JP7142036B2 - 伸縮シート及び伸縮シートを用いた使い捨て着用物品、並びにそれらの製造方法 - Google Patents
伸縮シート及び伸縮シートを用いた使い捨て着用物品、並びにそれらの製造方法 Download PDFInfo
- Publication number
- JP7142036B2 JP7142036B2 JP2019570323A JP2019570323A JP7142036B2 JP 7142036 B2 JP7142036 B2 JP 7142036B2 JP 2019570323 A JP2019570323 A JP 2019570323A JP 2019570323 A JP2019570323 A JP 2019570323A JP 7142036 B2 JP7142036 B2 JP 7142036B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- width direction
- region
- elastic resin
- thickness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 35
- 239000000463 material Substances 0.000 claims description 84
- 229920005989 resin Polymers 0.000 claims description 83
- 239000011347 resin Substances 0.000 claims description 83
- 239000000543 intermediate Substances 0.000 claims description 44
- 229920001169 thermoplastic Polymers 0.000 claims description 21
- 239000004416 thermosoftening plastic Substances 0.000 claims description 21
- 238000000034 method Methods 0.000 claims description 17
- 238000001816 cooling Methods 0.000 claims description 13
- 238000010030 laminating Methods 0.000 claims description 10
- 238000005520 cutting process Methods 0.000 claims description 5
- 238000005304 joining Methods 0.000 claims description 5
- 230000000149 penetrating effect Effects 0.000 claims description 2
- 239000004745 nonwoven fabric Substances 0.000 description 26
- 230000007246 mechanism Effects 0.000 description 19
- 239000013067 intermediate product Substances 0.000 description 16
- 238000010586 diagram Methods 0.000 description 11
- 230000002093 peripheral effect Effects 0.000 description 8
- 238000003475 lamination Methods 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 4
- 229920001971 elastomer Polymers 0.000 description 4
- 230000002745 absorbent Effects 0.000 description 3
- 239000002250 absorbent Substances 0.000 description 3
- 239000006096 absorbing agent Substances 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 239000000806 elastomer Substances 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 230000008602 contraction Effects 0.000 description 2
- 238000004049 embossing Methods 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/305—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/15—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor incorporating preformed parts or layers, e.g. extrusion moulding around inserts
- B29C48/154—Coating solid articles, i.e. non-hollow articles
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15666—Wrapping formed fibrous webs or pads, e.g. the pads being formed by uniting pad pieces cut from fibrous webs
- A61F13/15682—Wrapping formed fibrous webs or pads, e.g. the pads being formed by uniting pad pieces cut from fibrous webs by folding webs, moving in their longitudinal direction, around webs or pads
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15699—Forming webs by bringing together several webs, e.g. by laminating or folding several webs, with or without additional treatment of the webs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15707—Mechanical treatment, e.g. notching, twisting, compressing, shaping
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/49007—Form-fitting, self-adjusting disposable diapers
- A61F13/49009—Form-fitting, self-adjusting disposable diapers with elastic means
- A61F13/49011—Form-fitting, self-adjusting disposable diapers with elastic means the elastic means is located at the waist region
- A61F13/49012—Form-fitting, self-adjusting disposable diapers with elastic means the elastic means is located at the waist region the elastic means being elastic panels
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/49007—Form-fitting, self-adjusting disposable diapers
- A61F13/49009—Form-fitting, self-adjusting disposable diapers with elastic means
- A61F13/4902—Form-fitting, self-adjusting disposable diapers with elastic means characterised by the elastic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0013—Extrusion moulding in several steps, i.e. components merging outside the die
- B29C48/0015—Extrusion moulding in several steps, i.e. components merging outside the die producing hollow articles having components brought in contact outside the extrusion die
- B29C48/0016—Extrusion moulding in several steps, i.e. components merging outside the die producing hollow articles having components brought in contact outside the extrusion die using a plurality of extrusion dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0018—Combinations of extrusion moulding with other shaping operations combined with shaping by orienting, stretching or shrinking, e.g. film blowing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0021—Combinations of extrusion moulding with other shaping operations combined with joining, lining or laminating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/305—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets
- B29C48/31—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets being adjustable, i.e. having adjustable exit sections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/911—Cooling
- B29C48/9135—Cooling of flat articles, e.g. using specially adapted supporting means
- B29C48/914—Cooling of flat articles, e.g. using specially adapted supporting means cooling drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/023—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets using multilayered plates or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/04—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets uniaxial, e.g. oblique
- B29C55/06—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets uniaxial, e.g. oblique parallel with the direction of feed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/04—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions characterised by at least one layer folded at the edge, e.g. over another layer ; characterised by at least one layer enveloping or enclosing a material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/08—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions characterised by added members at particular parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/263—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer having non-uniform thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/06—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the heating method
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/14—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by a layer differing constitutionally or physically in different parts, e.g. denser near its faces
- B32B5/142—Variation across the area of the layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/9258—Velocity
- B29C2948/9259—Angular velocity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92923—Calibration, after-treatment or cooling zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/12—Articles with an irregular circumference when viewed in cross-section, e.g. window profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C53/00—Shaping by bending, folding, twisting, straightening or flattening; Apparatus therefor
- B29C53/02—Bending or folding
- B29C53/04—Bending or folding of plates or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2274/00—Thermoplastic elastomer material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/51—Elastic
Landscapes
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Mechanical Engineering (AREA)
- Public Health (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Epidemiology (AREA)
- Veterinary Medicine (AREA)
- Biomedical Technology (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Textile Engineering (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Laminated Bodies (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
Description
2b 積層体
2p 幅方向一方端側
2q 幅方向他方端側
2u,2v 追加物
3 シート体
3m 第1の領域
3s,3t 第2の領域
3n 第3の領域
3u,3v 第4の領域
4 第1の不織布(基材シート)
6 第2の不織布(基材シート)
8,8a,8b 伸縮シート
8p,8q 分割シート
8s,8t サイドシール部
8x スリット
9 股間部
10,10a,10b 個片(使い捨て着用物品)
10m,10n 胴周り開口
10p,10q,10s,10t 脚周り開口
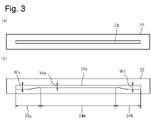
20 ダイ
24,24a リップ
24m,24s,24t 部分
Wm,Ws,Wt リップ幅
Claims (10)
- 熱可塑性弾性樹脂を主成分とする弾性樹脂材料が、ダイのリップからシート状に押し出されてシート状に成形されたシート体と、
前記シート体の互いに対向する一対の主面のうち少なくとも一方に積層され接合された基材シートと、
を備え、
前記シート体は、幅方向に互いに隣接し、それぞれ前記幅方向に垂直な方向に延在する少なくとも2つの第1及び第2の領域を含み、
前記第2の領域の厚みが、前記第1の領域の厚みよりも大きく、
前記基材シートは、前記シート体の前記第1及び第2の領域に積層され接合されていることを特徴とする、伸縮シート。 - 前記シート体は、
前記シート体の幅方向中央の前記第1の領域と、
前記シート体の幅方向両端側の前記第2の領域と、
を含むことを特徴とする、請求項1に記載の伸縮シート。 - 胴周り開口と、一対の脚周り開口とが形成されるように構成された使い捨て着用物品であって、
請求項1又は2に記載の前記伸縮シートを含み、
前記伸縮シートは、前記第2の領域の少なくとも一部が前記第1の領域よりも、前記胴周り開口又は前記脚周り開口に近くなるように配置されていることを特徴とする、使い捨て着用物品。 - 熱可塑性弾性樹脂が主成分である弾性樹脂材料であって加熱溶融した前記弾性樹脂材料を、ダイのリップからシート状に押し出し、幅方向で厚みを異ならせた後、前記弾性樹脂材料が弾性変形する温度領域まで冷却して、幅方向で厚みが異なるシート体を形成し、
前記シート体の互いに対向する一対の主面の少なくとも一方に基材シートを積層し接合することを特徴とする、伸縮シートの製造方法。 - 前記ダイにてシート状に押し出された前記弾性樹脂材料の中間物を、一軸方向に延伸して前記中間物の幅を収縮させて、前記中間物の厚みを幅方向で異ならせた後、前記温度領域まで冷却して、幅方向で厚みが異なる前記シート体を形成することを特徴とする、請求項4に記載の伸縮シートの製造方法。
- 加熱溶融した前記弾性樹脂材料を、リップ幅が異なる部分を有する前記ダイのリップから吐出させて、幅方向で厚みを異ならせた中間物を形成し、前記中間物を前記温度領域まで冷却して、幅方向で厚みが異なる前記シート体を形成することを特徴とする、請求項4に記載の伸縮シートの製造方法。
- 前記ダイからシート状に押し出された前記弾性樹脂材料の幅方向一方端側と幅方向他方端側とのうち少なくとも一方を、幅方向中央側に折り返して重ねて、幅方向で厚みを異ならせた中間物を形成し、前記中間物を前記温度領域まで冷却して、幅方向で厚みが異なる前記シート体を形成することを特徴とする、請求項4に記載の伸縮シートの製造方法。
- 前記ダイからシート状に押し出された前記弾性樹脂材料の中間物の幅方向所定位置に、前記中間物とは別のシート状の追加物を積層して、幅方向で厚みを異ならせた積層体を形成し、前記積層体を前記温度領域まで冷却して、幅方向で厚みが異なる前記シート体を形成することを特徴とする、請求項4に記載の伸縮シートの製造方法。
- 熱可塑性弾性樹脂が主成分である弾性樹脂材料であって加熱溶融した前記弾性樹脂材料を、ダイのリップからシート状に押し出し、幅方向で厚みを異ならせて、幅方向中央の第1の領域と、幅方向両側の、前記第1の領域に隣接し前記第1の領域よりも厚みが大きい第2の領域とを含むシート体を形成した後、前記シート体の互いに対向する一対の主面の少なくとも一方に基材シートを積層し接合して、伸縮シートを形成する第1の工程と、
前記伸縮シートに、前記伸縮シートの前記幅方向と垂直な方向に延在し前記シート体の前記第1の領域を貫通するスリットを形成して、前記伸縮シートを第1の分割シートと第2の分割シートとに分割する第2の工程と、
前記第1の分割シートと前記第2の分割シートとの間隔を広げる第3の工程と、
間隔を広げた前記第1の分割シートと前記第2の分割シートとに跨るように、股間部を、前記第1及び第2の分割シートの長手方向に間隔を設けて配置し前記第1の分割シートと前記第2の分割シートとに接合する第4の工程と、
前記股間部で折り曲げ前記第1の分割シートと前記第2の分割シートとを重ね合わせ、互いに隣り合う前記股間部の間において前記第1の分割シートと前記の第2の分割シートとを互いに接合してサイドシール部を形成する第5の工程と、
前記第1の分割シートと前記第2の分割シートとを前記サイドシール部で切断して、個片に分割する第6の工程と、
を備えたことを特徴とする、使い捨て着用物品の製造方法。 - 第1の熱可塑性弾性樹脂が主成分である第1の弾性樹脂材料であって加熱溶融した前記第1の弾性樹脂材料を、第1のダイの第1のリップからシート状に押し出し、幅方向で厚みを異ならせて、幅方向中央の第1の領域と、幅方向両側の、前記第1の領域に隣接し前記第1の領域よりも厚みが大きい第2の領域とを含む第1のシート体を形成した後、前記第1のシート体の互いに対向する一対の主面の少なくとも一方に第1の基材シートを積層し接合して、第1の伸縮シートを形成する第1の工程と、
第2の熱可塑性弾性樹脂が主成分である第2の弾性樹脂材料であって加熱溶融した前記第2の弾性樹脂材料を、第2のダイの第2のリップからシート状に押し出し、幅方向で厚みを異ならせて、幅方向中央の第3の領域と、幅方向両側の、前記第3の領域に隣接し前記第3の領域よりも厚みが大きい第4の領域とを含む第2のシート体を形成した後、前記第2のシート体の互いに対向する一対の主面の少なくとも一方に第2の基材シートを積層し接合して、第2の伸縮シートを形成する第2の工程と、
前記第1の伸縮シートと前記第2の伸縮シートを所定の間隔を設けて並べる第3の工程と、
所定の間隔を設けて並べた前記第1の伸縮シートと前記第2の伸縮シートとに跨るように、股間部を、前記第1の伸縮シートと前記第2の伸縮シートとの長手方向に間隔を設けて配置し前記第1の伸縮シートと前記第2の伸縮シートとに接合する第4の工程と、
前記股間部で折り曲げて前記第1の伸縮シートと前記第2の伸縮シートとを重ね合わせ、互いに隣り合う前記股間部の間において前記第1の伸縮シートと前記第2の伸縮シートとを互いに接合してサイドシール部を形成する第5の工程と、
前記第1の伸縮シートと前記第2の伸縮シートとを前記サイドシール部で切断して、個片に分割する第6の工程と、
を備えたことを特徴とする、使い捨て着用物品の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018019662 | 2018-02-06 | ||
| JP2018019662 | 2018-02-06 | ||
| PCT/JP2018/046144 WO2019155765A1 (ja) | 2018-02-06 | 2018-12-14 | 伸縮シート及び伸縮シートを用いた使い捨て着用物品、並びにそれらの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2019155765A1 JPWO2019155765A1 (ja) | 2021-01-28 |
| JP7142036B2 true JP7142036B2 (ja) | 2022-09-26 |
Family
ID=67547934
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019570323A Active JP7142036B2 (ja) | 2018-02-06 | 2018-12-14 | 伸縮シート及び伸縮シートを用いた使い捨て着用物品、並びにそれらの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12103217B2 (ja) |
| EP (1) | EP3750704A4 (ja) |
| JP (1) | JP7142036B2 (ja) |
| CN (1) | CN111886127B (ja) |
| WO (1) | WO2019155765A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2019150801A1 (ja) * | 2018-01-31 | 2021-01-14 | 株式会社瑞光 | 伸縮複合シートの製造方法及び製造装置 |
| EP4105004A4 (en) | 2020-02-13 | 2023-07-05 | Zuiko Corporation | DEVICE AND METHOD FOR PRODUCTION OF A LAYERING SHEET |
| US20230355446A1 (en) | 2020-10-02 | 2023-11-09 | Zuiko Corporation | Wearable article manufacturing method and wearable article manufactured therewith |
| CN112914836B (zh) * | 2021-03-29 | 2024-01-26 | 上海智联精工机械有限公司 | 用于形成一次性卫生用品芯体的装置及方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001159062A (ja) | 1999-11-25 | 2001-06-12 | Uni Charm Corp | 弾性伸縮性積層シートおよびその製造方法 |
| WO2005044168A1 (ja) | 2003-11-06 | 2005-05-19 | Zuiko Corporation | 使い捨て着用物品およびその製造方法 |
| JP2008106378A (ja) | 2006-10-23 | 2008-05-08 | Kao Corp | 伸縮性不織布 |
| JP2012235806A (ja) | 2011-05-09 | 2012-12-06 | Three M Innovative Properties Co | おむつ |
| WO2015025760A1 (ja) | 2013-08-22 | 2015-02-26 | 株式会社瑞光 | 使い捨ておむつの製造方法および使い捨ておむつ |
| WO2015056711A1 (ja) | 2013-10-17 | 2015-04-23 | 株式会社瑞光 | 使い捨ておむつの製造方法および使い捨ておむつ |
| JP2015529165A (ja) | 2012-09-10 | 2015-10-05 | トレデガー フィルム プロダクツ コーポレイション | 弾性的な積層体を形成する方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3054930B2 (ja) | 1996-07-17 | 2000-06-19 | 花王株式会社 | 積層シートおよびその製造方法 |
| JP2002325793A (ja) * | 2001-02-28 | 2002-11-12 | Uni Charm Corp | 使い捨て着用物品の製造方法 |
| EP1900512A1 (en) | 2006-09-15 | 2008-03-19 | 3M Innovative Properties Company | An activatable zero strain composite laminate |
| JP5144104B2 (ja) * | 2007-04-09 | 2013-02-13 | ユニ・チャーム株式会社 | 伸縮性複合シート及びそれを用いた使い捨て着用物品 |
| JP5604041B2 (ja) * | 2007-12-10 | 2014-10-08 | 花王株式会社 | 伸縮性複合シート |
| FR2943356B1 (fr) | 2009-03-23 | 2011-07-08 | Aplix Sa | Stratifie elastique et non tisse renforce |
| JP5859867B2 (ja) * | 2012-02-07 | 2016-02-16 | ユニ・チャーム株式会社 | 使い捨ておむつ |
| JP5706925B2 (ja) * | 2013-05-13 | 2015-04-22 | 花王株式会社 | パンツ型着用物品およびその製造方法 |
| TWI648281B (zh) | 2013-10-17 | 2019-01-21 | 日商安斯泰來製藥股份有限公司 | 含硫二環式化合物 |
| JP6057347B2 (ja) * | 2014-06-24 | 2017-01-11 | 大王製紙株式会社 | パンツタイプ使い捨ておむつの製造方法、及びパンツタイプ使い捨ておむつ |
| CN205515199U (zh) * | 2015-03-27 | 2016-08-31 | 大王制纸株式会社 | 吸收性物品的伸缩结构和短裤型一次性尿布 |
| EP3296100B1 (en) * | 2015-06-22 | 2020-01-08 | Zuiko Corporation | Composite stretchable member, wearable article, and method for producing wearable article |
-
2018
- 2018-12-14 US US16/967,025 patent/US12103217B2/en active Active
- 2018-12-14 CN CN201880088143.9A patent/CN111886127B/zh active Active
- 2018-12-14 EP EP18904905.9A patent/EP3750704A4/en active Pending
- 2018-12-14 WO PCT/JP2018/046144 patent/WO2019155765A1/ja unknown
- 2018-12-14 JP JP2019570323A patent/JP7142036B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001159062A (ja) | 1999-11-25 | 2001-06-12 | Uni Charm Corp | 弾性伸縮性積層シートおよびその製造方法 |
| WO2005044168A1 (ja) | 2003-11-06 | 2005-05-19 | Zuiko Corporation | 使い捨て着用物品およびその製造方法 |
| JP2008106378A (ja) | 2006-10-23 | 2008-05-08 | Kao Corp | 伸縮性不織布 |
| JP2012235806A (ja) | 2011-05-09 | 2012-12-06 | Three M Innovative Properties Co | おむつ |
| JP2015529165A (ja) | 2012-09-10 | 2015-10-05 | トレデガー フィルム プロダクツ コーポレイション | 弾性的な積層体を形成する方法 |
| WO2015025760A1 (ja) | 2013-08-22 | 2015-02-26 | 株式会社瑞光 | 使い捨ておむつの製造方法および使い捨ておむつ |
| WO2015056711A1 (ja) | 2013-10-17 | 2015-04-23 | 株式会社瑞光 | 使い捨ておむつの製造方法および使い捨ておむつ |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111886127A (zh) | 2020-11-03 |
| US20210031428A1 (en) | 2021-02-04 |
| WO2019155765A1 (ja) | 2019-08-15 |
| US12103217B2 (en) | 2024-10-01 |
| JPWO2019155765A1 (ja) | 2021-01-28 |
| CN111886127B (zh) | 2022-07-26 |
| EP3750704A1 (en) | 2020-12-16 |
| EP3750704A4 (en) | 2021-11-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7142036B2 (ja) | 伸縮シート及び伸縮シートを用いた使い捨て着用物品、並びにそれらの製造方法 | |
| US12070378B2 (en) | Elastic laminates and methods for assembling elastic laminates for absorbent articles | |
| JP7290579B2 (ja) | 伸縮複合シートの製造方法、伸縮複合シート及び該伸縮複合シートを用いた使い捨て着用物品 | |
| JP2005502431A (ja) | 使い捨て吸収性物品の成形された弾性を有する耳を製造する方法 | |
| JP5731617B2 (ja) | シート融着体の製造方法及びシート接合装置 | |
| US20200361158A1 (en) | Apparatus for manufacturing wearing article and method of manufacturing same | |
| JP2002069816A (ja) | 弾性伸縮性を有する複合シートの製造方法 | |
| EP3875243B1 (en) | Laminate production method and production device | |
| JP2020032605A (ja) | 凹凸シートの製造方法 | |
| WO2019151064A1 (ja) | 弾性シートの製造方法及び製造装置、伸縮複合シートの製造方法及び製造装置、並びに伸縮複合シート | |
| WO2019150801A1 (ja) | 伸縮複合シートの製造方法及び製造装置 | |
| WO2012169394A1 (ja) | 網状体及びその製造方法 | |
| JP7092954B1 (ja) | 伸縮積層シート、使い捨て着用物品、伸縮積層シートの製造方法および製造装置 | |
| WO2023127472A1 (ja) | 積層体 | |
| JP7337834B2 (ja) | 熱可塑性フィルムの生成方法および生成装置 | |
| EP4397288A1 (en) | Split formation of unitary substrates | |
| JPH0343132B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210914 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220614 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220801 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220905 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220912 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7142036 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |