JP4103278B2 - 漏れ検査装置 - Google Patents
漏れ検査装置 Download PDFInfo
- Publication number
- JP4103278B2 JP4103278B2 JP34735699A JP34735699A JP4103278B2 JP 4103278 B2 JP4103278 B2 JP 4103278B2 JP 34735699 A JP34735699 A JP 34735699A JP 34735699 A JP34735699 A JP 34735699A JP 4103278 B2 JP4103278 B2 JP 4103278B2
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- fluid supply
- work
- pipe
- contact
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Examining Or Testing Airtightness (AREA)
Description
【発明の属する技術分野】
本発明は、漏れ測定装置に関するものである。本発明は例えば内燃機関の燃料噴射ノズルの漏れ検査に好適であり、その場合、噴射ノズルのボディ溶接部からの流体の漏れを検出し、溶接部分の良否を判定するための漏れ検査装置に適用可能である。
【0002】
【従来の技術】
従来より、例えば自動車に使用される燃料噴射ノズルの漏れを検査する装置が公知である。
【0003】
図2は従来の漏れ検査装置の概略的な構成図であり、図3は燃料噴射ノズルの概略構造を示す説明図である。
【0004】
この装置での検査の一例を説明すると、まず、漏れ検査装置1のワーク保持部3に噴孔11を閉じた(ニードル13をボディ12のシート面に密着させた)状態のノズル(ワーク)2をセットする。エアシリンダ(主駆動部)4aにより流体供給部4を下降させ、ノズル2の燃料流入口15側端面に圧接させる。次に、流体供給部4からノズル2の内部に高圧の空気(検査用流体)を供給し、所定時間後にノズル2の溶接部19を通って漏れ出た空気による漏れ検出空間3e内の気圧の変化を、連通路3fで連通しているリークテスタ(計測装置)5で検出し判定している。
【0005】
【発明が解決しようとする課題】
流体供給部4からノズル2に供給する高圧空気をシールするためには、大きな圧接荷重が必要である。ところが従来の漏れ検査装置1では、流体供給部4とワーク保持部3のワーク受け部3aとの間に挟まれたワークがその圧接荷重により圧縮されて、部品同士の軸方向の当接部20も圧接してしまい、例えば溶接部19が不良であっても漏れが止って溶接不良を発見できないという問題があった。
【0006】
本発明は、上記事情に基づいて成されたものであり、その目的は、漏れ測定時に加えられる圧接荷重でワークを圧縮することなく、例えば溶接不良等による漏れを確実に検出できる漏れ検査装置を提供することにある。
【0007】
【課題を解決するための手段】
上記目的を達成するため、請求項1記載の発明では、エンジンの燃焼室に燃料を供給する燃料噴射ノズルをワーク(2)とし、ワーク(2)に上から当接させてワーク(2)に検査用流体を供給する流体供給部(4)と、ワーク(2)からの流体の漏れを検出する計測装置(5)とを備える漏れ検査装置において、
ワーク(2)は少なくとも、円筒状のパイプ(17)と、第1のフランジ部を有してパイプ(17)の上端側に接続される略円筒状のコネクタ(18)と、第2のフランジ部を有してパイプ(17)の下端側に接続される略円筒状のボディ(12)とを備え、パイプ(17)の上端面が第1のフランジ部と当接して、コネクタ(18)の外周面とパイプ(17)の上端側の内周面とが溶接され、パイプ(17)の下端面がボディ(12)の内側面の一部と当接して、ボディ(12)の内周面とパイプ(17)の下端側の外周面とが溶接されたものであり、
流体供給部(4)に最も近い溶接部(19)よりも流体供給部(4)に近い位置にある第1のフランジ部の下に差し入れてワーク(2)を支持するワーク支持部(3c)を設け、ワーク(2)がワーク支持部(3c)と流体供給部(4)とに挟持された状態で漏れ検査を行うようにした。
【0008】
これにより、流体供給部(4)がワーク(2)に加える圧接荷重はワーク支持部(3c)との間の当接部分だけにかかり、ワーク支持部(3c)より下方のワーク部分には荷重をかけずワーク(2)を圧縮しない構造とできる。
【0009】
また、請求項2記載の発明では、ワーク(2)を基準として、流体供給部(4)の反対側に設けられてワーク(2)の軸方向に摺動可能で第2のフランジ部の下面に当接するワーク受け部(3a)と、ワーク(2)に当接する方向にワーク受け部(3a)を付勢する弾力保持部材(3b)とを設けた。
【0010】
これらにより、漏れ測定時に加える圧接荷重でワーク(2)を圧縮することがなくなり、部品同士の軸方向の当接部(20)が圧接して例えば溶接部(19)が不良であっても漏れが止って溶接不良を発見できないという問題をなくせる。
【0011】
また、請求項2記載の発明の他の効果として、流体供給部(4)が上昇している間はワーク受け部(3a)もばねで上昇しているため、ワーク(2)の着脱が従来の深穴の底への着脱と比べて容易となる。
【0012】
請求項3記載の発明では、流体供給部(4)とワーク(2)とを当接させる駆動力により漏れ検出空間(3e)と前記計測装置(5)とを連通させた。
【0013】
これにより、検査時は流体供給部(4)をワーク(2)に当接させることで自動的に計測装置(5)とも結合され、流体供給部(4)を離すとワーク保持部(3)と計測装置(5)とが分離される構造となる。これは、例えばワーク保持部(3)だけを複数個にして入れ替え、ワーク(2)の着脱と検査とを並行して行うことで効率を上げる構造としても、計測装置(5)をワーク保持部(3)に対応して増やす必要がなく、漏れ検査装置のコストを抑えることができる。
【0014】
【発明の実施の形態】
次に、本発明の実施形態を、図面に基づき説明する。
【0015】
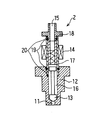
図1は本発明での一実施形態における漏れ検査装置の概略的な全体構成図であり、図3はワークの概略構造と検査対象(燃料噴射ノズル)の溶接部位を示す説明図である。
【0016】
本実施形態では、図1に示す漏れ検査装置1を使用してワーク2の漏れを検査する一例を説明する。
【0017】
この測定対象となるワーク2は、エンジンの燃焼室に燃料を供給する燃料噴射ノズルである。燃料噴射ノズル(ワーク2)の構成は極めて周知であるので、ここでは主要な構成部品のみ簡単に説明する。
【0018】
この燃料噴射ノズルは、先端に噴孔11を有するボディ12、このボディ12の内部に摺動可能に収納されたニードル13、このニードル13を駆動するソレノイド14等より構成され、ソレノイド14の上端部に開口する流入口15より加圧燃料が供給される。
【0019】
燃料噴射ノズルの作動は、ニードル13のシート部がボディ12のシート面から離れることで噴孔11と燃料噴射ノズル内部の燃料通路16とが連通し、流入口15より燃料通路16へ供給された高圧燃料が噴孔11よりエンジンの燃焼室へ噴射される。また、ニードル13のシート部がボディ12のシート面に密着すると、噴孔11と燃料通路16との間が遮断されることにより、噴孔11からの燃料噴射が停止される。
【0020】
この燃料噴射ノズルは、構成するボディ12とパイプ17及びパイプ17とコネクタ18との間をレーザ溶接でシールと接合を行っており、本件の漏れ検査装置でこの溶接部19からの漏れを検査して溶接の良否を判定している。
【0021】
次に、図1を参照して本実施形態での漏れ検査装置1の構成を説明する。
【0022】
漏れ検査装置1は、ワーク2を保持するワーク保持部3と、ワーク2に高圧の空気(検査用流体)を供給する流体供給部4と、ワーク2からの漏れを検出する計測装置5等より構成される。
【0023】
ワーク保持部3は、漏れ検査装置1のベースに設けられたターンテーブル6上に軸対称で二ヶ所設けられたばね6aで浮いた状態で保持されている。内部には上下に摺動可能としたワーク受け部3aがあり、ばね3bで上方へ押し上げられて保持されている。
【0024】
また、ワーク保持部3の側面には、ワーク2を流体供給部4との当接部近傍で支持するためのワーク支持部3cが設けられ、エアシリンダ(副駆動部)3dにてワーク2の着脱に合わせてワーク2の軸方向と直交方向に駆動される。
【0025】
また、流体供給部4と当接させた時に構成される漏れ検出空間3eと計測装置5とを連通させる連通路3fが他の側面に設けられている。
【0026】
流体供給部4及び計測装置5は、ターンテーブル6でワーク保持部3が停止する二位置のうち、片側位置に設置されている。
【0027】
流体供給部4には高圧空気を供給する図示しない加圧空気供給手段が接続されており、エアシリンダ(主駆動部)4aにて上下に駆動される。また、ワーク2との当接部の周りには、上下に摺動可能な上型部4bがばね4cで吊られている。
【0028】
計測装置5は、具体的にはリークテスタであり、ワーク保持部3と当接して連通路3fと連通する連通路5a部が突出している。
【0029】
次に、本実施形態での作動を説明する。
【0030】
まず、漏れ検査装置1のワーク保持部3に噴孔11を閉じた(ニードル13をボディ12のシート面に密着させた)状態のワーク(ノズル)2をセットする。
【0031】
この際、ボディ12のフランジ部でワーク受け部3aを押し下げて、圧縮されたばね3bからの荷重で圧接状態とすると共に、二股状のワーク支持部3cをコネクタ18のフランジ部の下に差し入れる。
【0032】
ワーク受け部3aは、ボディ12のフランジ部に当ってOリングシールすることで、例えば溶接部19のある流入口15側と噴孔11側との区画となり、この溶接部19からの漏れと噴孔11からの漏れを分離している。
【0033】
このワーク受け部3aを摺動可能としてばね3bで当接させたことにより、流体供給部4とこのワーク受け部3aとの間でワーク2を挟んで圧接荷重で圧縮することがなくなり、Oリングシールに必要なシール荷重は、ばね3bで適切な荷重に設定できる構造となる。
【0034】
セット完了でターンテーブル6を180度回転し、ワーク保持部3を流体供給部4の真下に移動する。
【0035】
次に、エアシリンダ(主駆動部)4aにより流体供給部4を下降させて、ワーク2及び計測装置5と接続する。これは、まず上型部4bがワーク保持部3に当接してばね4cが圧縮されて圧接状態となり漏れ検出空間3eが形成される。
【0036】
次に、流体供給部4とワーク(ノズル)2の燃料流入口15側端面とが当接し、この当接部から加えられる荷重はそのすぐ下方に差し入れられているワーク支持部3cで受けて、ワーク保持部3ごと押し下げられ、ばね6aが圧縮される。
【0037】
そして、ワーク保持部3と計測装置5とが連通路3f部と連通路5a部とで当接して連通した状態となり、主駆動部4aからの荷重は流体供給部4とワーク2との当接部及びワーク保持部3と計測装置5との当接部に圧接力として加えられて保持され、検査可能な状態となる。
【0038】
これらにより、流体供給部4がワーク2に加える圧接荷重はワーク支持部3cとの間の当接部分だけにかかり、ワーク支持部3cより下方のワーク部分には荷重をかけずワーク2を圧縮しない構造となる。
【0039】
また、検査時は流体供給部4をワーク2に圧接させることで自動的に計測装置5とも接続され、流体供給部4を離すとワーク保持部3と計測装置5とが分離される構造となる。これにより、計測装置5は検査を行う停止位置側だけに設ければよく、漏れ検査装置1のコストを抑えることができる。
【0040】
次に、流体供給部4からノズル2の内部に高圧の空気(検査用流体)を供給し、所定時間後にノズル2の溶接部19を通って漏れ出た空気による漏れ検出空間3e内の気圧の変化を、連通路3f、5aで連通しているリークテスタ(計測装置)5で検出し判定を行う。
【0041】
しかし漏れ測定時に加える圧接荷重でワーク2を圧縮することがないため、部品同士の軸方向の当接部20が圧接して例えば溶接部19が不良であっても漏れが止って溶接不良を発見できないという問題がなくなる。
【0042】
次に、高圧空気の供給を止め、流体供給部4を上げてワーク2及び計測装置5との接続を切り、ターンテーブル6を180度回転させ、ワーク支持部3cを後退させてワーク2を取出して1サイクルを終了する。
【0043】
流体供給部4と分離している間はワーク受け部3aがばね3bで押し上げられるため、ワーク2の着脱が従来の深穴の底への着脱と比べて容易となる。
【図面の簡単な説明】
【図1】本発明の一実施形態における漏れ検査装置の概略的な全体構成図である。
【図2】従来の漏れ検査装置の概略的な構成図である。
【図3】ワークの概略構造と検査対象(燃料噴射ノズル)の溶接部位を示す説明図である。
【符号の説明】
2 ワーク
3a ワーク受け部
3b ばね(弾力保持部材)
3c ワーク支持部
3e 漏れ検出空間
4 流体供給部
5 計測装置
Claims (3)
- エンジンの燃焼室に燃料を供給する燃料噴射ノズルをワーク(2)とし、
前記ワーク(2)に上から当接させて前記ワーク(2)に検査用流体を供給する流体供給部(4)と、前記ワーク(2)からの流体の漏れを検出する計測装置(5)とを備える漏れ検査装置において、
前記ワーク(2)は少なくとも、円筒状のパイプ(17)と、
第1のフランジ部を有して前記パイプ(17)の上端側に接続される略円筒状のコネクタ(18)と、
第2のフランジ部を有して前記パイプ(17)の下端側に接続される略円筒状のボディ(12)とを備え、
前記パイプ(17)の上端面が前記第1のフランジ部と当接して、前記コネクタ(18)の外周面と前記パイプ(17)の上端側の内周面とが溶接され、
前記パイプ(17)の下端面が前記ボディ(12)の内側面の一部と当接して、前記ボディ(12)の内周面と前記パイプ(17)の下端側の外周面とが溶接されたものであり、
前記流体供給部(4)に最も近い溶接部(19)よりも前記流体供給部(4)に近い位置にある前記第1のフランジ部の下に差し入れて前記ワーク(2)を支持するワーク支持部(3c)を設け、前記ワーク(2)が前記ワーク支持部(3c)と前記流体供給部(4)とに挟持された状態で漏れ検査を行うことを特徴とする漏れ検査装置。 - 前記ワーク(2)を基準として、前記流体供給部(4)の反対側に設けられて前記ワーク(2)の軸方向に摺動可能で前記第2のフランジ部の下面に当接するワーク受け部(3a)と、前記ワーク(2)に当接する方向に前記ワーク受け部(3a)を付勢する弾力保持部材(3b)とを設けたことを特徴とする請求項1に記載の漏れ検査装置。
- 前記流体供給部(4)と前記ワーク(2)とを当接させる駆動力により漏れ検出空間(3e)と前記計測装置(5)とを連通させたことを特徴とする請求項1または請求項2に記載の漏れ検査装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP34735699A JP4103278B2 (ja) | 1999-12-07 | 1999-12-07 | 漏れ検査装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP34735699A JP4103278B2 (ja) | 1999-12-07 | 1999-12-07 | 漏れ検査装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001165802A JP2001165802A (ja) | 2001-06-22 |
| JP4103278B2 true JP4103278B2 (ja) | 2008-06-18 |
Family
ID=18389680
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP34735699A Expired - Fee Related JP4103278B2 (ja) | 1999-12-07 | 1999-12-07 | 漏れ検査装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4103278B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102612437A (zh) * | 2009-10-29 | 2012-07-25 | 普乐士株式会社 | 纸装订器 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20140250981A1 (en) * | 2013-03-08 | 2014-09-11 | General Electric Company | Seal test fixture for a gas turbine fuel nozzle |
| CN106704833B (zh) * | 2017-01-06 | 2019-01-04 | 重庆燃气集团股份有限公司 | 一种燃气管封堵检测装置及封堵检测方法 |
| JP7247828B2 (ja) * | 2019-09-16 | 2023-03-29 | 株式会社デンソー | 漏れ検査装置 |
| CN116429337B (zh) * | 2023-06-09 | 2023-09-01 | 崇州市岷江塑胶有限公司 | 一种管道密封检测机构及其检测方法 |
-
1999
- 1999-12-07 JP JP34735699A patent/JP4103278B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102612437A (zh) * | 2009-10-29 | 2012-07-25 | 普乐士株式会社 | 纸装订器 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001165802A (ja) | 2001-06-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101370630B1 (ko) | 차량용 액슬하우징 누수검사장치 | |
| KR100832345B1 (ko) | 진공용 공압 앵글밸브의 테스트 장치 | |
| JP4103278B2 (ja) | 漏れ検査装置 | |
| KR101542512B1 (ko) | 연료탱크 누설 검사장치 | |
| KR100897410B1 (ko) | 오일펌프 스틸 링에 부착되는 시일 링 검사장치 | |
| KR101609738B1 (ko) | 라디에이터의 기밀 테스트 장치 | |
| JP3792042B2 (ja) | ダンパ装置のシール異常検出方法及び装置 | |
| KR20080099387A (ko) | 연료탱크의 누설 검사장치 및 방법 | |
| KR102516705B1 (ko) | 배관 누설검사장치 | |
| JP2683658B2 (ja) | 洩れ検査装置および洩れ検査方法 | |
| JP3090010B2 (ja) | エンジン吸気ポートのリークテスト装置 | |
| KR100890397B1 (ko) | 쇽업소버의 용접 리크 검사 장치 | |
| JP2650475B2 (ja) | 気密試験装置 | |
| JP4389311B2 (ja) | 流量特性検査装置 | |
| JP3430882B2 (ja) | リーク試験装置及びリーク試験方法 | |
| KR102049851B1 (ko) | 열교환기의 냉매누설 감지장치 및 이를 이용한 열교환기의 냉매누설 감지방법 | |
| JP2009145130A (ja) | 油密検査装置 | |
| KR200433581Y1 (ko) | 밀폐검사장치 | |
| CN107061093B (zh) | 喷油器低压腔密封性的自动检测系统 | |
| JP3303733B2 (ja) | インジェクタ取付部のリークテスト装置 | |
| CN216978273U (zh) | 一种电池托盘密封漏点排查工装 | |
| CN205538135U (zh) | 一种洗衣机水壶组件检漏测试装置 | |
| KR102137218B1 (ko) | 협소공간내 용접부 검사용 진공시험장치 | |
| KR101185928B1 (ko) | 용접부 검사방법 | |
| KR100922633B1 (ko) | 차지밸브 검사기 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060111 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20060524 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071108 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071127 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080125 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080304 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080317 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110404 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |