JP7118690B2 - 製造方法、情報処理装置、関係式算出装置、および、製造システム - Google Patents
製造方法、情報処理装置、関係式算出装置、および、製造システム Download PDFInfo
- Publication number
- JP7118690B2 JP7118690B2 JP2018062594A JP2018062594A JP7118690B2 JP 7118690 B2 JP7118690 B2 JP 7118690B2 JP 2018062594 A JP2018062594 A JP 2018062594A JP 2018062594 A JP2018062594 A JP 2018062594A JP 7118690 B2 JP7118690 B2 JP 7118690B2
- Authority
- JP
- Japan
- Prior art keywords
- annealing
- annealing temperature
- manufacturing
- relational expression
- impurity concentration
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 214
- 230000014509 gene expression Effects 0.000 title claims description 95
- 238000004364 calculation method Methods 0.000 title claims description 63
- 230000010365 information processing Effects 0.000 title claims description 26
- 238000000137 annealing Methods 0.000 claims description 202
- 239000012535 impurity Substances 0.000 claims description 145
- 238000012545 processing Methods 0.000 claims description 90
- 239000000463 material Substances 0.000 claims description 87
- 229910052782 aluminium Inorganic materials 0.000 claims description 77
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 77
- 239000013067 intermediate product Substances 0.000 claims description 47
- 238000000034 method Methods 0.000 claims description 34
- 238000000513 principal component analysis Methods 0.000 claims description 6
- 238000000611 regression analysis Methods 0.000 claims description 6
- 238000000326 densiometry Methods 0.000 claims 1
- 238000005266 casting Methods 0.000 description 22
- 238000012360 testing method Methods 0.000 description 14
- 238000005259 measurement Methods 0.000 description 11
- 238000010586 diagram Methods 0.000 description 10
- 238000005097 cold rolling Methods 0.000 description 8
- 238000003860 storage Methods 0.000 description 8
- 238000003754 machining Methods 0.000 description 6
- 239000012467 final product Substances 0.000 description 5
- 238000005098 hot rolling Methods 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 238000002791 soaking Methods 0.000 description 4
- 230000005540 biological transmission Effects 0.000 description 3
- 229910052804 chromium Inorganic materials 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 230000006870 function Effects 0.000 description 3
- 229910052749 magnesium Inorganic materials 0.000 description 3
- 229910052710 silicon Inorganic materials 0.000 description 3
- 229910052725 zinc Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 238000012628 principal component regression Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000013528 artificial neural network Methods 0.000 description 1
- 238000004422 calculation algorithm Methods 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 238000009533 lab test Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 238000007637 random forest analysis Methods 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM]
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06Q—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES; SYSTEMS OR METHODS SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES, NOT OTHERWISE PROVIDED FOR
- G06Q50/00—Information and communication technology [ICT] specially adapted for implementation of business processes of specific business sectors, e.g. utilities or tourism
- G06Q50/04—Manufacturing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- General Physics & Mathematics (AREA)
- Business, Economics & Management (AREA)
- Economics (AREA)
- Strategic Management (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- General Health & Medical Sciences (AREA)
- Human Resources & Organizations (AREA)
- Marketing (AREA)
- Primary Health Care (AREA)
- Metallurgy (AREA)
- Tourism & Hospitality (AREA)
- General Business, Economics & Management (AREA)
- Thermal Sciences (AREA)
- Theoretical Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Quality & Reliability (AREA)
- Automation & Control Theory (AREA)
- General Factory Administration (AREA)
- Management, Administration, Business Operations System, And Electronic Commerce (AREA)
Description
≪製造システムの要部構成≫
以下、本発明の第1の実施形態(実施形態1)について、図1~4を用いて説明する。図3は、本実施形態に係る製造システム100の要部構成を示す図である。製造システム100は、図示の通り、設備3(設備3A~3D)と、製造条件データベース(DB)2と、情報処理装置1と、焼鈍設備4とを含む。
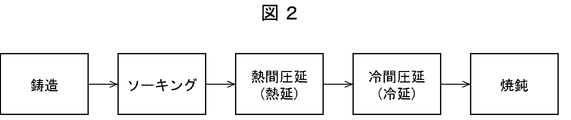
設備3A~3Dは、図2に示したアルミニウム板材の製造フローの各ステップを実行するものである。鋳造設備3Aは、アルミニウム板材の材料(以降、単に材料と称する)を鋳造するための設備である。ソーキング設備3Bは、中間製造物にソーキング処理を施すための設備である。熱延設備3Cは、中間製造物に熱延処理を施すための設備である。冷延設備3Dは、中間製造物に冷延処理を施すための設備である。設備3A~3Dはそれぞれ、自設備にて加工処理を実施した時の各種パラメータを加工条件として測定し、該加工条件の数値を製造条件DB2に送信する。
本実施形態に係る製造システム100において、アルミニウム板材の材料は、最終製品になるまでのいずれかのタイミングで、該材料に含まれている不純物の濃度(不純物濃度)が測定される。例えば、材料の段階、鋳造設備3Aの鋳造処理が完了した段階、または冷延設備3Dの冷延処理が完了した段階等で、不純物濃度を測定してよい。
製造条件DB2は、製造条件情報を作成して記憶する。製造条件DB2は、設備3A~3Dから加工条件の値を順次受信する。また、製造条件DB2は、PC5から不純物濃度の値を受信する。製造条件DB2は、ある製造ロットについての不純物濃度の値と、収集すべき加工条件の値とを全て受信したら、製造ロットの識別子(例えば、ロット番号)に、不純物濃度の値および各種加工条件の値を対応付けた製造条件情報21を生成する。製造条件DB2は、生成した製造条件情報21を記憶する。
情報処理装置1は、焼鈍温度を算出する装置である。情報処理装置1は、入力部11と、表示部12と、情報取得部(不純物濃度取得部)13と、制御部10と、記憶部14とを含む。情報処理装置1は、例えばPC、タブレットPC、スマートフォン等の電子機器で実現される。
焼鈍設備4は、中間製造物に焼鈍を施すための設備である。焼鈍設備4は、情報処理装置1の制御部10からの制御指示を受けて、該制御部10の算出部101が算出した焼鈍温度で焼鈍を実行する。
なお、製造するアルミニウム板材の種類、および、得たい機械特性値等に応じて、図2に示した製造フローは適宜変更可能である。例えば、ソーキング、熱延、および冷延いずれかの工程の前後に焼鈍(中間焼鈍)工程が追加されてもよい。また、所望の機械特性を有するアルミニウム板材が得られるのであれば、少なくとも1回(1工程)の焼鈍以外の各種工程は省いてもよい。例えば、冷延工程を省いてもよい。そのため、図3に示す製造システム100の設備3も、前記製造フローに応じて適宜追加または省略されてよい。
次に、本実施形態に係る製造システム100が、ある製造ロットについての焼鈍温度を決定して、焼鈍を実行する製造方法について図1を用いて説明する。図1は、製造システム100の処理の流れを示すフローチャートである。なお、以下の説明では、鋳造処理の直後にロット番号の採番および不純物濃度の測定が行われることとする。
本発明の第2の実施形態(実施形態2)について、以下に説明する。なお、説明の便宜上、前記実施形態にて説明した部材と同じ機能を有する部材については、同じ符号を付記し、その説明を繰り返さない。
図7は、関係式を算出するための処理(関係式算出処理)の流れを示すフローチャートである。関係式算出部72は実績データ61を取得すると(S202)、実績データ61の各レコードを、該レコードに記録されている不純物濃度の値に応じてクラス分類する(S204)。このクラス分類はクラス特定部102と同様の処理を行えばよい。そして、関係式算出部72は、分類したクラスごとに、関係式の算出を行う。以降の処理は、特段の記載が無い限り、クラスごとに行われるものである。


情報処理装置1、製造条件DB2、PC5、実績DB6、および関係式算出装置7等、製造システム100および200に含まれる各装置における制御ブロックは、集積回路(ICチップ)等に形成された論理回路(ハードウェア)によって実現してもよいし、ソフトウェアによって実現してもよい。
(1)機械特性値の実測値
(2)実施形態2で示した方法で準備した関係式を用いて算出した機械特性値。より詳しくは、該機械特性値は、不純物濃度の実測値に基づいて、実施形態1で示した方法でクラス分類を行い、該クラスに応じた関係式を用いて算出された。なお、関係式に代入する不純物濃度、加工条件、および焼鈍温度の値は、実測値を用いた。
(3)製造システム200と同様の方法であるが、クラス分類を行わない回帰分析により算出された関係式を用いて算出した機械特性値。関係式に代入する不純物濃度、加工条件、および焼鈍温度の値は、(2)と同様、実測値を用いた。
11 入力部
12 表示部
13 情報取得部(不純物濃度取得部)
14 記憶部
141 関係式
10 制御部
101 算出部(温度算出部)
102 クラス特定部
2 製造条件DB
21 製造条件情報
3A~3D 設備
4 焼鈍設備
5 PC
6 実績DB
61 実績データ
7 関係式算出装置
71 実績データ取得部
72 関係式算出部
Claims (6)
- アルミニウム板材の製造方法であって、
前記アルミニウム板材の材料または中間製造物に含まれている、該材料または該中間製造物の主成分でなく、かつ該材料または該中間製造物に意図的に添加していない成分である不純物の濃度を測定する濃度測定ステップと、
前記不純物の濃度に基づいて、前記アルミニウム板材の機械特性値が所定の機械特性値の範囲を満たすための焼鈍温度を算出する温度算出ステップと、
前記焼鈍温度で焼鈍を実行する焼鈍ステップと、
前記焼鈍の対象となる中間製造物を製造するまでの、少なくとも1工程における加工条件を示す情報を取得する加工条件取得ステップと、を含み、
前記温度算出ステップでは、
前記不純物の濃度と、前記加工条件とに応じて前記焼鈍温度を算出し、かつ、
複数の焼鈍温度のそれぞれについて、前記中間製造物の焼鈍を実行した場合の、前記不純物の濃度および前記加工条件と、焼鈍後のアルミニウム板材の機械特性値とを対応付けた実績データに基づいて、前記焼鈍温度を算出し、かつ、
前記実績データに基づいて決定される、前記不純物の濃度と、前記加工条件と、前記機械特性値と、前記焼鈍温度との相関関係に基づいて、前記焼鈍温度を算出し、
前記実績データに含まれる前記不純物の濃度の、取り得る値の範囲を区切ることで、該不純物の濃度についての複数のクラスが予め定められており、
前記相関関係を示す関係式が前記クラスごとに設定されており、
前記製造方法は、前記不純物の濃度が、前記複数のクラスのいずれに属しているかを特定するクラス特定ステップをさらに含み、
前記温度算出ステップでは、前記クラス特定ステップが特定した前記クラスに応じた前記関係式を用いて、前記焼鈍温度を算出することを特徴とする、製造方法。 - 前記相関関係は、前記実績データに含まれる前記不純物の濃度および前記加工条件を説明変数として主成分分析した後、焼鈍により得られた機械特性値を前記説明変数に対する目的変数として重回帰分析を実施することにより算出される回帰式を用いて算出される関係式で示されることを特徴とする、請求項1に記載の製造方法。
- アルミニウム板材の製造方法における焼鈍温度を算出する情報処理装置であって、
アルミニウム板材の製造における材料または中間製造物の、主成分でなく、かつ該材料または該中間製造物に意図的に添加していない成分である不純物の濃度を示す情報を取得する不純物濃度取得部と、
前記不純物の濃度に基づいて、アルミニウム板材の機械特性値が所定の機械特性値の範囲を満たすための焼鈍温度を算出する温度算出部と、
焼鈍の対象となる中間製造物を製造するまでの、少なくとも1工程における加工条件を示す情報を取得する情報取得部と、を備え、
前記温度算出部は、
前記不純物の濃度と、前記加工条件とに応じて前記焼鈍温度を算出し、かつ、
複数の焼鈍温度のそれぞれについて、前記中間製造物の焼鈍を実行した場合の、前記不純物の濃度および前記加工条件と、焼鈍後のアルミニウム板材の機械特性値とを対応付けた実績データに基づいて、前記焼鈍温度を算出し、かつ、
前記実績データに基づいて決定される、前記不純物の濃度と、前記加工条件と、前記機械特性値と、前記焼鈍温度との相関関係に基づいて、前記焼鈍温度を算出し、
前記実績データに含まれる前記不純物の濃度の、取り得る値の範囲を区切ることで、該不純物の濃度についての複数のクラスが予め定められており、
前記相関関係を示す関係式が前記クラスごとに設定されており、
前記情報処理装置は、前記不純物の濃度が、前記複数のクラスのいずれに属しているかを特定するクラス特定部をさらに備え、
前記温度算出部は、前記クラス特定部が特定した前記クラスに応じた前記関係式を用いて、前記焼鈍温度を算出することを特徴とする、情報処理装置。 - 複数の焼鈍温度のそれぞれについて、アルミニウム板材の製造における中間製造物の焼鈍を実行した場合の、不純物の濃度と、前記中間製造物を製造するまでの少なくとも1工程における加工条件と、焼鈍後のアルミニウム板材の機械特性値とを対応付けた実績データを取得する実績データ取得部と、
前記実績データに基づいて、前記不純物の濃度と、前記加工条件と、前記機械特性値と、前記焼鈍温度との相関関係を示す関係式を算出する関係式算出部と、を備え、
前記不純物は、前記アルミニウム板材の材料または中間製造物に含まれている、該材料または該中間製造物の主成分でなく、かつ該材料または該中間製造物に意図的に添加していない成分であり、
前記関係式算出部は、前記実績データに含まれる前記不純物の濃度を値に応じてクラス分類し、分類したクラスごとに前記関係式を算出することを特徴とする、関係式算出装置。 - 請求項3に記載の情報処理装置と、
前記情報処理装置の前記温度算出部が算出した焼鈍温度で焼鈍を実行する焼鈍設備と、を含むことを特徴とする、アルミニウム板材の製造システム。 - 請求項4に記載の関係式算出装置を含み、
前記情報処理装置の前記温度算出部は、前記関係式算出装置が算出した前記関係式を用いて、前記焼鈍温度を算出することを特徴とする、請求項5に記載のアルミニウム板材の製造システム。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018062594A JP7118690B2 (ja) | 2018-03-28 | 2018-03-28 | 製造方法、情報処理装置、関係式算出装置、および、製造システム |
| PCT/JP2019/013350 WO2019189455A1 (ja) | 2018-03-28 | 2019-03-27 | 製造方法、情報処理装置、関係式算出装置、および、製造システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018062594A JP7118690B2 (ja) | 2018-03-28 | 2018-03-28 | 製造方法、情報処理装置、関係式算出装置、および、製造システム |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2019173096A JP2019173096A (ja) | 2019-10-10 |
| JP2019173096A5 JP2019173096A5 (ja) | 2021-05-06 |
| JP7118690B2 true JP7118690B2 (ja) | 2022-08-16 |
Family
ID=68062144
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018062594A Active JP7118690B2 (ja) | 2018-03-28 | 2018-03-28 | 製造方法、情報処理装置、関係式算出装置、および、製造システム |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7118690B2 (ja) |
| WO (1) | WO2019189455A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020184196A (ja) * | 2019-05-08 | 2020-11-12 | 株式会社Uacj | 特徴予測装置、製造条件最適化装置、特徴予測装置の制御方法、制御プログラム |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003226927A (ja) | 2001-11-30 | 2003-08-15 | Toyota Motor Corp | フラットヘム加工用アルミニウム合金パネル |
| JP2003277832A (ja) | 2002-03-22 | 2003-10-02 | Jfe Steel Kk | 高強度冷延鋼板の製造方法 |
| JP2014038595A (ja) | 2012-07-20 | 2014-02-27 | Jfe Steel Corp | 鋼材の材質予測装置及び材質制御方法 |
| JP2017120640A (ja) | 2015-12-24 | 2017-07-06 | Jfeスチール株式会社 | 電磁鋼板の磁気特性予測装置及び磁気特性制御装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61279630A (ja) * | 1985-06-04 | 1986-12-10 | Kawasaki Steel Corp | 高延性の高強度冷延鋼板の製造方法 |
| JPH08199314A (ja) * | 1995-01-30 | 1996-08-06 | Sumitomo Metal Ind Ltd | フェライト系ステンレス鋼及びその製造方法 |
-
2018
- 2018-03-28 JP JP2018062594A patent/JP7118690B2/ja active Active
-
2019
- 2019-03-27 WO PCT/JP2019/013350 patent/WO2019189455A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003226927A (ja) | 2001-11-30 | 2003-08-15 | Toyota Motor Corp | フラットヘム加工用アルミニウム合金パネル |
| JP2003277832A (ja) | 2002-03-22 | 2003-10-02 | Jfe Steel Kk | 高強度冷延鋼板の製造方法 |
| JP2014038595A (ja) | 2012-07-20 | 2014-02-27 | Jfe Steel Corp | 鋼材の材質予測装置及び材質制御方法 |
| JP2017120640A (ja) | 2015-12-24 | 2017-07-06 | Jfeスチール株式会社 | 電磁鋼板の磁気特性予測装置及び磁気特性制御装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020184196A (ja) * | 2019-05-08 | 2020-11-12 | 株式会社Uacj | 特徴予測装置、製造条件最適化装置、特徴予測装置の制御方法、制御プログラム |
| JP7281958B2 (ja) | 2019-05-08 | 2023-05-26 | 株式会社Uacj | 特徴予測装置、製造条件最適化装置、特徴予測装置の制御方法、制御プログラム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019173096A (ja) | 2019-10-10 |
| WO2019189455A1 (ja) | 2019-10-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5169096B2 (ja) | 品質予測装置、品質予測方法及び製品の製造方法 | |
| JP5012660B2 (ja) | 製品品質予測および制御方法 | |
| JP6439780B2 (ja) | 電磁鋼板の磁気特性予測装置及び磁気特性制御装置 | |
| JP4739447B2 (ja) | 不良要因の分析表示方法および不良要因の分析表示装置 | |
| EP3100802A1 (en) | Method, device and program for determining casting state in continuous casting | |
| JP5867349B2 (ja) | 品質予測装置、操業条件決定方法、品質予測方法、コンピュータプログラムおよびコンピュータ読み取り可能な記憶媒体 | |
| JP4613751B2 (ja) | 製造条件計算方法、品質調整方法、鉄鋼製造方法、製造条件計算装置、品質調整システム、及びコンピュータプログラム | |
| JP5962290B2 (ja) | 鋼材の熱伝達係数予測装置及び冷却制御方法 | |
| KR20210110661A (ko) | 해석 시스템 및 해석 방법 | |
| Giannetti et al. | A novel variable selection approach based on co-linearity index to discover optimal process settings by analysing mixed data | |
| CN101118422A (zh) | 半导体制造的虚拟量测预估与建立预估模型的方法与系统 | |
| JP7118690B2 (ja) | 製造方法、情報処理装置、関係式算出装置、および、製造システム | |
| CN114004044A (zh) | 基于温度敏感点的机床主轴热误差快速辨识方法 | |
| CN115815345A (zh) | 预测全流程热轧带钢力学性能的机理协同预报方法及系统 | |
| CN117787507A (zh) | 卷带轧制工艺全链条优化方法和装置 | |
| JP2019173096A5 (ja) | ||
| JP2020052596A (ja) | 品質予測装置、品質予測方法、及び品質予測プログラム | |
| JP2003150234A (ja) | 製造プロセスにおける操業解析装置、その方法、及びコンピュータ読み取り可能な記憶媒体 | |
| Krajewski et al. | A novel approach for the simulation of surface crack formation in continuous casting | |
| Ignaszak et al. | Contribution to the assessment of the data acquisition effectiveness in the aspect of gas porosity defects prediction in ductile cast iron castings | |
| CN115204572A (zh) | 改进的基于时空对齐的Castrip数字画像生成与构建方法 | |
| JP2002236119A (ja) | 鋼材の材質推定装置 | |
| WO2019139111A1 (ja) | 処理装置、および情報分析装置 | |
| Gutiérrez et al. | Statistical study to evaluate the effect of processing variables on shrinkage incidence during solidification of nodular cast irons | |
| Schreyer et al. | Data Analysis of Production Data for Continuous Casting of Aluminum Rolling Ingots |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201222 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210315 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220125 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220304 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220726 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220803 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7118690 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |