JP7190870B2 - ボトル - Google Patents
ボトル Download PDFInfo
- Publication number
- JP7190870B2 JP7190870B2 JP2018205996A JP2018205996A JP7190870B2 JP 7190870 B2 JP7190870 B2 JP 7190870B2 JP 2018205996 A JP2018205996 A JP 2018205996A JP 2018205996 A JP2018205996 A JP 2018205996A JP 7190870 B2 JP7190870 B2 JP 7190870B2
- Authority
- JP
- Japan
- Prior art keywords
- bottle
- sealing material
- protruding wall
- mouth
- end surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000002093 peripheral effect Effects 0.000 claims description 27
- 229920003002 synthetic resin Polymers 0.000 claims description 9
- 239000000057 synthetic resin Substances 0.000 claims description 9
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 6
- 229910052782 aluminium Inorganic materials 0.000 claims description 6
- 239000003566 sealing material Substances 0.000 description 78
- 238000001125 extrusion Methods 0.000 description 18
- 230000004888 barrier function Effects 0.000 description 10
- 229920005989 resin Polymers 0.000 description 10
- 239000011347 resin Substances 0.000 description 10
- 238000007789 sealing Methods 0.000 description 10
- 238000000465 moulding Methods 0.000 description 8
- 238000010101 extrusion blow moulding Methods 0.000 description 6
- 238000000034 method Methods 0.000 description 4
- -1 polypropylene Polymers 0.000 description 4
- 239000004743 Polypropylene Substances 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000010030 laminating Methods 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 238000012805 post-processing Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000004278 EU approved seasoning Substances 0.000 description 1
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- UBAZGMLMVVQSCD-UHFFFAOYSA-N carbon dioxide;molecular oxygen Chemical compound O=O.O=C=O UBAZGMLMVVQSCD-UHFFFAOYSA-N 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 229940079593 drug Drugs 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 235000011194 food seasoning agent Nutrition 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 235000016709 nutrition Nutrition 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 235000013618 yogurt Nutrition 0.000 description 1
Images

Landscapes
- Containers Having Bodies Formed In One Piece (AREA)
Description
後加工によって口部を形成する方法としては、例えばクリンプカット加工やドリル加工等が知られているが、いずれの方法であっても後加工で行うので、ボトル内への異物混入に繋がる可能性がある。
さらにシール材の剥離時、切断痕が上方に持ち上がる前に、シール材が切断痕から剥れる場合も考えられる。従って、シール材の剥離時に、シール材に連られて切断痕が上方に持ち上がる場合と、持ち上がらない場合と、のいずれかが生じることが想定され、開封強度にばらつきが生じ易いうえ、剥離の安定性に欠けるものであった。
さらに、突出壁の段差を大きくすることができるので、シール材を突出壁の上端面に例えば熱融着によって固着する場合であっても、加熱等の影響によって段差が潰れ難い。そのため、上述した作用効果を適切に奏功することができる。
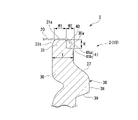
図1に示すように、本実施形態の押出しブローボトル(ボトル)1は合成樹脂製のボトルであって、口部2、肩部3、胴部4及び底部5を有する有底筒状の容器本体10を備えている。なお、押出しブローボトル1は、パリソンを利用した押出しブロー成形によって形成される。
例えば、主材樹脂及びバリア性樹脂の2種類の合成樹脂を積層することで押出しブローボトル1を形成しても構わない。この場合、主材樹脂としては、例えば上述したPP等の樹脂が挙げられる。また、バリア性樹脂は、例えばガス(酸素や二酸化炭素等)や、湿気等の水分や、紫外線等の光や、香り等の匂い成分等が主材樹脂を透過することを規制するバリア性を有する樹脂であり、バリアする対象物に応じて適宜選択される樹脂とされる。例えば、ガスに対するバリア性を発揮させる場合には、ナイロン系樹脂やエチレンビニルアルコール共重合体樹脂等が挙げられ、水分に対するバリア性を発揮させる場合には、環状ポリオレフィン系樹脂等が挙げられる。
特に本実施形態の押出ブローボトル1は、バージンシール性(未開封性)や、高いバリア性及び密封性等が要求される場合に好適に利用することができる。特に内容物の品質等を適切に維持するためには、高いバリア性及び密封性が求められ、例えば内容物が食品の場合にはその傾向がより強くなる。本実施形態の押出ブローボトル1は、このような要求に応えることができるボトルとして好適に利用することが可能である。なお、押出しブローボトル1の内容量としては、例えば600ml以下とされている。
胴部4は、後述する複数のパネル面12が周方向に並んだ横断面視多角形状に形成されている。ただし、胴部4の形状についてもこの場合に限定されるものではなく、適宜変更して構わない。
ただし、打栓キャップは必須なものではなく、具備しなくても構わない。さらには、打栓キャップに代えて、例えば口部2に螺着されるネジキャップを採用しても構わない。
ネックリング35は、口筒部30の外周面から径方向外側に向かって突出すると共に、周方向に延びるように形成されている。図示の例では、ネックリング35は周方向に延びる平面視円弧状に形成されると共に、周方向に等間隔をあけて並ぶように形成されている。ただし、この場合に限定されるものではなく、例えば周方向の全周に亘って延びるようにネックリング35を環状に形成しても構わない。
図示の例では、係合突起36は、上方から下方に向かうにしたがって径方向外側に向けて延びるように形成され、斜め上方を向いた断面テーパ状の傾斜面37と、傾斜面37の下端部から下方に向けてボトル軸O方向に沿って延びた接触面38と、接触面38の下端部から下方に向かうにしたがって径方向内側に向けて延びるように形成され、斜め下方を向いた断面テーパ状の係合面39と、を備えている。
これにより、打栓キャップは、係合突起36に対して外筒部がアンダーカット嵌合された状態で口部2に装着可能とされている。
これにより、突出壁31よりも径方向外側に位置する部分には、口部2の全周に亘って凹んだ環状の段差部40が形成されている。
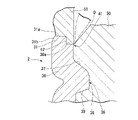
突出壁31の上端面31aにおける径方向に沿った幅W1は、例えば0.8mm以上、1.5mm以下とされている。また口筒部30における上端部の肉厚Tは、例えば1.1mm以上、2.5mm以下とされている。さらに突出壁31の上端面31aと口筒部30の上端開口縁30aとの間のボトル軸O方向に沿った間隔(すなわち段差部40の高さ)Hは、例えば0.4mm以上、1.0mm以下とされている。
従って、突出壁31は、先に述べた間隔H(段差部40の高さ)の方が、間隔W2(段差部40及び切断痕41の合計幅)よりも大きくなるように形成されている。
上述のように構成された押出しブローボトル1によれば、図2に示すように、シール材20が固着される突出壁31の上端面31aを、切断痕41よりも上方に位置させているので、突出壁31の上端面31aに対してシール材20を熱融着等によって固着するときに、シール材20と切断痕41とを接触させ難くすることができる。そのため、切断痕41に対するシール材20の固着を抑制しながら、シール材20を突出壁31の上端面31aに固着することが可能である。
特に、突出壁31の外径よりも若干大きいサイズのシール材20を固着する場合には、図2に示すようにシール材20の外周縁部側が突出壁31よりも径方向外側に飛び出てしまう。このような場合であっても、段差部40の段差を大きくすることができるので、シール材20の外周縁部側が切断痕41に対して接触することを効果的に抑制することができる。
例えば、間隔H(段差部40の高さ)は、間隔W2(段差部40及び切断痕41の合計幅)と同等であっても構わないし、小さくても構わない。
O…ボトル軸
W1…突出壁の上端面における径方向に沿った幅
W2…突出壁の外周面と切断痕の外端部との間の径方向に沿った間隔
1…押出しブローボトル(ボトル)
2…口部
20…シール材
30…口筒部
30a…口筒部の上端開口縁
31…突出壁
31a…突出壁の上端面
41…切断痕
Claims (2)
- 口部を有する合成樹脂製の容器本体を備えたボトルであって、
前記口部は、
ボトル軸方向に延びる口筒部と、
前記口筒部の上端開口縁から前記ボトル軸方向の上方に向けて突出するように形成されると共に、上端面に熱融着可能なアルミシートが固着される環状の突出壁と、を備え、
前記突出壁は、該突出壁よりも径方向の外側において前記上端開口縁を露出させるように、前記口筒部の外径よりも小さい外径で形成され、
前記口筒部の外周面には、前記上端開口縁に連設されると共に径方向の外側に向けて突出した切断痕が形成され、
前記突出壁は、前記突出壁の外周面と前記切断痕の外端部との間の径方向に沿った間隔よりも、前記突出壁の上端面と前記口筒部の上端開口縁との間の前記ボトル軸方向に沿った間隔の方が大きくなるように形成されている、ボトル。 - 請求項1に記載のボトルにおいて、
前記突出壁の上端面は、径方向の沿った幅が0.8mm以上、1.5mm以下の範囲内とされている、ボトル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018205996A JP7190870B2 (ja) | 2018-10-31 | 2018-10-31 | ボトル |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018205996A JP7190870B2 (ja) | 2018-10-31 | 2018-10-31 | ボトル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020070074A JP2020070074A (ja) | 2020-05-07 |
| JP7190870B2 true JP7190870B2 (ja) | 2022-12-16 |
Family
ID=70546993
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018205996A Active JP7190870B2 (ja) | 2018-10-31 | 2018-10-31 | ボトル |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7190870B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7349060B2 (ja) * | 2019-07-26 | 2023-09-22 | キョーラク株式会社 | 二重容器 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008110791A (ja) | 2006-10-31 | 2008-05-15 | Yoshino Kogyosho Co Ltd | 合成樹脂製容器の口筒部 |
| JP2010179948A (ja) | 2009-02-06 | 2010-08-19 | Toyo Seikan Kaisha Ltd | 容器の口部シール構造 |
| JP2014129125A (ja) | 2012-12-28 | 2014-07-10 | Yoshino Kogyosho Co Ltd | 注出容器 |
| JP2016069038A (ja) | 2014-09-30 | 2016-05-09 | 株式会社吉野工業所 | 積層剥離容器 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0637113U (ja) * | 1992-10-16 | 1994-05-17 | 株式会社吉野工業所 | ブロー成形容器 |
-
2018
- 2018-10-31 JP JP2018205996A patent/JP7190870B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008110791A (ja) | 2006-10-31 | 2008-05-15 | Yoshino Kogyosho Co Ltd | 合成樹脂製容器の口筒部 |
| JP2010179948A (ja) | 2009-02-06 | 2010-08-19 | Toyo Seikan Kaisha Ltd | 容器の口部シール構造 |
| JP2014129125A (ja) | 2012-12-28 | 2014-07-10 | Yoshino Kogyosho Co Ltd | 注出容器 |
| JP2016069038A (ja) | 2014-09-30 | 2016-05-09 | 株式会社吉野工業所 | 積層剥離容器 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020070074A (ja) | 2020-05-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105531189B (zh) | 层压剥离容器 | |
| CN103298704B (zh) | 用于关闭件的密封组件 | |
| US20140319142A1 (en) | Membrane, and a neck including such membrane | |
| BR112015027469B1 (pt) | conjunto, embalagem, método de montagem de um recipiente e de um anel de vedação, e recipiente e anel de vedação | |
| JP5064941B2 (ja) | プラスチックキャップの装着方法 | |
| JP7190870B2 (ja) | ボトル | |
| JP2002068229A (ja) | 積層ボトルの口上面シール構造 | |
| JP6537392B2 (ja) | 二重容器 | |
| WO2018047711A1 (ja) | 樹脂製キャップ | |
| CA3031871C (en) | A container including a cap having a tamper evident band | |
| JP7038568B2 (ja) | ボトル | |
| JP7242405B2 (ja) | 吐出容器 | |
| WO2019106905A1 (ja) | 合成樹脂製容器、プリフォーム、及び合成樹脂製容器の製造方法 | |
| JP5968746B2 (ja) | 二重容器の気体充填防止用リングキャップ及び、それを備える二重容器 | |
| JP2005088954A (ja) | ホットウォーマー保存用合成樹脂製壜体の口端部及びプリフォーム | |
| JP7687937B2 (ja) | 二重容器成形用プリフォームおよび二重容器 | |
| JP2023020206A (ja) | 瓶口用キャップ | |
| JP7650774B2 (ja) | 二重容器 | |
| JP6566772B2 (ja) | 二重容器 | |
| JP2025109904A (ja) | 二重容器成形用プリフォーム | |
| CN211996899U (zh) | 一种84消毒洁厕液歪头瓶包装结构 | |
| JP7668717B2 (ja) | 積層剥離ボトル | |
| JP2024141368A (ja) | スクイズボトルおよび二重容器 | |
| JP2018111509A (ja) | チューブ容器本体、チューブ容器、及びチューブ容器本体の製造方法 | |
| JP2025067265A (ja) | キャップ構造体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210506 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220322 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220510 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220706 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221206 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7190870 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |