JP7186848B1 - 気密試験装置及び気密試験方法 - Google Patents
気密試験装置及び気密試験方法 Download PDFInfo
- Publication number
- JP7186848B1 JP7186848B1 JP2021185107A JP2021185107A JP7186848B1 JP 7186848 B1 JP7186848 B1 JP 7186848B1 JP 2021185107 A JP2021185107 A JP 2021185107A JP 2021185107 A JP2021185107 A JP 2021185107A JP 7186848 B1 JP7186848 B1 JP 7186848B1
- Authority
- JP
- Japan
- Prior art keywords
- jig
- covering
- tube
- pipe
- pressing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000012360 testing method Methods 0.000 title claims abstract description 53
- 238000010998 test method Methods 0.000 title description 5
- 230000007246 mechanism Effects 0.000 claims description 28
- 238000002347 injection Methods 0.000 claims description 9
- 239000007924 injection Substances 0.000 claims description 9
- 239000011248 coating agent Substances 0.000 claims description 5
- 238000000576 coating method Methods 0.000 claims description 5
- 238000007599 discharging Methods 0.000 claims description 3
- 239000007789 gas Substances 0.000 description 36
- 238000001514 detection method Methods 0.000 description 26
- 238000006073 displacement reaction Methods 0.000 description 11
- 238000003780 insertion Methods 0.000 description 11
- 230000037431 insertion Effects 0.000 description 11
- 238000012856 packing Methods 0.000 description 6
- 238000010586 diagram Methods 0.000 description 5
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- 229910001141 Ductile iron Inorganic materials 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images





Landscapes
- Examining Or Testing Airtightness (AREA)
Abstract
Description
以下、本発明の一実施形態について、詳細に説明する。
管固定部10A,10Bは、管T1を所定の位置で固定するためのものである。管固定部10Aは固定端11Aを有し、管固定部10Bは押圧端11Bを有する。固定端11Aは、気密試験装置1において一定の位置に固定されている。管T1の一端には、他の管T1の挿し口を挿入可能な受口が形成され、管T1の他端には、他の管T1の受口に挿入可能な挿し口が形成されている。固定端11Aには管T1の受口側の端部が当接する。なお、挿し口及び受口が形成された管T1は一例であり、管T1は、必ずしも挿し口及び受口が形成されているものに限定されない。
真空ポンプ12は、管T1の内部を真空にするポンプである。真空ポンプ12には配管18が接続されており、配管18にはバルブ14が設けられている。配管18は、別の配管17に接続されている。配管17の一部は貫通孔16の内部に配置されている。バルブ14が開いている場合、真空ポンプ12は、配管17及び配管18を介して管T1の内部と連通する。
被覆治具20Aは、管T1の受口側の端部を被覆する。被覆治具20Bは、管T1の挿し口側の端部を被覆する。被覆治具20Aには、当該被覆治具20Aの内部にエアーが注入されるエアー注入口22aが形成されている。
図4は、部分被覆治具21の構成を示す図である。図4において、符号401は部分被覆治具21の正面図であり、符号402は符号401のA1-A1線矢視断面図である。図4に示すように、部分被覆治具21は、押圧治具22と口径対応治具23とを備える。押圧治具22は、押圧機構30に接続される治具である。口径対応治具23は、管T1の口径に対応した形状を有し、管T1に当接する。口径対応治具23は、押圧治具22のそれぞれに着脱可能である。
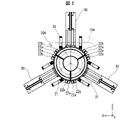
図1に示すように、フード40は、管固定部10A,10Bに固定された管T1を覆うものである。フード40は、図示しない複数のチェーンによって吊り下げられている。ガス注入器50は、フード40が管T1を覆った状態で、フード40と管T1の外面との間の空間に検知用ガスを注入する。検知用ガスは、大気中における存在比率が極めて小さいガスである。検知用ガスの具体例として、He(ヘリウム)またはAr(アルゴン)が挙げられる。
気密試験装置1による気密試験方法としては、まず、管T1を昇降させる図示しない昇降装置に管T1を設置する。次に、当該昇降装置によって管T1を所定の高さまで持ち上げ、上記昇降装置によって持ち上げられた管T1を、管固定部10A,10Bにより所定の位置で固定する(管固定ステップ)。このとき、管固定部10Aの固定端11Aを、パッキンP1を介して管T1の受口側の端部に当接させるとともに、管固定部10Bの押圧端11Bを、パッキンP2を介して管T1の挿し口側の端部に当接させることにより、管T1の内部を密閉する。
本発明の他の実施形態について、以下に説明する。なお、説明の便宜上、上記実施形態にて説明した部材と同じ機能を有する部材については、同じ符号を付記し、その説明を繰り返さない。
20、20A、20B、20C 被覆治具
21、21C 部分被覆治具
22 押圧治具
22a エアー注入口
22b エアー排出口
23 口径対応治具
24 クランプ機構
Claims (6)
- 管の両端に当接し、当該両端を前記管の軸方向に押圧することで、前記管を所定の位置で固定する管固定部と、
前記管の端部を被覆する被覆治具とを備え、
前記被覆治具には、当該被覆治具の内部にエアーが注入されるエアー注入口が形成され、
前記被覆治具は、前記端部の周方向において互いに異なる範囲を被覆する、少なくとも2つの部分被覆治具を組み合わせることで構成され、
当該部分被覆治具のそれぞれが、前記管の径方向において前記管の管軸中心に向かって押圧されることで、前記端部を被覆する、気密試験装置。 - 前記部分被覆治具のそれぞれは、
前記管の径方向において前記管の管軸中心に向かって前記部分被覆治具を押圧する押圧機構に接続される押圧治具と、
前記管の口径に対応した形状を有し、前記管に当接する口径対応治具とを備え、
前記口径対応治具は、前記押圧治具のそれぞれに着脱可能である請求項1に記載の気密試験装置。 - 前記押圧治具に対して前記口径対応治具をクランプするクランプ状態と、前記押圧治具に対して前記口径対応治具をアンクランプするアンクランプ状態とを切替可能なクランプ機構をさらに備える請求項2に記載の気密試験装置。
- 前記被覆治具は、少なくとも3つの前記部分被覆治具を組み合わせることで構成される請求項1から3のいずれか1項に記載の気密試験装置。
- 前記被覆治具には、当該被覆治具の内部からエアーを排出するエアー排出口が形成されている請求項1から4のいずれか1項に記載の気密試験装置。
- 管固定部を用いて、管の両端を前記管の軸方向に押圧することで、管を所定の位置で固定する管固定ステップと、
前記管の端部の周方向において互いに異なる範囲を被覆する、少なくとも2つの部分被覆治具を組み合わせることで構成される被覆治具を用いて、当該部分被覆治具のそれぞれを、前記管の径方向において前記管の管軸中心に向かって押圧することで前記端部を被覆する被覆ステップと、
前記被覆治具に形成されたエアー注入口から前記被覆治具の内部にエアーを注入するエアー注入ステップとを含む、気密試験方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021185107A JP7186848B1 (ja) | 2021-11-12 | 2021-11-12 | 気密試験装置及び気密試験方法 |
| JP2022183972A JP2023072694A (ja) | 2021-11-12 | 2022-11-17 | 気密試験装置及び気密試験方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021185107A JP7186848B1 (ja) | 2021-11-12 | 2021-11-12 | 気密試験装置及び気密試験方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022183972A Division JP2023072694A (ja) | 2021-11-12 | 2022-11-17 | 気密試験装置及び気密試験方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP7186848B1 true JP7186848B1 (ja) | 2022-12-09 |
| JP2023072509A JP2023072509A (ja) | 2023-05-24 |
Family
ID=84388149
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021185107A Active JP7186848B1 (ja) | 2021-11-12 | 2021-11-12 | 気密試験装置及び気密試験方法 |
| JP2022183972A Pending JP2023072694A (ja) | 2021-11-12 | 2022-11-17 | 気密試験装置及び気密試験方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022183972A Pending JP2023072694A (ja) | 2021-11-12 | 2022-11-17 | 気密試験装置及び気密試験方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (2) | JP7186848B1 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS49141185U (ja) * | 1973-03-31 | 1974-12-05 | ||
| JPS55119956U (ja) * | 1979-02-17 | 1980-08-25 | ||
| JPS56105827U (ja) * | 1979-12-11 | 1981-08-18 |
-
2021
- 2021-11-12 JP JP2021185107A patent/JP7186848B1/ja active Active
-
2022
- 2022-11-17 JP JP2022183972A patent/JP2023072694A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS49141185U (ja) * | 1973-03-31 | 1974-12-05 | ||
| JPS55119956U (ja) * | 1979-02-17 | 1980-08-25 | ||
| JPS56105827U (ja) * | 1979-12-11 | 1981-08-18 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2023072509A (ja) | 2023-05-24 |
| JP2023072694A (ja) | 2023-05-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101370591B1 (ko) | 밸브시험 장치 | |
| CN112345170B (zh) | 航空发动机支承机匣气密性检测夹具及检测方法 | |
| CN110449615A (zh) | 一种带气密检测的后拉式自定心液压夹具 | |
| JP7186848B1 (ja) | 気密試験装置及び気密試験方法 | |
| KR20120097026A (ko) | 자동차용 내연기관 실린더헤드의 기밀 시험방법 | |
| JP3849859B2 (ja) | 配管耐圧試験用閉止装置 | |
| JP2014070950A (ja) | 配管接続部の漏洩検査方法、漏洩検査用治具、漏洩検査用装置 | |
| JP3407630B2 (ja) | 漏洩検査装置 | |
| US20150330862A1 (en) | Apparatus and method for diesel engine check tool | |
| JP7186849B1 (ja) | 気密試験装置及び気密試験方法 | |
| KR102516705B1 (ko) | 배관 누설검사장치 | |
| JP7412623B1 (ja) | 気密試験装置 | |
| JP4103278B2 (ja) | 漏れ検査装置 | |
| JPH1137890A (ja) | 圧洩れ検査装置 | |
| KR101402336B1 (ko) | 차량용 오일펌프 커버의 리크 검사장치 | |
| CN114008432A (zh) | 阀的耐压检查装置 | |
| CN218444294U (zh) | 一种气密性测试工装 | |
| CN220398868U (zh) | 一种检测治具 | |
| KR100482067B1 (ko) | 자동차의 파이프류 수밀검사용 파이프 단부 밀폐기구 | |
| CN221326179U (zh) | 一种弹簧管耐压测试工装 | |
| JP2024077402A (ja) | 気密試験装置 | |
| CN212988695U (zh) | 一种孔管自动化检具 | |
| CN219624817U (zh) | 一种用于焊接式阀门流量试验的夹持工装 | |
| JP2009145130A (ja) | 油密検査装置 | |
| JP2010138843A (ja) | シリンダヘッド構造、シリンダヘッドのリーク検査装置及びそのリーク検査方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220830 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20220830 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221018 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20221024 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221129 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7186848 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |