JP7212870B2 - 化粧シート、化粧材、版、および化粧シートの製造方法 - Google Patents
化粧シート、化粧材、版、および化粧シートの製造方法 Download PDFInfo
- Publication number
- JP7212870B2 JP7212870B2 JP2021139318A JP2021139318A JP7212870B2 JP 7212870 B2 JP7212870 B2 JP 7212870B2 JP 2021139318 A JP2021139318 A JP 2021139318A JP 2021139318 A JP2021139318 A JP 2021139318A JP 7212870 B2 JP7212870 B2 JP 7212870B2
- Authority
- JP
- Japan
- Prior art keywords
- raised
- decorative sheet
- linear
- layer
- region
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



















Landscapes
- Finishing Walls (AREA)
- Laminated Bodies (AREA)
Description
木の表面の模様を有する意匠層と、
前記意匠層と重ねられた盛上層と、を備え、
前記盛上層は、前記意匠層の一部の領域に重なる盛上領域に設けられた盛上部を有し、
前記盛上部は、前記木の表面状の凹凸面を含む。
木の表面の模様を有する意匠層と、
前記意匠層と重ねられた盛上層と、を備え、
前記盛上層は、前記意匠層の一部の領域と重なる盛上領域に設けられた盛上部を有し、
前記盛上部は、不規則な凹凸面を含む。
木の表面の模様を有する意匠層と、
前記意匠層と重ねられた盛上層と、を備え、
前記盛上層は、前記意匠層の一部の領域と重なる盛上領域に設けられた盛上部を有し、
前記盛上部は、凸部および凹部を含む凹凸面を含み、
前記凸部および前記凹部の少なくとも一方は、向きおよび長さの少なくとも一方が一定ではない線状部である。
化粧シートの盛上層の形成に用いられる版であって、
平坦な版平坦面と、凹凸を有した版凹凸面と、を含む版面を備え、
前記版凹凸面は、窪みと、前記窪みの間に位置する平坦面を含む土手と、を含み、
前記窪みおよび前記土手の少なくとも一方は、向きおよび長さの少なくとも一方が一定ではない線状要素である。
化粧シートの盛上層の形成に用いられる版であって、
平坦な版平坦面と、不規則な凹凸を有した版凹凸面と、を含む版面を備え、
前記版凹凸面は、窪みと、前記窪みの間に位置する平坦面を含む土手と、を含む。
意匠層を形成する工程と、
上述の版を用いて盛上部を形成することにより、前記盛上部を含む盛上層を形成する工程と、を備え、
前記盛上部は、前記意匠層の一部の領域に重なる盛り上げ領域に位置している。
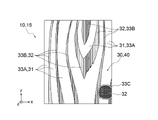
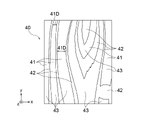
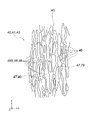
化粧シート15は、意匠層30および盛上層40を含む。意匠層30は、木の表面の模様を含んでいる。図1は、化粧材10および化粧シート15を示す平面図である。図1には、意匠層30の木の表面の模様が示されている。盛上層40は、図2に示すように、盛上領域41を含んでいる。盛上層40は、盛上領域41に設けられた盛上部43を含む。化粧シート15には、優れた触感と自然な風合いとの両方を実現するための工夫がなされている。具体的な構成として、盛上部43は、図3~図13に示された構成を有してもよい。盛上部43は、不規則な凹凸面45を含んでもよい。盛上部43は、木の表面状の凹凸面45を含んでもよい。盛上部43は、凸部46および凹部47を有する凹凸面45を含み、凸部46および凹部47の少なくとも一方が、向きよび長さの少なくとも一方が一定ではない線状部49でもよい。
基材20は、シート状でもよい。基材20は、フィルム、シート、平板、又は曲面板等でもよい。基材20は、通常化粧シートに用いられる基材でもよい。基材20は、特に限定されない。基材20は、樹脂基材、金属基材、窯業系基材、繊維質基材及び木質系基材等でもよい。基材20の材料は、化粧シート15の用途に応じて適宜選択され得る。上記各基材は、それぞれ単独で使用されてもよい。基材20は、例えば、樹脂基材と木質系基材との複合体、樹脂基材と金属基材との複合体等の任意の組み合わせによる積層体でもよい。基材20が積層体である場合は、積層体の層間にプライマー層を含んでもよい。
図11に示すように、意匠層30は、基材20と盛上層40との間に位置してもよい。図12に示すように、意匠層30は、盛上層40の基材20とは反対側となる面に設けられてもよい。図12に示された例において、盛上層40が、z方向における基材20と意匠層30との間に位置している。図13に示すように、意匠層30は、基材20の意匠層30とは反対側となる面に設けられてもよい。図13に示された例において、基材20が、z方向における意匠層30と盛上層40との間に位置している。図12に示された例において、意匠層30は盛上層40によって形成される凹凸面に沿った広がり、凹凸を形成している。なお、図10に示された化粧シート15は、意匠層30を含んでいない。図10に示された化粧シート15は、意匠層30を省かれて、基材20及び意匠層30により構成されている。
盛上層40は凹凸付与層として機能する。盛上層40は、化粧シート15の意匠性及び装飾性の向上に寄与できる。盛上層40は、従来とは異なる触感及び自然な風合いの両立を可能する。盛上層40は、艶消し機能も発揮し得る。
図3~図13に示すように、凸部46および凹部47の少なくとも一方は、向きおよび長さの少なくとも一方が一定ではない線状部49でもよい。凸部46および凹部47の両方が、向きおよび長さの少なくとも一方が一定ではない線状部49でもよい。
(1)平面視における複数の凸部Dの形状が、全て合同ではない。少なくとも二つの凸部Dの間で、形状及び大きさが異なる。複数の凸部Dの全てが、互いに異なる形状及び大きさを有してもよい。二以上の互いに合同又は相似の凸部46が、盛上部43に含まれてもよい。
(2)平面視における複数の凸部Dの形状が、正多角形、円、楕円、カーディオイド(心臓形)等の、比較的単調な形状とは異なる。例えば、凸部Dの輪郭線が、多項式や無限級数などの複雑な関数の組み合わせで近似されてもよい。
(3)(1)及び(2)の両方の特徴を有する。
・凹部47からなる線状部49は曲線状となっている。
・凹部47からなる線状部49の幅は、250μm以下である。
・凹部47からなる線状部49の向きは、揃っており、大きく分散していない。すなわち、一つの盛上部43に含まれる凹部47からなる線状部49の向きは、平面視において50°以下、好ましくは40°以下、より好ましくは30°以下、更に好ましくは20°以下の角度範囲内に入っている。
・凸部46からなる線状部49の向きは、揃っており、大きく分散していない。すなわち、一つの盛上部43に含まれる凸部46からなる線状部49の向きは、平面視において50°以下、好ましくは40°以下、より好ましくは30°以下、更に好ましくは20°以下の角度範囲内に入っている。
・凸部46の少なくとも一部は、凹部47からなる線状部49によって全周を囲まれている。
・凹部47からなる線状部49は複数の線状の小区分49Sを含み、各小区分は、端部において、他の二つ小区分49Sと接続する、線状部49の端部を構成する又は盛上部43の縁に位置してもよい。
以上の構成により、図5に示された盛上部43の凹凸面45は、不規則となり、木の表面状となる。これにより、触感を向上させ且つ自然な風合いを表現でき、化粧シート15の意匠性を向上できる。
・凹部47からなる線状部49は直線状となっているが、線状部49の長さは一定ではない。
・凹部47からなる線状部49の幅は、250μm以下である。
・凹部47からなる線状部49の長さは、100μm以上1000μm以下である。
・凹部47からなる線状部49の少なくとも一部は、盛上部43の内部に位置する一端部または両端部を含む。
・線状部49の向きは、揃っており、大きく分散していない。すなわち、一つの盛上部43に含まれる線状部49の向きは、平面視において50°以下、好ましくは40°以下、より好ましくは30°以下、更に好ましくは20°以下の角度範囲内に入っている。
以上の構成により、図6に示された盛上部43の凹凸面45は、不規則となり、木の表面状となる。これにより、触感を向上させ、且つ、自然な風合いを表現できる。
・凹部47からなる線状部49は直線状となっているが、線状部49の長さは一定ではない。
・凹部47からなる線状部49の幅は、250μm以下である。
・凹部47からなる線状部49の長さは、20μm以上250μm以下である。
・凹部47からなる線状部49の少なくとも一部は、盛上部43の内部に位置する一端部または両端部を含んでもよい。
以上の構成により、図7に示された盛上部43の凹凸面45は、不規則となり、木の表面状となる。これにより、触感を向上させ且つ自然な風合いを表現でき、化粧シート15の意匠性を向上できる。
・凹部47からなる線状部49は曲線状である。
・凹部47からなる線状部49の幅は、250μm以下である。
・凹部47からなる線状部49の向きは、大きく分散している。一つの盛上部43に含まれる任意の二つの線状部49の向きは、最大で70°以上傾斜し、好ましくは80°以上傾斜し、より好ましくは90°傾斜している。
・凸部46の少なくとも一部は、凹部47からなる線状部49によって全周を囲まれている。
・凹部47からなる線状部49は複数の線状の小区分49Sを含み、各小区分は、端部において、他の二つ小区分49Sと接続する、線状部49の端部を構成する又は盛上部43の縁に位置する。
以上の構成により、図8に示された盛上部43の凹凸面45は、不規則となり、木の表面状となる。これにより、触感を向上させ且つ自然な風合いを表現でき、化粧シート15の意匠性を向上できる。
・凹部47からなる線状部49は曲線状である。
・凸部46からなる線状部49は曲線状である。
・凹部47からなる線状部49の幅は、250μm以下である。
・凸部46からなる線状部49の幅は、250μm以下である。
・凹部47からなる線状部49の向きは、揃っており、大きく分散していない。すなわち、一つの盛上部43に含まれる凹部47からなる線状部49の向きは、平面視において50°以下、好ましくは40°以下、より好ましくは30°以下、更に好ましくは20°以下の角度範囲内に入っている。
・凸部46からなる線状部49の向きは、揃っており、大きく分散していない。すなわち、一つの盛上部43に含まれる凸部46からなる線状部49の向きは、平面視において50°以下、好ましくは40°以下、より好ましくは30°以下、更に好ましくは20°以下の角度範囲内に入っている。
・
・凸部46の少なくとも一部は、凹部47からなる線状部49によって全周を囲まれている。
・凹部47の少なくとも一部は、凸部46からなる線状部49によって全周を囲まれている。
・凹部47からなる線状部49は複数の線状の小区分49Sを含み、各小区分は、端部において、他の二つ小区分49Sと接続する、線状部49の端部を構成する又は盛上部43の縁に位置する。
・凸部46からなる線状部49は複数の線状の小区分49Sを含み、各小区分は、端部において、他の二つ小区分49Sと接続する、線状部49の端部を構成する又は盛上部43の縁に位置する。
以上の構成により、図9に示された盛上部43の凹凸面45は、不規則となり、木の表面状となる。これにより、触感を向上させ且つ自然な風合いを表現でき、化粧シート15の意匠性を向上できる。
凸部46に粒子が含まれてもよい。粒子を含む凸部46によれば、粒子を含まない凸部46とは異なる触感や外観が得られる。ただし、凸部46に粒子が含まれなくてもよい。
以上の構成を有する盛上部43は、意匠層30の模様に応じて、配置されてもよい。
(基材と盛上層との関係)
化粧シート15において、基材20と盛上層40とは別の材料により構成されてもよい。盛上層40は、基材20に対して重ねられてもよい。別の例として、基材20および盛上層40は一体でもよい。この例において、基材20となる材料の表面に盛上層40をしてもよい。また、基材20および盛上層40は同一の材料で作製されてもよい。基材20および盛上層40は、同一の材料で継ぎ目無しで作製されてもよい。
化粧シート15は、盛上層40に艶消し層(図示せず)をさらに含んでもよい。艶消し層は、周辺の領域との艶差を発生させて視覚的な凹凸感を発現できる。ただし、艶消し層は無くてもよい。艶消し層は、盛上層40の全面に重ねて設けられてもよい。周辺の領域との艶差を発生させて視覚的な凹凸感を発現させることを考慮すると、盛上部43の直上部及び近傍に設けることが好ましく、盛上部43の直上部に限定的に設けることがより好ましい。
化粧シート15は、基材20のうち意匠層30が設けられている面の反対面側に裏打基材(図示せず)を含んでもよい。裏打基材は、化粧シート15を補強できる。裏打基材は、化粧シート15と支持材11との接着性を向上できる。裏打基材は、支持材11を隠蔽できる。
化粧シート15は、基材20、盛上層40、意匠層30、艶消し層および裏打基材の少なくとも1つの間に、接着剤層(図示せず)を含んでもよい。接着剤層は、基材20、盛上層40、意匠層30、艶消し層および裏打基材の各層の接合を補助する機能を有し、各層の接合を強固にできる。接着剤層は、二液硬化樹脂、熱可塑樹脂、熱硬化樹脂および電離放射線硬化樹脂から選ばれる少なくとも1種でもよい。
化粧シート15は、基材20、盛上層40、意匠層30、艶消し層および裏打基材の少なくとも1つの間に、プライマー層(図示せず)を含んでもよい。プライマー層は、基材20、盛上層40、意匠層30、艶消し層および裏打基材の各層の接合を補助する機能を有し、各層の接合を強固にできる。プライマー層の材料は、特に制限されない。プライマー層の材料は、プライマー層を挟んで対峙する両層の密着性を向上させる樹脂でもよい。
意匠層30は、基材20上に印刷または転写により作製できる。盛上層40は、図14に示すように、版50を用いて、基材20上に作製できる。図11に示された化粧シート15は、基材20上に、意匠層30および盛上層40を順に作製することによって得られる。
・窪み56からなる線状要素59が曲線状である。
・土手57からなる線状要素59が曲線状である。
・窪み56からなる線状要素59の長さは一定でない。
・土手57からなる線状要素59の長さは一定でない。
・窪み56からなる線状要素59の幅は、250μm以下である。
・土手57からなる線状要素59の幅は、250μm以下である。
・窪み56からなる線状要素59の向きは、揃っており、大きく分散していない。一つの版凹凸面52に含まれる窪み56からなる線状要素59の向きは、円筒状の版面51を展開した状態の平面視において50°以下、好ましくは40°以下、より好ましくは30°以下、更に好ましくは20°以下の角度範囲内に入っている。
・土手57からなる線状要素59の向きは、揃っており、大きく分散していない。一つの版凹凸面52に含まれる土手57からなる線状要素59の向きは、円筒状の版面51を展開した状態の平面視において50°以下、好ましくは40°以下、より好ましくは30°以下、更に好ましくは20°以下の角度範囲内に入っている。
・土手57の少なくとも一部は、窪み56からなる線状要素59によって全周を囲まれている。
・窪み56の少なくとも一部は、土手57からなる線状要素59によって全周を囲まれている。
・土手57からなる線状要素59は複数の線状の小区分を含み、各小区分は、端部において、他の二つ小区分と接続する、線状要素59の端部を構成する又は版凹凸面52の縁に位置している。
・窪み56からなる線状要素59は複数の線状の小区分を含み、各小区分は、端部において、他の二つ小区分と接続する、線状要素59の端部を構成する又は版凹凸面52の縁に位置している。
・土手57からなる線状要素59は直線状であり且つ線状要素59の長さは一定ではない。
・土手57からなる線状要素59の幅は、250μm以下であるい。
・土手57からなる線状要素59の長さは、100μm以上1000μm以下である。
・土手57からなる線状要素59の少なくとも一部は、版凹凸面52の内部に位置する一端部または両端部を含む。
・土手57からなる線状要素59の向きは、揃っており、大きく分散していない。一つの版凹凸面52に含まれる土手57からなる線状要素59の向きは、円筒状の版面51を展開した状態の平面視において50°以下、好ましくは40°以下、より好ましくは30°以下、更に好ましくは20°以下の角度範囲内に入っている。
・土手57からなる線状要素59が曲線状である。
・土手57からなる線状要素59の長さは一定でない。
・土手57からなる線状要素59の幅は、250μm以下である。
・土手57からなる線状要素59の長さは、20μm以上250μm以下である。
・土手57からなる線状要素59の少なくとも一部は、版凹凸面52の内部に位置する一端部または両端部を含んでもよい。
・土手57からなる線状要素59の向きは、揃っており、大きく分散していない。一つの版凹凸面52に含まれる土手57からなる線状要素59の向きは、円筒状の版面51を展開した状態の平面視において50°以下、好ましくは40°以下、より好ましくは30°以下、更に好ましくは20°以下の角度範囲内に入っている。
・土手57からなる線状要素59が曲線状である。
・土手57からなる線状要素59の長さは一定ではない。
・土手57からなる線状要素59の幅は、250μm以下である。
・土手57からなる線状要素59の向きは、大きく分散している。
・一つの版凹凸面52に含まれる任意の二つの線状要素59(小区分59S)の向きは、円筒状の版面51を展開した状態の平面視において、最大で70°以上、好ましくは80°以上、より好ましくは90°傾斜している。
・窪み56の少なくとも一部は、土手57からなる線状要素59によって全周を囲まれている。
・土手57からなる線状要素59は複数の線状の小区分59Sを含み、各小区分59Sは、端部において、他の二つ小区分59Sと接続する、線状要素59の端部を構成する又は版凹凸面52の縁に位置している。
線状要素59の小区分59Sは、両端間を延びる線状の部分であって、端部においてのみ他の複数の線状要素59の小区分59Sと接続する。線状要素59は、小区分59Sの集合とも言える。例えば図20のように、線状要素59が編み目状に構成されている場合、線状要素59は、複数の線状の小区分59Sを含んでいる。そして、各小区分59Sは、端部において、他の複数の小区分59Sと接続する、線状要素59の端部を構成する又は版凹凸面52の縁に位置している。
[1] 木の表面の模様を有する意匠層と、
前記意匠層と重ねられた盛上層と、を備え、
前記盛上層は、前記意匠層の一部の領域に重なる盛上領域に設けられた盛上部を有し、
前記盛上部は、前記木の表面状の凹凸面を含む、化粧シート。
[2] 前記盛上部は、前記木の表面を再現する形状および配置を有する、[1]の化粧シート。
[3] 前記意匠層は、前記第1領域と、前記第1領域以外の第2領域と、を含み、
前記第1領域における前記模様の濃度は、前記第2領域における前記模様の濃度よりも低く、
前記盛上領域は、前記第1領域および前記第2領域のいずれか一方のみと重なる、[1]又は[2]の化粧シート。
[4]
前記第2領域における前記模様は、導管、節および晩材の一以上を含む、[3]の化粧シート。
[5] 前記凹凸面は、凸部および凹部を含み、
前記凸部および前記凹部の少なくとも一方は、向きおよび長さの少なくとも一方が一定ではない線状部である、[1]~[4]のいずれかの化粧シート。
[6] 木の表面の模様を有する意匠層と、
前記意匠層と重ねられた盛上層と、を備え、
前記盛上層は、前記意匠層の一部の領域と重なる盛上領域に設けられた盛上部を有し、
前記盛上部は、不規則な凹凸面を含む、化粧シート。
[7] 木の表面の模様を有する意匠層と、
前記意匠層と重ねられた盛上層と、を備え、
前記盛上層は、前記意匠層の一部の領域と重なる盛上領域に設けられた盛上部を有し、
前記盛上部は、凸部および凹部を含む凹凸面を含み、
前記凸部および前記凹部の少なくとも一方は、向きおよび長さの少なくとも一方が一定ではない線状部である、化粧シート。
[8] 前記線状部の幅は、250μm以下である、[5]~[7]のいずれかの化粧シート。
[9] 隣り合う二つの盛上領域の間隔は、1mm以上である、[5]~[8]のいずれかの化粧シート。
[10] 前記線状部は曲線状である、[5]~[9]のいずれかの化粧シート。
[11] 前記凸部および前記凹部の一方である複数の前記線状部によって、前記凸部および前記凹部の他方の少なくとも一部は、全周を囲まれている、[10]の化粧シート。
[12] 前記線状部は直線状である、[5]~[9]の化粧シート。
[13] 少なくとも一部の前記線状部は、前記盛上部の内部に位置する一端部または両端部を含む、[5]~[12]の化粧シート。
[14] 一つの前記盛上部に含まれる前記線状部の向きは、50°以下、好ましくは40°以下、より好ましくは30°以下、更に好ましくは20°以下の角度範囲にある、[5]~[13]のいずれかの化粧シート。
[15] 一つの前記盛上部に含まれる二つの前記線状部の向きは、最大で70°以上、好ましくは80°以上、より好ましくは90°傾斜する、[5]~[13]のいずれかの化粧シート。
[16] 前記線状部は、複数の線状の小区分を含み、
各小区分は、端部において、他の複数の小区分と接続する、前記線状部の端部を構成する又は前記盛上部の縁に位置する、[15]の化粧シート。
[17] [1]~[16]のいずれかの化粧シートと、
前記化粧シートを支持する支持材と、を備える、化粧材。
[18] 化粧シートの盛上層の形成に用いられる版であって、
平坦な版平坦面と、凹凸を有した版凹凸面と、を含む版面を備え、
前記版凹凸面は、窪みと、前記窪みの間に位置する平坦面を含む土手と、を含み、
前記窪みおよび前記土手の少なくとも一方は、向きおよび長さの少なくとも一方が一定ではない線状要素である、版。
[19] 化粧シートの盛上層の形成に用いられる版であって、
平坦な版平坦面と、不規則な凹凸を有した版凹凸面と、を含む版面を備え、
前記版凹凸面は、窪みと、前記窪みの間に位置する平坦面を含む土手と、を含む、版。
[20] 前記線状要素の幅は、250μm以下である、[18]又は[19]の版。
[21] 隣り合う二つの版凹凸面の間隔は、1mm以上である、[18]~[20]のいずれかの版。
[22] 前記線状要素は曲線状である、[18]~[21]のいずれかの版。
[23] 前記窪みおよび前記土手の一方である前記線状要素によって、前記窪みおよび前記土手の他方の少なくとも一部は、全周を囲まれている、[18]~[22]のいずれかの版。
[24] 前記線状要素は直線状である、[18]~[21]のいずれかの版。
[25] 少なくとも一部の前記線状要素は、前記版凹凸面の内部に位置する一端部または両端部を含む、[18]~[24]のいずれかの版。
[26] 一つの前記版凹凸面に含まれる前記線状要素の向きは、50°以下の角度範囲にある、[18]~[25]のいずれかの版。
[27] 一つの前記版凹凸面に含まれる二つの前記線状要素の向きは、最大で70°以上、好ましくは80°以上、より好ましくは90°傾斜する、[18]~[25]のいずれかの版。
[28] 前記線状要素は、複数の線状の小区分を含み、
各小区分は、端部において、他の複数の小区分と接続する、前記線状要素の端部を構成する又は前記版凹凸面の縁に位置する、[18]~[27]のいずれかの版。
[29] 意匠層を形成する工程と、
[18]~[28]のいずれかの版を用いて盛上部を形成することにより、前記盛上部を含む盛上層を形成する工程と、を備え、
前記盛上部は、前記意匠層の一部の領域に重なる盛り上げ領域に位置している、化粧シートの製造方法。
[A] 表面に凹凸を備える化粧材であって、
線状であるとともに、平面視で蛇行するように延びる複数の凹部を有し、
平面視で、隣り合う複数の前記凹部が接触して該隣り合う前記凹部で囲まれる凸部が複数形成されており、複数の前記凸部の配列が不規則である、化粧シート。
[B] 前記凹部及び前記凸部は、木目柄を再現する形状及び配置がされている、[A]の化粧シート。
[C] さらに木目の絵柄を有する絵柄層が具備される、[B]の化粧シート。
[D] 前記凹部及び前記凸部は、布目柄を再現する形状及び配置がされている、[A]載の化粧シート。
[E] さらに布目の絵柄を有する絵柄層が具備される、[D]の化粧シート。
実施例として、図1に示された化粧シートを作製した。化粧シートは、図11に示された層構成を有していた。すなわち、化粧シートは、基材、意匠層、および盛上層を、この順で含んでいた。基材は45g/m2厚さの紙であった。意匠層は、図1に示された木目模様を有する層であった。意匠層は、印刷によって基材上に形成した。意匠層は、木目模様の淡部にあたる第1領域と、木目模様の濃部にあたる第2領域と、を含んでいた。第1領域は、木目模様における年輪の早材部を含んでいた。第2領域は、木目模様における年輪の晩材部および節を含んでいた。盛上層は、グラビア印刷版を用いたグラビア印刷によって、意匠層上に形成した。盛上層は、図2に示すように、意匠層の第1領域と重なる位置に盛上領域を含み、意匠層の第2領域と重なる位置に非盛上領域を含んでいた。盛上部は、盛上領域にのみに設けられていた。盛上部は、非盛上領域には設けられていなかった。盛上部の形成に用いた組成物は、100質量部のアクリルポリオール樹脂と、27質量部含のシリカと、を含んでいた。シリカの平均粒子径は12μmであった。
比較例1は、実施例と、盛上層の形成に用いた版の版面の構成が異なっていた。比較例1は、その他において、実施例と同一の材料を用いて、同一の製造方法により製造した。比較例1において、盛上層の形成に用いた版は、図22に示された版面を含んでいた。図22に示された版は、従来の版であり、平面視菱形の窪みを規則的な配置で含んでいた。平面視菱形の窪みは、直交する二方向に一定のピッチで配置されていた。比較例2の化粧シートにおいて、盛上部は、xy面内に規則正しく配置された凸部を含んでいた。凸部を構成する組成物は実施例と同じである。凸部のx方向の寸法及びy方向の寸法は、共に、240μmであった。各凸部の平面視形状は略正方形であった。凸部間の距離(間隔)は1000μmであった。実施例1と同様に、意匠層によって表現される木目模様の淡部となる第1領域に重ねて盛上部が位置していた。
比較例2は、比較例1と、盛上層の形成に用いた組成物が異なっていた。比較例2は、その他において、比較例1と同一の製造方法により製造した。比較例2において、盛上層の形成に用いた版は、比較例1と同様に図22に示された版面を含んでいた。したがって、比較例2の盛上層は、比較例1の盛上層と寸法および平面視形状において同様となった。比較例2で用いた組成物は、粒子の平均粒子径が30μmである点において、比較例1で用いた組成物と異なっていた。また、比較例2で用いた組成物は、アクリルポリオール樹脂100質量部に対して粒子を37質量部含む点において、比較例1で用いた組成物と異なっていた。その他において、比較例2で用いた組成物は、比較例1で用いた組成物と同一であった。実施例1と同様に、意匠層によって表現される木目模様の淡部となる第1領域に重ねて盛上部が位置していた。
実施例及び比較例で作製した化粧材の表面に対して成人20人を対象に指触チェックを行い、次の基準で評価した。
〇:本物の木目表面のような触感及び外観であると答えた人が10人以上
×:本物の木目表面のような触感及び外観であると答えた人が10人未満
触感、及び、外観について次のような結果を得た。
実施例については「〇」となり、艶が抑えられ、木目模様として自然な外観及び触感であると評価された。
比較例1については「×」となり、艶は抑えられているが、外観及び触感ともに人工的であると評価された。
比較例2については「×」となり、触感は良好であるが、外観について特に艶が高く木目模様として不自然であると評価された。
Claims (22)
- 木の表面の模様を有する意匠層と、
前記意匠層と重ねられた盛上層と、を備える、化粧シートであって、
前記盛上層は、前記意匠層の一部の領域に重なる盛上領域と前記意匠層の前記一部の領域以外の領域に重なる非盛上領域とのうちの前記盛上領域に設けられた盛上部を有し、
前記盛上部は、凸部および凹部を含む凹凸面を含み、
前記化粧シートは、前記盛上領域の前記盛上部の前記凸部上において前記非盛上領域上よりも盛り上がっており、
前記盛上部の前記凹部の少なくとも一部分は、前記盛上層に隣接する層の前記盛上部が設けられた面によって構成された底面を含み、
前記凸部および前記凹部の一方である線状部によって、前記凸部および前記凹部の他方の少なくとも一部は全周を囲まれ、
前記凸部および前記凹部の前記他方の前記少なくとも一部は、前記盛上領域内において分散配置されている、化粧シート。 - 前記凸部および前記凹部の前記一方は、前記凸部であり、
前記凸部および前記凹部の前記他方は、前記凹部である、請求項1に記載の化粧シート。 - 前記凸部および前記凹部の前記他方の前記少なくとも一部は、線状部である、請求項1又は2に記載の化粧シート。
- 前記盛上部は前記意匠層と別部分として設けられている、請求項1~3のいずれか一項に記載の化粧シート。
- 前記盛上部は粒子を含む、請求項1~4のいずれか一項に記載の化粧シート。
- 前記凸部および前記凹部の前記他方は、向きおよび長さの少なくとも一方が一定でない線状部である、請求項1~5のいずれか一項に記載の化粧シート。
- 前記凸部および前記凹部の前記他方の向きは、50°以下の角度範囲にある、請求項6に記載の化粧シート。
- 前記凸部および前記凹部の前記他方の幅は、その長手方向に沿って変化する、請求項6又は7に記載の化粧シート。
- 1. 前記凸部および前記凹部の前記一方である前記線状部は蛇行し、
一つの線状部が、複数箇所において他の線状部と接触し、前記他の線状部とともに、複数の前記凸部および前記凹部の前記他方を囲む、請求項1~8のいずれか一項に記載の化粧シート。 - 前記凸部および前記凹部の前記一方である前記線状部は、複数の線状の小区分を含み、
各小区分は、端部において、他の複数の小区分と接続する又は当該線状部の端部を構成する、請求項1~9のいずれか一項に記載の化粧シート。 - 前記凹凸面は、前記木の表面状であり、
前記盛上部は、前記木の表面を再現する形状および配置を有する、請求項1~10のいずれか一項に記載の化粧シート。 - 前記意匠層は、第1領域と、前記第1領域以外の第2領域と、を含み、
前記第1領域における前記模様の濃度は、前記第2領域における前記模様の濃度よりも低く、
前記盛上領域は、前記第1領域および前記第2領域のいずれか一方のみと重なる、請求項1~11のいずれか一項に記載の化粧シート。 - 前記第2領域における前記模様は、導管、節および晩材の一以上を含む、請求項12に記載の化粧シート。
- 前記線状部の向きおよび長さの少なくとも一方が一定ではない、請求項1~13のいずれか一項に記載の化粧シート。
- 前記線状部の幅は、250μm以下であり、
前記線状部である前記凹部の幅は、250μm以下であり、
前記線状部である前記凸部の幅は、250μm以下である、請求項1~14のいずれか一項に記載の化粧シート。 - 隣り合う二つの盛上領域の間隔は、1mm以上であり、
前記間隔は、前記線状部の幅の2倍よりも大きい、請求項1~15のいずれか一項に記載の化粧シート。 - 前記線状部は曲線状である、請求項1~16のいずれか一項に記載の化粧シート。
- 前記凸部および前記凹部の前記一方である前記線状部の少なくとも一部は、前記盛上部の内部に位置する一端部または両端部を含む、請求項1~17のいずれか一項に記載の化粧シート。
- 一つの前記盛上部に含まれる前記凸部および前記凹部の前記一方である前記線状部の向きは、50°以下の角度範囲にある、請求項1~18のいずれか一項に記載の化粧シート。
- 請求項1~19のいずれか一項に記載の化粧シートと、
前記化粧シートを支持する支持材と、を備える、化粧材。 - 請求項1~19のいずれか一項に記載の化粧シートの盛上層の形成に用いられる版であって、
平坦な版平坦面と、凹凸を有した版凹凸面と、を含む版面を備え、
前記版凹凸面は、窪みと、前記窪みの間に位置する平坦面を含む土手と、を含み、
前記窪みおよび前記土手の少なくとも一方は、向きおよび長さの少なくとも一方が一定ではない線状要素である、版。 - 意匠層を形成する工程と、
請求項21に記載された版を用いて盛上部を形成することにより、前記盛上部を含む盛上層を形成する工程と、を備え、
前記盛上部は、前記意匠層の一部の領域に重なる盛り上げ領域に位置している、化粧シートの製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2021/031959 WO2022064974A1 (ja) | 2020-09-28 | 2021-08-31 | 化粧シート、化粧材、版、および化粧シートの製造方法 |
| EP21872106.6A EP4219149A1 (en) | 2020-09-28 | 2021-08-31 | Decorative sheet, decorative material, plate, and manufacturing method for decorative sheet |
| US18/028,870 US20230331033A1 (en) | 2020-09-28 | 2021-08-31 | Decorative sheet, decorative material, plate, and method of manufacturing decorative sheet |
| JP2022185298A JP2023009306A (ja) | 2020-09-28 | 2022-11-18 | 化粧シート、化粧材、版、および化粧シートの製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020162001 | 2020-09-28 | ||
| JP2020162001 | 2020-09-28 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022185298A Division JP2023009306A (ja) | 2020-09-28 | 2022-11-18 | 化粧シート、化粧材、版、および化粧シートの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2022055319A JP2022055319A (ja) | 2022-04-07 |
| JP2022055319A5 JP2022055319A5 (ja) | 2022-05-12 |
| JP7212870B2 true JP7212870B2 (ja) | 2023-01-26 |
Family
ID=80997896
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021139318A Active JP7212870B2 (ja) | 2020-09-28 | 2021-08-27 | 化粧シート、化粧材、版、および化粧シートの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7212870B2 (ja) |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008087157A (ja) | 2006-09-29 | 2008-04-17 | Dainippon Printing Co Ltd | 化粧シート |
| JP2015189219A (ja) | 2014-03-28 | 2015-11-02 | 大日本印刷株式会社 | ちぢみ意匠化粧板 |
| JP2017024318A (ja) | 2015-07-24 | 2017-02-02 | 凸版印刷株式会社 | 化粧シート、及び化粧板 |
| JP2018167435A (ja) | 2017-03-29 | 2018-11-01 | 大日本印刷株式会社 | 化粧シート |
| US20180326695A1 (en) | 2015-07-02 | 2018-11-15 | Afi Licensing Llc | A flooring panel and methods for manufacturing same |
| WO2019194202A1 (ja) | 2018-04-02 | 2019-10-10 | 大日本印刷株式会社 | 化粧材の製造方法 |
| JP2019177691A (ja) | 2018-03-30 | 2019-10-17 | 大日本印刷株式会社 | 化粧材 |
| JP2019181920A (ja) | 2018-03-30 | 2019-10-24 | 大日本印刷株式会社 | 浮造調木目化粧材 |
| JP2020056184A (ja) | 2018-09-28 | 2020-04-09 | 大日本印刷株式会社 | 浮造調木目化粧材 |
| JP2020056171A (ja) | 2018-09-28 | 2020-04-09 | 大日本印刷株式会社 | 化粧材 |
| WO2020203830A1 (ja) | 2019-03-29 | 2020-10-08 | 大日本印刷株式会社 | 化粧材 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2598904B2 (ja) * | 1987-02-09 | 1997-04-09 | 大日本印刷株式会社 | 化粧シート |
| JP2992066B2 (ja) * | 1990-09-14 | 1999-12-20 | 大日本印刷株式会社 | 化粧材、化粧材の製造方法及び化粧材の製造に使用するエンボス版 |
| JP3132514B2 (ja) * | 1991-06-07 | 2001-02-05 | 大日本印刷株式会社 | 木目調化粧シート及び該化粧シートの製造に使用するエンボス版 |
-
2021
- 2021-08-27 JP JP2021139318A patent/JP7212870B2/ja active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008087157A (ja) | 2006-09-29 | 2008-04-17 | Dainippon Printing Co Ltd | 化粧シート |
| JP2015189219A (ja) | 2014-03-28 | 2015-11-02 | 大日本印刷株式会社 | ちぢみ意匠化粧板 |
| US20180326695A1 (en) | 2015-07-02 | 2018-11-15 | Afi Licensing Llc | A flooring panel and methods for manufacturing same |
| JP2017024318A (ja) | 2015-07-24 | 2017-02-02 | 凸版印刷株式会社 | 化粧シート、及び化粧板 |
| JP2018167435A (ja) | 2017-03-29 | 2018-11-01 | 大日本印刷株式会社 | 化粧シート |
| JP2019177691A (ja) | 2018-03-30 | 2019-10-17 | 大日本印刷株式会社 | 化粧材 |
| JP2019181920A (ja) | 2018-03-30 | 2019-10-24 | 大日本印刷株式会社 | 浮造調木目化粧材 |
| WO2019194202A1 (ja) | 2018-04-02 | 2019-10-10 | 大日本印刷株式会社 | 化粧材の製造方法 |
| JP2020056184A (ja) | 2018-09-28 | 2020-04-09 | 大日本印刷株式会社 | 浮造調木目化粧材 |
| JP2020056171A (ja) | 2018-09-28 | 2020-04-09 | 大日本印刷株式会社 | 化粧材 |
| WO2020203830A1 (ja) | 2019-03-29 | 2020-10-08 | 大日本印刷株式会社 | 化粧材 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022055319A (ja) | 2022-04-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4268261B2 (ja) | 化粧材およびその製造方法 | |
| US8394486B2 (en) | Decorated sheet | |
| JP6476680B2 (ja) | 化粧シート | |
| WO2019189806A1 (ja) | 浮造調木目化粧材 | |
| JP2005125781A (ja) | 化粧材 | |
| JP4858053B2 (ja) | 化粧シート | |
| JP2023009306A (ja) | 化粧シート、化粧材、版、および化粧シートの製造方法 | |
| JP6582380B2 (ja) | 化粧シート | |
| JP5119637B2 (ja) | 化粧シート | |
| JP4725067B2 (ja) | 化粧材 | |
| JP4289527B2 (ja) | 化粧材 | |
| JP7540478B2 (ja) | 浮造調木目化粧材 | |
| JP7279321B2 (ja) | 浮造調木目化粧材 | |
| JP7212870B2 (ja) | 化粧シート、化粧材、版、および化粧シートの製造方法 | |
| JP5028932B2 (ja) | 化粧シート | |
| WO2023176981A1 (ja) | 化粧シート及び化粧材 | |
| JP2008087158A (ja) | 化粧シート | |
| JP4467696B2 (ja) | 化粧材 | |
| JP4417474B2 (ja) | 化粧材 | |
| JP7354531B2 (ja) | 化粧材 | |
| JP7135681B2 (ja) | 化粧材 | |
| JP2020163808A (ja) | 化粧材 | |
| JP2020163807A (ja) | 化粧材 | |
| JP2021160286A (ja) | 化粧材及び化粧材の製造方法 | |
| JP7264173B2 (ja) | 木目調化粧材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220427 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220427 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20220427 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220517 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220616 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220624 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220812 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20220830 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221118 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20221118 |
|
| C876 | Explanation why request for accelerated appeal examination is justified |
Free format text: JAPANESE INTERMEDIATE CODE: C876 Effective date: 20221118 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20221205 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20221206 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221216 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221229 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7212870 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |