル1Aの全体を熱処理装置による熱処理を停止して冷却する。
ステップS106においては、ステップS105で開始したワインド&リアクト型超電導コイル1Aの全体を冷却したことによって、コイル巻線4の温度が常温(室温、冷却後の所定の温度)になったことを確認する。
ステップS107においては、ステップS106のコイル巻線4の温度が常温(室温、冷却後の所定の温度)になったことの確認後、温度調整機構6Aをオフ(OFF)する。
ステップS108においては、リング3の温度が常温(室温、冷却後の所定の温度)になったことを確認する。
ステップS109においては、図2Cに示したボビン2(2a,2b,2c,2d)、リング3、コイル巻線4の位置関係となるので、ボビン2(2a,2b,2c,2d)とベースプレート5とを、締結機構7によって再び締結する。
ステップS110において、以上の熱処理を終了する。
図2Bで示した外力14Aの発生の仕方について、補足、詳細の説明をする。
例えば、直径1mのリング3(図2B)を非磁性で耐熱性が高いニッケル合金(モネル400、線膨張係数14.2×10-6[1/K](100℃-21℃間))で構成した場合において、コイル巻線4およびボビン2(2a,2b,2c,2d)が常温(21℃)であるのに対し、リング3を温度調整機構6Aによって100℃に保持すれば、常温(21℃)での寸法に対して、リング3の直径が1.12mm大きくなる。
そのため、周方向に分割されたボビン2a,2b,2c,2dを内側から0.56mmずつ径方向外側へ変位させることが可能となる。
その理由は、リング3の線膨張率がコイル巻線4の線膨張率より大きい場合、超電導体を生成する際の熱処理時にリング3がコイル巻線4を押し広げる寸法まで熱膨張するためコイル巻線4の超電導線を損傷する可能性があるからである。
図1で示した温度調整機構6Aによって、制御されるリング3とコイル巻線4との温度差は、熱処理によって生じる隙間(例えば図10における隙間11)の大きさに合わせて設定され、隙間が大きくなればなるほど温度差を大きく制御する。
本発明の第1実施形態に係るワインド&リアクト型超電導コイル1Aは、図1、図2A~2Cに示した構造、および図3に示した熱処理手順を採用することで、周方向に分割されたボビン2a~2dは、周方向に連続した従来のボビンとは異なり、外力14A(図2B)によって径方向にそれぞれ単独に変位することが可能となっている。
そのため、ベースプレート5との固定を解除してから熱処理装置による熱処理を開始し、その熱処理の途中で温度調整機構6Aの加熱による外力14Aを加えることで、図2Bに示すように、コイル巻線4との隙間を解消するようにボビン2a~2dを変位させることが可能となる。
また、周方向に連続した前記のリング3を用いてボビン2a~2dを変位させることで、周方向に分割されたボビン2a~2d、コイル巻線4、リング3のそれぞれを同心円上に配置させることが可能となる。
なお、前記リング3を用いるさらなる効果として、一様の材料で製作されたリングは真円の形状を保ったまま熱膨張するため、リング3の中心を基準とした同心円上に周方向に分割された複数のボビンおよびコイル巻線を配置することが可能となり、超電導コイル内部におけるコイル巻線の相対変位を解消することが可能となる。
本発明の第1実施形態によれば、ワインド&リアクト型超電導コイル(ワインド・アンド・リアクト型超電導コイル)の熱処理後に生じるコイル部材間の隙間を解消し、超電導コイルの内部でコイル巻線がボビン(コイルボビン)に対して相対変位することを避けて、信頼性の高い超電導コイルを提供することができる。
次に、本発明の第2実施形態に係るワインド&リアクト型超電導コイル、およびワインド&リアクト型超電導コイルの製造方法について、図4、図5A~図5C、図6を参照して説明する。
図4は、本発明の第2実施形態に係るワインド&リアクト型超電導コイル1Bの構成例を側面から見た後記する図5AのIV-IV軸における断面の一部を示す図である。この「断面の一部」とは、後記する図5Aの中心軸22から4方向のIV軸における断面構造を示している。つまり、前記の図5Aの中心軸22から4方向のIV軸におけるワインド&リアクト型超電導コイル1Aの断面構造は、4方向において、図4に示す断面構造を有している。
図4において、ワインド&リアクト型超電導コイル1Bは、ボビン2(第1のボビン)、ボビン17(第2のボビン、コイルボビン)、リング3、コイル巻線4、ベースプレート5、温度調整機構6B、締結機構7を備えて構成される。
また、ボビン17は、温度調整機構6Bと共に熱処理の終了後には取り除かれる。
また、図4における温度調整機構6Bは、冷媒23を循環させる冷却手段である。図1における温度調整機構6Aが加熱手段であったのに対して、図4における温度調整機構6Bは、冷却手段であることが異なる。
また、図4においては、ボビン2とボビン17とがベースプレート5に締結機構7によって、締結される。
図4に示すワインド&リアクト型超電導コイル1Bは、後記する図5A、図5B、図5Cの中心軸22から4方向のIV軸における断面構造を示している。つまり、前記の図5A、図5B、図5Cの中心軸22から4方向のIV軸におけるワインド&リアクト型超電導コイル1Bの断面構造は、4方向において、図4に示す断面構造を有している。
なお、図4におけるV-V軸の水平方向の断面が、後記する図5A、図5B、図5Cのそれぞれの断面構造となる。
図5Aは、熱処理前のワインド&リアクト型超電導コイル1Bの構成を示している。図5Bは、熱処理中(温度調整機構作動)のワインド&リアクト型超電導コイル1Bの構成を示している。図5Cは、熱処理後のワインド&リアクト型超電導コイル1Bの構成を示している。
なお、図5A、図5B、図5Cにおいて、ボビン2(2a,2b,2c,2d)とボビン17とリング3とコイル巻線4が示されている。ただし、図4のV-V軸の断面図である図5A、図5B、図5Cでは、ベースプレート5、温度調整機構6B、締結機構7は示されない。
また、図5A、図5B、図5Cに示すように、ボビン2は、ボビン2a,2b,2c,2dに4分割されている。
また、ワインド&リアクト型超電導コイル1Bの全体が置かれている雰囲気中の温度や、リング3、コイル巻線4、(ボビン17)のそれぞれの温度を計測する温度計測装置(不図示)が、ワインド&リアクト型超電導コイルの製造装置に備えられ、製造工程において用いられる。
前記したように、図5Aは、ワインド&リアクト型超電導コイル1Bが熱処理前の状態を示している。
図5Aにおいては、ボビン2a,2b,2c,2dは、分割して配置されている。また、リング3とボビン2a,2b,2c,2dとは、離れて配置されている。
なお、コイル巻線4は、超電導体として機能する前段階の物質を保持した線材をボビン17に巻回して構成されている。
また、ボビン2a,2b,2c,2dとボビン17を、ベースプレート5との締結機構7による締結を解除する。
前記したように、図5Bは、ワインド&リアクト型超電導コイル1Bが熱処理中の状態を示している。なお、温度調整機構6Bは、冷却手段として作動する。
なお、図4、および図5B(図5A、図5C)には図示していないが、前記したように、ワインド&リアクト型超電導コイル1Bの全体を加熱して熱処理を行う熱処理装置がある。つまり、図示していない熱処理装置がワインド&リアクト型超電導コイル1Bの全体を加熱処理し、温度調整機構6Bは、リング3とコイル巻線4との温度差を制御する。
ワインド&リアクト型超電導コイル1Bのコイル巻線4を超電導体とするために熱処理を行う。この熱処理は、図4および図5Bで示したワインド&リアクト型超電導コイル1Bを高温にして行う。この熱処理によって、超電導体として機能する前段階の物質を保持していたコイル巻線4は、超電導コイルとなる。
また、温度調整機構6Bは、リング3とコイル巻線4とで規定(所定)の温度差を保つように制御して、リング3を冷却する。
周方向に分割されていたボビン2a~2dは、径方向にそれぞれ単独に変位することが可能であるので、径方向内側に変位する。この変位によって、ボビン2(2a,2b,2c,2d)は、コイル巻線4と密着して、隙間を解消する。
なお、ボビン2(2a,2b,2c,2d)とコイル巻線4とが密着して、隙間を解消することが重要であるが、ボビン2a,2b,2c,2dが互いの密着することは、必須要件ではない。
前記したように、図5Cは、熱処理後のワインド&リアクト型超電導コイル1Aの構成を示している。
ワインド&リアクト型超電導コイル1Bのコイル巻線4を超電導体とするため、熱処理後においては、リング3とコイル巻線4との間を規定(所定)の温度差を保つように温度調整機構6Bで調整しながら、ワインド&リアクト型超電導コイル1Bの全体を、熱処理装置によって冷却する。
そして、コイル巻線4の温度が常温(室温、冷却後の所定の温度)に戻った後、温度調整機構6Bをオフ(OFF)にする。
ワインド&リアクト型超電導コイル1Bの構成部材のすべてが常温に戻ってから、ボビン2(2a,2b,2c,2d)とベースプレート5に締結機構7で再び締結する。
そのため、超電導線であるコイル巻線4に過大な歪が生じることによる超電導状態や超電導性能が失われることが防止できる。
また、リング3とボビン2(2a,2b,2c,2d)との間には隙間がある。また、コイル巻線4とボビン17との間には隙間ができるので、熱処理後、ボビン17を削除する。
なお、ワインド&リアクト型超電導コイル1Bを、完成後において、超電導状態で使用する場合には、ワインド&リアクト型超電導コイル1Bの全体を所定の低温状態(超電導の臨界温度以下)にする。
以上のワインド&リアクト型超電導コイル1Bの製造方法について、熱処理前の工程から熱処理後の工程までをフローチャートとして説明する。
図6は、本発明の第2実施形態に係るワインド&リアクト型超電導コイル1Bの製造方法のフローチャート例を示す図である。
図6において、ステップS200~ステップS211について順に説明する。
ステップS200においては、熱処理前の状態である図5Aに示すワインド&リアクト型超電導コイル1Bのボビン2(2a,2b,2c,2d)とリング3をコイル巻線4の外周側に配置(設置)する。なお、コイル巻線4は、ボビン17に巻回されている。また、ボビン17は、コイル巻線4の内周側に配置(設置)されていることに相当する。
ステップS201においては、図5Aに示すワインド&リアクト型超電導コイル1Bのベースプレート5と、ボビン2(2a,2b,2c,2d)およびボビン17との固定を解除する。つまり、締結機構7による締結を解除する。
ステップS202においては、熱処理を開始する。すなわち、ワインド&リアクト型超電導コイル1Bの全体を、熱処理装置によって所定の温度、例えば500℃以上の高温とする。
ステップS203においては、ワインド&リアクト型超電導コイル1Bの全体を所定の温度、例えば500℃以上の高温を維持して、コイル巻線4の線材に超電導体として機能する前段階の物質を反応させる(超電導体生成)。そして、コイル巻線4を超電導線とする。
ステップS204においては、温度調整機構6Bをオン(ON)する。すなわち、リング3をコイル巻線4(ボビン2a,2b,2c,2d)より所定の温度だけ低温にする。
するとリング3がボビン2(2a,2b,2c,2d)に対して、相対的に収縮して、ボビン2(2a,2b,2c,2d)に外力14B(図5B)を及ぼし、ボビン2(2a,2b,2c,2d)をコイル巻線4に押しつけるように作用する。
コイル巻線4が超電導線となってステップ202で開始した熱処理を終了する段階に至るとステップS205が始まる。
ステップS205においては、温度調整機構6Bをオンしたまま、すなわちリング3とコイル巻線4との温度差を規定値(所定値)になるように温度調整機構6Bの温調ヒータ出力を制御しつつ、ワインド&リアクト型超電導コイル1Bの全体を熱処理装置によって冷却する。
ステップS206においては、ステップS205で開始したワインド&リアクト型超電導コイル1Bの全体を冷却したことによって、コイル巻線4の温度が常温(室温、冷却後の所定の温度)になったことを確認する。
ステップS207においては、ステップS206のコイル巻線4の温度が常温(室温、冷却後の所定の温度)になったことの確認後、温度調整機構6Bをオフ(OFF)する。
ステップS208においては、リング3の温度が常温(室温、冷却後の所定の温度)になったことを確認する。
ステップS209においては、図5Cに示したボビン2(2a,2b,2c,2d)、リング3、コイル巻線4の位置関係となるので、ボビン2(2a,2b,2c,2d)とベースプレート5(図4)とを再び締結する。
ステップS210において、ボビン17を除去する。
ステップS211において、以上の熱処理を終了する。
ボビン2の径方向外側にリング3が配置された本(第2)実施形態では、リング3の線膨張率は、コイル巻線4の線膨張率と同等かそれより大きいことが望ましい。
その理由は、超電導体を生成する際の熱処理時にリング3の熱膨張が、コイル巻線4の熱膨張より小さいと、コイル巻線4がリング3に押し潰されるように変形して、超電導線を損傷する可能性があるからである。
第2実施形態のワインド&リアクト型超電導コイル1Bは、第1実施形態のワインド&リアクト型超電導コイル1Aと以下の構成と制御において、主に異なっている。
すなわち、第2実施形態のワインド&リアクト型超電導コイル1Bは、図4~図6に示すように、周方向に分割されたボビン2(2a,2b,2c,2d)がコイル巻線4の径方向外側に位置し、リング3はボビン2の径方向外側に配置されている。また、温度調整機構6Bは、冷媒等を循環させた冷却手段である。また、コイル巻線4の径方向内側には熱処理後に取り除かれるボビン17が配置されている。また、規定(所定)の温度を保持して超電導体を生成した後の冷却過程は、リング3の温度をコイル巻線4より低く保つように温度調整機構6Bを制御する。
本発明の第2実施形態によれば、ワインド&リアクト型超電導コイル(ワインド・アンド・リアクト型超電導コイル)の熱処理後に生じるコイル部材間の隙間を解消し、超電導コイルの内部でコイル巻線がボビンに対して相対変位することを避けて、信頼性の高い超電導コイルを提供することができる。
本発明の第3実施形態に係るワインド&リアクト型超電導コイル、およびワインド&リアクト型超電導コイルの製造方法について図7、図8A~図8Cを参照して説明する。
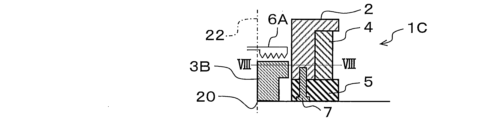
図7は、本発明の第3実施形態に係るワインド&リアクト型超電導コイル1Cの構成例を側面から見た図8AのVII-VII軸における断面の一部を示す図である。
図7において、ワインド&リアクト型超電導コイル1Cは、ボビン2、リング3B、コイル巻線4、ベースプレート5、温度調整機構6A、締結機構7を備えて構成される。
図7において、リング3Bが、図8Aにおける断面視として、リング3(図2A)のような輪ではなく、円形状で構成されている。なお、円形状で構成されるリング3Bの中心を基準点20として表記している。リング3Bは前記のように円形状で構成されているので同心円状の中心部(基準点20)にもリング構成部材を有している。この点が第1実施形態における輪の形状のリング3(図2A~図2C)と異なる。リング3Bは、中心部(基準点20)のリング構成部材を利用して、ベースプレート5とは独立に配置できる。
この基準点20を中心に円形状のリング3B(図7A)を配置し、ボビン2、ベースプレート5、温度調整機構6A、締結機構7の構造物も、基準点20を中心として規定し、配置される。また、コイル巻線4は、ボビン2(2a,2b,2c,2d)を巻枠として巻回される。
また、中心軸22は、円形状であるリング3Bの基準点20を通過している。また、中心軸22は、後記する図8A、図8B、図8Cの断面図における二つのVII-VII軸の交点に位置するワインド&リアクト型超電導コイル1Cの中心軸を示している。
なお、図7におけるVIII-VIII軸の水平方向の断面が、後記する図8A、図8B、図8Cのそれぞれの断面構造となる。
図7において、ボビン2とコイル巻線4は、ベースプレート5の上に配置されている。また、ボビン2は、締結機構7によってベースプレート5に締結される。リング3Bは、温度調整機構6Aによって温度を調整される。
また、リング3Bは、ボビン2に対して径方向内側に配置されている。
図8Aは、熱処理前のワインド&リアクト型超電導コイル1Cの構成を示している。図8Bは、熱処理中(温度調整機構作動)のワインド&リアクト型超電導コイル1Cの構成を示している。図8Cは、熱処理後のワインド&リアクト型超電導コイル1Cの構成を示している。
なお、図8A、図8B、図8Cにおいて、ボビン2とリング3Bとコイル巻線4が示されている。ただし、図7のVIII-VIII軸の断面図である図8A、図8B、図8Cでは、ベースプレート5、温度調整機構6A、締結機構7は示されない。
また、図8A、図8B、図8Cに示すように、ボビン2は、ボビン2a,2b,2c,2dに4分割されている。
前記したように、図8Aは、ワインド&リアクト型超電導コイル1Cが熱処理前の状態を示している。
図8Aにおいては、ボビン2a,2b,2c,2dは、接触してボビン2を構成している。また、リング3Bとボビン2a,2b,2c,2dとは、離れて配置されている。
なお、コイル巻線4は、超電導体として機能する前段階の物質を保持した線材をボビン2に巻回して構成されている。
また、コイル巻線4は、ボビン2(2a,2b,2c,2d)に巻回されて構成されるので、コイル巻線4とボビン2(2a,2b,2c,2d)との間には隙間がある可能性がある。
また、ボビン2(2a,2b,2c,2d)とベースプレート5の締結機構7による締結を解除する。
前記したように、図8Bは、ワインド&リアクト型超電導コイル1Cが熱処理装置(不図示)による熱処理中の状態を示している。なお、温度調整機構6Aは加熱手段として作動する。
ワインド&リアクト型超電導コイル1Cのコイル巻線4を超電導体とするために、熱処理装置による熱処理を行う。この熱処理は図7および図8Bで示したワインド&リアクト型超電導コイル1Cを高温にして行う。この熱処理によって、超電導体として機能する前段階の物質を保持していたコイル巻線4は、超電導コイルとなる。
なお、温度調整機構6Aは、リング3Bとコイル巻線4とで規定(所定)の温度差を保つように制御して、リング3Bを加熱する。
このリング3Bの膨張に起因する矢印で示した外力14Aによって、ボビン2(2a,2b,2c,2d)は、径方向外側に圧力を受ける。なお、ボビン2(2a,2b,2c,2d)は、ベースプレート5に締結されていない状態である。
周方向に分割されていたボビン2a~2dは、径方向にそれぞれ単独に変位することが可能であるので、径方向外側に変位する。この変位によって、ボビン2(2a,2b,2c,2d)は、コイル巻線4との隙間を解消する。
前記したように、図8Cは、熱処理後のワインド&リアクト型超電導コイル1Cの構成を示している。
ワインド&リアクト型超電導コイル1Cのコイル巻線4を超電導体とするための熱処理の後においては、リング3Bとコイル巻線4(ボビン2a,2b,2c,2d)との間を規定(所定)の温度差を保つように温度調整機構6Aで調整しながら、ワインド&リアクト型超電導コイル1Cの全体を、熱処理装置によって冷却する。
そして、コイル巻線4の温度が常温(室温、冷却後の所定の温度)に戻った後、温度調整機構6Aをオフ(OFF)にする。
ワインド&リアクト型超電導コイル1Cの構成部材のすべてが常温(室温、冷却後の所定の温度)に戻ってから、ボビン2(2a,2b,2c,2d)とベースプレート5とを、締結機構7で再び締結する。
また、リング3Bを除去する。
そのため、超電導線であるコイル巻線4に過大な歪が生じることによる超電導状態や超電導性能が失われることが防止できる。
なお、ワインド&リアクト型超電導コイル1Cを完成後において、超電導状態で使用する場合には、ワインド&リアクト型超電導コイル1Cの全体を所定の低温状態(超電導の臨界温度以下)にする。
第3実施形態のワインド&リアクト型超電導コイル1Cは、第1実施形態のワインド&リアクト型超電導コイル1Aと以下の構成において、異なっている。
すなわち、第3実施形態のワインド&リアクト型超電導コイル1Cは、図7~図8Cに示すように、リング3Bをベースプレート5の上部ではなく、コイル巻線(超電導コイル)4から独立した基準点20に固定して配置した点で異なる。
このような構造をとることで、第1実施形態と同様の効果を得られるだけでなく、図8Bに示すように、コイル巻線(超電導コイル)4以外の構造物を基準点20にコイル巻線(超電導コイル)4の中心位置を規定することが可能となる。なお、第3実施形態においては、リング3Bは熱処理時にのみ必要であり、コイル巻線4の巻回時および熱処理後には省略することが可能である。
本発明の第3実施形態によれば、ワインド&リアクト型超電導コイル(ワインド・アンド・リアクト型超電導コイル)の熱処理後に生じるコイル部材間の隙間を解消し、超電導コイルの内部でコイル巻線がボビン(コイルボビン)に対して相対変位することを避けて、信頼性の高い超電導コイルを提供することができる。
また、コイル巻線4以外の構造物を基準点20にコイル巻線(超電導コイル)4の中心位置を規定することが可能であり、製造工程が容易になる。
次に、本発明のワインド&リアクト型超電導コイルを備えた超電導電磁石装置について説明する。
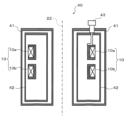
図9は、本発明の第4実施形態に係る超電導電磁石装置40のワインド&リアクト型超電導コイル10に関連する部分の概略の構成例を示す図である。
図9において、超電導電磁石装置40は、複数の超電導コイル(ワインド&リアクト型超電導コイル)10(10a,10b)、真空容器41、輻射シールド42、冷凍機43を備えて構成される。
超電導コイル(ワインド&リアクト型超電導コイル)10(10a,10b)は、第1実施形態~第3実施形態のワインド&リアクト型超電導コイル1A~1Cに相当する。また、図9の超電導電磁石装置40の中心軸22は、図1、図4、図7に示したワインド&リアクト型超電導コイル1A,1B,1Cの中心軸22と一致している。
冷凍機43は、真空容器41と輻射シールド42とを貫いて、ワインド&リアクト型超電導コイル10(10a,10b)に熱的に接触している。
ワインド&リアクト型超電導コイル10(10a,10b)は、冷凍機43、真空容器41、輻射シールド42によって超電導の臨界温度以下に保持されることで、超電導状態となっている。
超電導電磁石装置40の外部の電力供給装置(不図示)から、ワインド&リアクト型超電導コイル10(10a,10b)に通電することで、ワインド&リアクト型超電導コイル10(10a,10b)は、超電導状態で磁場を発生する。そして、超電導電磁石装置40は、電力効率のよい超電導状態の電磁石装置となる。
本発明の第4実施形態によれば、信頼性の高く、電力効率のよい超電導電磁石装置を提供できる。
なお、本発明は、以上に説明した実施形態に限定されるものでなく、さらに様々な変形例が含まれる。例えば、前記の実施形態は、本発明を分かりやすく説明するために、詳細に説明したものであり、必ずしも説明したすべての構成を備えるものに限定されるものではない。また、ある実施形態の構成の一部を他の実施形態の構成の一部で置き換えることが可能であり、さらに、ある実施形態の構成に他の実施形態の構成の一部または全部を追加・削除・置換をすることも可能である。
以下に、その他の実施形態や変形例について、さらに説明する。
第1~第3実施形態において、ボビン2を4分割(2a,2b,2c,2d)にする実施形態を示した。しかし4分割に限定されない。例えば3分割でも5分割以上でも可能である。
第1実施形態においては、図1に示すように、ベースプレート5と締結機構7とによって、ボビン2とコイル巻線4との配置関係を確保していた。
しかし、図2Cで示すボビン2とコイル巻線4との配置関係を形成する方法として、ベースプレート5と締結機構7が不可欠な要素であると限定されない。他の機構によって、図2Cに示すボビン2とコイル巻線4との配置関係を確保できれば、他の方法でもよい。
第1実施形態において、図2Cに示すボビン2とコイル巻線4との配置関係を確保できた場合には、図2Cにおけるリング3は必須の構成要素ではない。リング3を除去できる場合には取り除いてもよい。
第1実施形態の説明において、リング3の材質を非磁性で耐熱性が高いニッケル合金(モネル400、線膨張係数14.2×10-6[1/K](100℃-21℃間))で構成した場合を説明したが、前記のニッケル合金に限定されない。他の金属、合金を用いてもよい。
第2実施形態のワインド&リアクト型超電導コイルの製造における熱処理後においては、ボビン17と温度調整機構6Aを除去する例を示した。また、第3実施形態のワインド&リアクト型超電導コイルの製造における熱処理後においては、リング3Bと温度調整機構6Bを除去する例を示した。しかし、製造における熱処理後において除去できるものは前記の部品に限定されない。例えば、ベースプレート5および締結機構7を除去することも可能である。
第1実施形態においては、ワインド&リアクト型超電導コイルの超電導体の材質の例として、ニホウ化マグネシウム(MgB2)を示したが、ニホウ化マグネシウムに限定されない。例えば、ニオブチタン(NbTi)、ニオブ酸スズ(Nb3Sn)、ビスマス系超電導体(BSCCO)、イットリウム系超電導体(YBCO)でもよい。
第1実施形態のワインド&リアクト型超電導コイル1Aの製造方法においては、ステップS103では、熱処理装置による熱処理温度を500℃以上と説明したが、超電導体を形成する物質の素材によっては、前記の温度に限定されない。500℃未満で超電導体が形成されるものもありうる。
また、熱処理装置による熱処理温度は、一定の温度であるとは限らない。熱処理の前半、中間、後半において、適宜、熱処理温度を変える場合もある。
また、超電導体が形成される高温を維持する時間も、超電導体を形成する物質の素材によって様々に設定されることがある。
第1実施形態のワインド&リアクト型超電導コイル1Aの製造方法においては、超電導体の形成後において、コイル巻線4の温度が常温(室温、冷却後の所定の温度)に戻った後に温度調整機構6Aをオフにすると説明した。
しかし、温度調整機構6Aをオフにするのは、常温(室温)に限定されない。ワインド&リアクト型超電導コイル1Aが所定の形状になれば、常温(室温)に戻らなくとも、作業効率の観点から次の工程(例えば、温度調整機構6Aのオフ)に移ってもよい。
第4実施形態においては、本発明のワインド&リアクト型超電導コイルを超電導電磁石装置に備える例を説明した。しかし、本発明のワインド&リアクト型超電導コイルの応用(適用)は、超電導電磁石装置に限定されない。例えば、電動機(モータ)や発電機の回転機器のコイルにも応用できる。また、磁気浮上式鉄道用コイルやNMRやSMES(Superconducting Magnetic Energy Storage)の超電導コイルにも適用できる。また超電導電磁石装置としても加速器用マグネットやMRI用マグネットなどに広く展開できる。
2,2a,2b,2c,2d ボビン、第1のボビン
3,3B リング
4 コイル巻線
5 ベースプレート
6A,6B 温度調整機構
7 締結機構
17 ボビン、第2のボビン
27 ボビン
40 超電導電磁石装置
41 真空容器
42 輻射シールド
43 冷凍機
Claims (10)
- 周方向に複数に分割されたボビンと、
所定の環境において超電導体として機能する線材を前記ボビンの内径側に配置されたコイル巻線と、
前記ボビンと同心円状に前記ボビンの外側に配置されたリングと、
を備え、
前記ボビンの内径側と前記コイル巻線の外径側が密着している、とともに、
前記リングの熱膨張率は、前記コイル巻線の熱膨張率と同じかそれ以上である、
ことを特徴とするワインド&リアクト型超電導コイル。 - 請求項1において、
前記ボビンが固定されるベースプレートと、
前記ボビンと前記ベースプレートを締結する締結機構と、
を備える、
ことを特徴とするワインド&リアクト型超電導コイル。 - 請求項1において、
前記コイル巻線は、ニホウ化マグネシウムを含んでなる、
ことを特徴とするワインド&リアクト型超電導コイル。 - 周方向に複数に分割されたボビンと、超電導体として機能する線材を前記ボビンに巻回したコイル巻線と、前記ボビンと同心円状に前記ボビンの内側に配置されたリングとを備えるワインド&リアクト型超電導コイルを、前記ボビンが配置されるベースプレートと、前記ボビンを前記ベースプレートに締結する締結機構と、前記リングの温度調整をする温度調整機構と、前記ワインド&リアクト型超電導コイルの全体を加熱して熱処理を行う熱処理装置とを用いて製造するワインド&リアクト型超電導コイルの製造方法であって、
前記ボビンと前記リングと前記コイル巻線は、前記ベースプレートの上に配置され、
前記ベースプレートと前記ボビンとの締結を解除し、
前記熱処理装置が、前記ボビンと前記コイル巻線と前記リングと前記ベースプレートとを含めて、前記コイル巻線に保持された前記超電導体として機能する前段階の物質が超電導体を生成する所定の温度を加えて所定の時間保持する熱処理を行い、
前記リングと前記コイル巻線とで所定の温度差を保つように前記温度調整機構をオンして調整しながら、前記熱処理装置が前記ボビンと前記コイル巻線と前記リングと前記ベースプレートとを含めて冷却し、
前記コイル巻線の温度が常温に戻った後に前記温度調整機構をオフし、
前記ボビンと前記コイル巻線と前記リングと前記ベースプレートが常温に戻った後に、前記ボビンと前記ベースプレートとを再び締結する、
ことを特徴とするワインド&リアクト型超電導コイルの製造方法。 - 周方向に複数に分割された第1のボビンと、超電導体として機能する線材を前記第1のボビンの内径側に配置したコイル巻線と、前記第1のボビンと同心円状に前記第1のボビンの外側に配置されたリングとを備えるワインド&リアクト型超電導コイルを、前記コイル巻線の内径側に仮配置された第2のボビンと、前記第1のボビンと前記第2のボビンが配置されるベースプレートと、前記第1のボビンと前記第2のボビンを前記ベースプレートに締結する締結機構と、前記リングの温度調整をする温度調整機構と、前記ワインド&リアクト型超電導コイルの全体を加熱して熱処理を行う熱処理装置とを用いて製造するワインド&リアクト型超電導コイルの製造方法であって、
前記第1のボビンと前記コイル巻線と前記第2のボビンと前記リングとは、前記ベースプレートの上に配置され、
前記ベースプレートと前記第1のボビンおよび前記第2のボビンの前記締結機構による締結を解除し、
前記熱処理装置が、前記第1のボビンと前記コイル巻線と前記第2のボビンと前記リングと前記ベースプレートとを含めて、前記コイル巻線に保持された前記超電導体として機能する前段階の物質が超電導体を生成する所定の温度を加えて所定の時間保持する熱処理を行い、
前記リングと前記コイル巻線とで所定の温度差を保つように前記温度調整機構で調整しながら、前記熱処理装置が前記第1のボビンと前記コイル巻線と前記第2のボビンと前記リングと前記ベースプレートとを含めて冷却し、
前記コイル巻線の温度が常温に戻った後に前記温度調整機構をオフし、
前記第1のボビンと前記コイル巻線と前記第2のボビンと前記リングと前記ベースプレートが常温に戻った後に、前記第1のボビンと前記ベースプレートとを再び締結し、
前記第2のボビンを除去する、
ことを特徴とするワインド&リアクト型超電導コイルの製造方法。 - 周方向に複数に分割されたボビンと、超電導体として機能する線材を前記ボビンに巻回したコイル巻線とを備えるワインド&リアクト型超電導コイルを、前記ボビンと同心円状に前記ボビンの内側に配置され前記同心円状の中心部にもリング構成部材を有するリングと、前記ボビンが配置されるベースプレートと、前記ボビンを前記ベースプレートに締結する締結機構と、前記リングの温度調整をする温度調整機構と、前記ワインド&リアクト型超電導コイルの全体を加熱して熱処理を行う熱処理装置とを用いて製造するワインド&リアクト型超電導コイルの製造方法であって、
前記ボビンと前記コイル巻線は、前記ベースプレートの上に配置され、
前記ベースプレートと前記ボビンの締結を解除し、
前記熱処理装置が、前記ボビンと前記コイル巻線と前記リングと前記ベースプレートと
を含めて、前記コイル巻線に保持された前記超電導体として機能する前段階の物質が超電導体を生成する所定の温度を加えて所定の時間保持する熱処理を行い、
前記リングと前記コイル巻線とで所定の温度差を保つように前記温度調整機構をオンして調整しながら、前記熱処理装置が前記ボビンと前記コイル巻線と前記リングと前記ベースプレートとを含めて冷却し、
前記コイル巻線の温度が常温に戻った後に前記温度調整機構をオフし、
前記コイル巻線を構成するすべての部材が常温に戻った後に、前記ボビンと前記ベースプレートとを再び締結し、
前記リングを除去する、
ことを特徴とするワインド&リアクト型超電導コイルの製造方法。 - 請求項4または請求項6において、
前記温度調整機構は、加熱手段である、
ことを特徴とするワインド&リアクト型超電導コイルの製造方法。 - 請求項5において、
前記温度調整機構は、冷却手段である、
ことを特徴とするワインド&リアクト型超電導コイルの製造方法。 - 請求項4から請求項6のいずれか一項において、
前記コイル巻線に保持された前記超電導体として機能する前段階の物質が超電導体を生成する所定の温度は、500℃以上である、
ことを特徴とするワインド&リアクト型超電導コイルの製造方法。 - 請求項1または請求項2に記載のワインド&リアクト型超電導コイルを備える、
ことを特徴とする超電導電磁石装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019108978A JP7214575B2 (ja) | 2019-06-11 | 2019-06-11 | ワインド&リアクト型超電導コイル、ワインド&リアクト型超電導コイルの製造方法、超電導電磁石装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019108978A JP7214575B2 (ja) | 2019-06-11 | 2019-06-11 | ワインド&リアクト型超電導コイル、ワインド&リアクト型超電導コイルの製造方法、超電導電磁石装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020202316A JP2020202316A (ja) | 2020-12-17 |
| JP7214575B2 true JP7214575B2 (ja) | 2023-01-30 |
Family
ID=73742233
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019108978A Active JP7214575B2 (ja) | 2019-06-11 | 2019-06-11 | ワインド&リアクト型超電導コイル、ワインド&リアクト型超電導コイルの製造方法、超電導電磁石装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7214575B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114300253B (zh) * | 2021-12-17 | 2023-02-14 | 华中科技大学 | 一种跑道型超导线圈的加固方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001195932A (ja) | 2000-01-11 | 2001-07-19 | Sumitomo Electric Ind Ltd | 金属複合超電導線材の熱処理用セラミックシート及びそれを用いた金属複合超電導線材の熱処理方法、並びに超電導マグネット及びその製造方法 |
| JP2003173909A (ja) | 2001-12-07 | 2003-06-20 | Hitachi Ltd | 酸化物超電導コイルとその製造方法及びそれに用いる絶縁材 |
| JP2008311526A (ja) | 2007-06-15 | 2008-12-25 | Kobe Steel Ltd | 超電導コイルおよび超電導コイルのクエンチ防止方法 |
| JP2009289502A (ja) | 2008-05-28 | 2009-12-10 | Sumitomo Electric Ind Ltd | セラミックシート及びBi2223酸化物超電導線材の製造方法、並びにBi2223酸化物超電導線材 |
| JP2012029485A (ja) | 2010-07-26 | 2012-02-09 | Hitachi Ltd | 超電導コイルおよびそれを用いた超電導回転機 |
| JP2013016618A (ja) | 2011-07-04 | 2013-01-24 | Hitachi Ltd | 超電導マグネット及びその製造方法 |
| JP2013219196A (ja) | 2012-04-09 | 2013-10-24 | Chubu Electric Power Co Inc | 超電導コイル装置及びその製造方法 |
| JP2014013877A (ja) | 2012-03-26 | 2014-01-23 | Chubu Electric Power Co Inc | 超電導パンケーキコイル及びその製造方法 |
| WO2017017715A1 (ja) | 2015-07-24 | 2017-02-02 | 株式会社日立製作所 | 超電導線、超電導コイル、mri及びnmr |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59121816A (ja) * | 1982-12-27 | 1984-07-14 | Toshiba Corp | 巻線締付装置 |
| JPH0831369B2 (ja) * | 1986-12-12 | 1996-03-27 | 昭和電線電纜株式会社 | 超電導マグネツトの製造方法 |
| JP2829008B2 (ja) * | 1988-11-16 | 1998-11-25 | 株式会社東芝 | 超電導磁石.半導体単結晶引上げ装置.核磁気共鳴装置及び超電導磁石の製造方法 |
| JPH03145103A (ja) * | 1989-10-31 | 1991-06-20 | Sumitomo Heavy Ind Ltd | 酸化物系超電導コイルの製造方法 |
| JPH03241722A (ja) * | 1990-02-20 | 1991-10-28 | Sumitomo Heavy Ind Ltd | 酸化物系超電導コイルの製造方法 |
| JPH03241706A (ja) * | 1990-02-20 | 1991-10-28 | Sumitomo Heavy Ind Ltd | 超電導コイルの製造方法 |
| JPH06140233A (ja) * | 1992-10-26 | 1994-05-20 | Mitsubishi Electric Corp | 酸化物超電導コイルの製法 |
| JPH07130531A (ja) * | 1993-10-29 | 1995-05-19 | Toshiba Corp | 超電導コイルの製造方法 |
| JPH10106828A (ja) * | 1996-10-03 | 1998-04-24 | Fujikura Ltd | 超電導線の製造方法 |
-
2019
- 2019-06-11 JP JP2019108978A patent/JP7214575B2/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001195932A (ja) | 2000-01-11 | 2001-07-19 | Sumitomo Electric Ind Ltd | 金属複合超電導線材の熱処理用セラミックシート及びそれを用いた金属複合超電導線材の熱処理方法、並びに超電導マグネット及びその製造方法 |
| JP2003173909A (ja) | 2001-12-07 | 2003-06-20 | Hitachi Ltd | 酸化物超電導コイルとその製造方法及びそれに用いる絶縁材 |
| JP2008311526A (ja) | 2007-06-15 | 2008-12-25 | Kobe Steel Ltd | 超電導コイルおよび超電導コイルのクエンチ防止方法 |
| JP2009289502A (ja) | 2008-05-28 | 2009-12-10 | Sumitomo Electric Ind Ltd | セラミックシート及びBi2223酸化物超電導線材の製造方法、並びにBi2223酸化物超電導線材 |
| JP2012029485A (ja) | 2010-07-26 | 2012-02-09 | Hitachi Ltd | 超電導コイルおよびそれを用いた超電導回転機 |
| JP2013016618A (ja) | 2011-07-04 | 2013-01-24 | Hitachi Ltd | 超電導マグネット及びその製造方法 |
| JP2014013877A (ja) | 2012-03-26 | 2014-01-23 | Chubu Electric Power Co Inc | 超電導パンケーキコイル及びその製造方法 |
| JP2013219196A (ja) | 2012-04-09 | 2013-10-24 | Chubu Electric Power Co Inc | 超電導コイル装置及びその製造方法 |
| WO2017017715A1 (ja) | 2015-07-24 | 2017-02-02 | 株式会社日立製作所 | 超電導線、超電導コイル、mri及びnmr |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020202316A (ja) | 2020-12-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102378965B1 (ko) | 초전도자석에서의 퀀칭 보호 | |
| JP6453185B2 (ja) | 超電導磁石装置または磁気共鳴イメージング装置 | |
| AU2021240133B2 (en) | High temperature superconductor magnet | |
| JP7214575B2 (ja) | ワインド&リアクト型超電導コイル、ワインド&リアクト型超電導コイルの製造方法、超電導電磁石装置 | |
| JP2022508189A (ja) | 高温超伝導体磁石システム、及び高温超伝導体界磁コイルのランプダウン又は加熱方法 | |
| Wolf | A stellarator reactor based on the optimization criteria of Wendelstein 7-X | |
| JP6590573B2 (ja) | 超電導マグネット装置の運転方法 | |
| Choi et al. | An effective cryostat design of conduction-cooled HTS magnets for a 300-kW-class superconducting induction heater | |
| Calzolaio et al. | Design of a superconducting longitudinal gradient bend magnet for the SLS upgrade | |
| Van Eck et al. | A 2.5-t, 1.25-m free bore superconducting magnet for the magnum-psi linear plasma generator | |
| Choi et al. | Conduction-cooled superconducting magnet for material control application | |
| Boffo et al. | Performance of SCU15: The new conduction-cooled superconducting undulator for ANKA | |
| Anerella et al. | Construction and testing of curved ReBCO coils | |
| Kodaka et al. | Stress and deformation analysis of REBCO pancake coils with individual turn movement | |
| JP7048428B2 (ja) | 超電導磁石およびその保護方法 | |
| Yamasaki et al. | Evaluation of heat inleak in a model superconducting coil module for a wind turbine generator with iron cores | |
| JP2017046987A (ja) | 超電導磁石装置、それを用いた磁気共鳴イメージング装置 | |
| JPH04188707A (ja) | 超電導コイル | |
| Chen et al. | Engineering design of the superconducting outsert for 40 T hybrid magnet | |
| US20240045009A1 (en) | Superconducting magnet apparatus, magnetic resonance imaging apparatus, and method for demagnetizing superconducting magnet | |
| Kim et al. | Development of Short-Period ${\rm Nb} _ {3}{\rm Sn} $ Superconducting Undulators for the APS | |
| Choi et al. | Progress on the development of superconducting magnet system for cyclotron K120 | |
| JP2013093401A (ja) | 超電導マグネット及びその製造方法 | |
| WO2023105974A1 (ja) | 超電導コイル装置 | |
| JP7477960B2 (ja) | 超電導コイル装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221019 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221025 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221223 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230110 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230118 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7214575 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |