JP7117372B2 - 冷間圧延鋼帯の急速加熱装置および方法 - Google Patents
冷間圧延鋼帯の急速加熱装置および方法 Download PDFInfo
- Publication number
- JP7117372B2 JP7117372B2 JP2020516851A JP2020516851A JP7117372B2 JP 7117372 B2 JP7117372 B2 JP 7117372B2 JP 2020516851 A JP2020516851 A JP 2020516851A JP 2020516851 A JP2020516851 A JP 2020516851A JP 7117372 B2 JP7117372 B2 JP 7117372B2
- Authority
- JP
- Japan
- Prior art keywords
- heating
- heating zone
- temperature
- steel strip
- zone
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000010438 heat treatment Methods 0.000 title claims description 337
- 238000000034 method Methods 0.000 title claims description 62
- 239000010960 cold rolled steel Substances 0.000 title claims description 35
- 230000006698 induction Effects 0.000 claims description 94
- 229910000831 Steel Inorganic materials 0.000 claims description 80
- 239000010959 steel Substances 0.000 claims description 80
- 230000007246 mechanism Effects 0.000 claims description 47
- 238000000137 annealing Methods 0.000 claims description 34
- 238000005485 electric heating Methods 0.000 claims description 7
- 230000010355 oscillation Effects 0.000 claims description 6
- 238000002791 soaking Methods 0.000 claims description 5
- 238000001816 cooling Methods 0.000 claims description 3
- 238000001514 detection method Methods 0.000 claims description 3
- 238000005261 decarburization Methods 0.000 description 30
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 23
- 230000000052 comparative effect Effects 0.000 description 22
- 230000008569 process Effects 0.000 description 21
- 230000007547 defect Effects 0.000 description 18
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 15
- 229910052799 carbon Inorganic materials 0.000 description 15
- 238000005265 energy consumption Methods 0.000 description 15
- 238000004519 manufacturing process Methods 0.000 description 13
- 229910052742 iron Inorganic materials 0.000 description 11
- 230000000694 effects Effects 0.000 description 10
- 229910000976 Electrical steel Inorganic materials 0.000 description 7
- 238000005097 cold rolling Methods 0.000 description 7
- 238000013459 approach Methods 0.000 description 6
- 238000012360 testing method Methods 0.000 description 6
- 239000007789 gas Substances 0.000 description 5
- 238000005259 measurement Methods 0.000 description 4
- 230000035515 penetration Effects 0.000 description 4
- 230000005855 radiation Effects 0.000 description 4
- 230000007812 deficiency Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000012544 monitoring process Methods 0.000 description 3
- 241000209094 Oryza Species 0.000 description 2
- 235000007164 Oryza sativa Nutrition 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 230000005284 excitation Effects 0.000 description 2
- 229910052739 hydrogen Inorganic materials 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- 235000009566 rice Nutrition 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 230000006641 stabilisation Effects 0.000 description 2
- 238000011105 stabilization Methods 0.000 description 2
- 230000009466 transformation Effects 0.000 description 2
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 238000009529 body temperature measurement Methods 0.000 description 1
- 229910052729 chemical element Inorganic materials 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 229910001105 martensitic stainless steel Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000005121 nitriding Methods 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 238000010606 normalization Methods 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 239000010731 rolling oil Substances 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Images

Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
- H05B6/02—Induction heating
- H05B6/10—Induction heating apparatus, other than furnaces, for specific applications
- H05B6/101—Induction heating apparatus, other than furnaces, for specific applications for local heating of metal pieces
- H05B6/103—Induction heating apparatus, other than furnaces, for specific applications for local heating of metal pieces multiple metal pieces successively being moved close to the inductor
- H05B6/104—Induction heating apparatus, other than furnaces, for specific applications for local heating of metal pieces multiple metal pieces successively being moved close to the inductor metal pieces being elongated like wires or bands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/34—Methods of heating
- C21D1/42—Induction heating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D11/00—Process control or regulation for heat treatments
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/60—Continuous furnaces for strip or wire with induction heating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/62—Continuous furnaces for strip or wire with direct resistance heating
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
- H05B6/02—Induction heating
- H05B6/36—Coil arrangements
- H05B6/362—Coil arrangements with flat coil conductors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
- B21B2001/225—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length by hot-rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Crystallography & Structural Chemistry (AREA)
- Thermal Sciences (AREA)
- Electromagnetism (AREA)
- Power Engineering (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
Description
前記鋼帯を、200℃から目標キュリー温度-100℃までの温度範囲に加熱可能な、ガス加熱または電気加熱による第1輻射加熱機構が設けられる第1加熱帯、
前記鋼帯を、300℃から前記目標キュリー温度-50℃までの温度範囲に加熱可能な、第1誘導コイルによる第1誘導加熱機構が設けられる第2加熱帯、
前記鋼帯を、前記目標キュリー温度-30℃から前記目標キュリー温度-3℃までの温度範囲に加熱可能な、第2誘導コイルによる第2誘導加熱機構が設けられる第3加熱帯、および
鋼帯を、前記目標キュリー温度よりも高い温度に加熱可能な、ガス加熱または電気加熱による第2輻射加熱機構が設けられる第4加熱帯、に区画される。


重量%で、化学元素の含有量がC:0.035~0.120%、Si:2.9~4.5%、Mn:0.05~0.20%、P:0.005~0.050%、S:0.005~0.012%、Als:0.015~0.035%、N:0.001~0.010%、Cr:0.05~0.30%、Sn:0.005~0.200%、V:≦0.0100%、Ti:≦0.0100%である鋼板スラブは、以下の工程により製造される。鋼板スラブを1150℃で加熱した後に厚さ2.3mmに熱間圧延した熱間圧延鋼板とする工程、正常化焼鈍工程、冷間圧延の厚さを0.29mmとする目標厚さに冷間圧延する工程、圧延油および鉄分を除去するように冷間圧延鋼帯の表面を洗浄する工程、連続脱炭焼鈍ラインがそれぞれ従来の輻射管、中国特許(CN101652485A)および本発明の実施例の焼鈍設備を使用して脱炭焼鈍を行う工程、窒化処理工程、鋼板上にMgOコーティングを施してから雰囲気が100%H2、温度が1200℃の条件で20時間の高温焼鈍を行う工程、絶縁コーティングの塗布および加熱延伸平坦化焼鈍を行ってから方向性ケイ素鋼完成品を得る工程。

本実施形態2では、実施形態1と同様の製造工程を採用し、冷間圧延の厚さが0.29mmであった。連続脱炭焼鈍ラインは、本発明の実施例に係る冷間圧延鋼帯の急速加熱装置を使用し、連続脱炭焼鈍ライン速度が90m/minであった。第1加熱帯と第2加熱帯との間に1つの多波長の第1板温度計が設けられ、第2加熱帯と第3加熱帯との間に1つの多波長の第2板温度計が設けられ、第3加熱帯与第4加熱帯との間に2つの多波長の第3板温度計が設けられた。ここで、表2では異なる誘導加熱電力制御方式での板温状況を統計した。

本実施形態3は、実施形態1と同様の製造工程を採用するが、第2加熱帯および第3加熱帯の制御方式を変更したものである。ここで、比較例7と比較例8では、従来の輻射管加熱方式を採用し、比較例9~比較例11では、いずれも中国特許(CN101652485A)の焼鈍設備の加熱方式を採用した。実施例9~比較例13では、本発明の実施例に係る冷間圧延鋼帯の急速加熱装置により加熱し、第1誘導加熱機構を設置し、板温フィードバック電力制御方式を採用し、第2誘導加熱機構がインピーダンス補償電力制御方式を採用した。上記試験の試験データを採取することにより、表3を得た。

Claims (10)
- 加熱ゾーンと均熱ゾーンと冷却ゾーンとを備える冷間圧延鋼帯の連続焼鈍設備であって、
前記加熱ゾーンが、被加熱鋼帯の移動方向に沿って順に、
前記鋼帯を、200℃から目標キュリー温度-100℃までの温度範囲に加熱する、ガス加熱または電気加熱による第1輻射加熱機構が設けられる第1加熱帯、
前記鋼帯を、300℃から前記目標キュリー温度-50℃までの温度範囲に加熱する、第1誘導コイルによる第1誘導加熱機構が設けられる第2加熱帯、
前記鋼帯を、前記目標キュリー温度-30℃から前記目標キュリー温度-3℃までの温度範囲に加熱する、第2誘導コイルによる第2誘導加熱機構が設けられる第3加熱帯、および
鋼帯を、前記目標キュリー温度よりも高い温度に加熱する、ガス加熱または電気加熱による第2輻射加熱機構が設けられる第4加熱帯、
に区画されることを特徴とする冷間圧延鋼帯の連続焼鈍設備。 - 前記第1加熱帯と前記第2加熱帯との間に少なくとも1つの多波長の第1板温度計が設けられ、前記第2加熱帯と前記第3加熱帯との間に少なくとも1つの多波長の第2板温度計が設けられ、前記第3加熱帯と前記第4加熱帯との間に少なくとも1つの多波長の第3板温度計が設けられていることを特徴とする請求項1に記載の冷間圧延鋼帯の連続焼鈍設備。
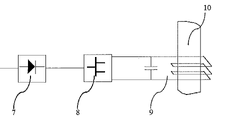
- 前記第1誘導加熱機構が、順次接続された第1整流器と、第1インバータと、第1誘導コイルを含む第1発振回路とを備え、前記第1インバータが、前記第1整流器から供給される第1直流電力を受けて第1高周波電流に変換して前記第1発振回路に供給するものであり、
前記第2誘導加熱機構が、順次接続された第2整流器と、第2インバータと、第2誘導コイルを含む第2発振回路とを備え、前記第2インバータが、前記第2整流器から供給される第2直流電力を受けて第2高周波電流に変換して前記第2発振回路に供給するものであることを特徴とする請求項1に記載の冷間圧延鋼帯の連続焼鈍設備。 - 前記第1誘導加熱機構と第2誘導加熱機構の電流周波数の範囲が100~1000KHzであることを特徴とする請求項1に記載の冷間圧延鋼帯の連続焼鈍設備。
- 請求項1~4のいずれか1項に記載の冷間圧延鋼帯の連続焼鈍設備を用いて被加熱鋼帯を加熱することを特徴とする冷間圧延鋼帯の連続焼鈍方法。
- 第1加熱帯出口における第1目標板温を400~550℃とすることを特徴とする請求項5に記載の冷間圧延鋼帯の連続焼鈍方法。
- 第3加熱帯の昇温速度に応じて第2加熱帯出口における第2目標板温を設定し、前記第3加熱帯の昇温速度を50~150℃/sとすることを特徴とする請求項5に記載の冷間圧延鋼帯の連続焼鈍方法。
- 前記第2加熱帯の電力制御方法として、前記第2目標板温と第2板温度計の検出値との比較結果に基づき、前記第2加熱帯の加熱電力を調整することを特徴とする請求項7に記載の冷間圧延鋼帯の連続焼鈍方法。
- 前記第3加熱帯の電力制御方法として、前記第3加熱帯の初期電力と前記第3加熱帯出口における第3目標板温を設定し、前記第3目標板温と第3板温度計の検出値との比較結果に基づき、前記初期電力に応じて前記第3加熱帯の加熱電力を調整することを特徴とする請求項5に記載の冷間圧延鋼帯の連続焼鈍方法。
- 前記第3加熱帯の電力制御方法として、前記第3加熱帯の目標インピーダンスを設定し、前記目標インピーダンスと前記第3加熱帯の動作インピーダンスとの比較結果に基づき、前記第3加熱帯の加熱電力を調整することを特徴とする請求項5に記載の冷間圧延鋼帯の連続焼鈍方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201711004691.2 | 2017-10-24 | ||
| CN201711004691.2A CN109694946B (zh) | 2017-10-24 | 2017-10-24 | 快速加热冷轧带钢的装置与方法 |
| PCT/CN2018/087069 WO2019080482A1 (zh) | 2017-10-24 | 2018-05-16 | 快速加热冷轧带钢的装置与方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2020534435A JP2020534435A (ja) | 2020-11-26 |
| JP2020534435A5 JP2020534435A5 (ja) | 2021-07-26 |
| JP7117372B2 true JP7117372B2 (ja) | 2022-08-12 |
Family
ID=66229357
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020516851A Active JP7117372B2 (ja) | 2017-10-24 | 2018-05-16 | 冷間圧延鋼帯の急速加熱装置および方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US11352680B2 (ja) |
| EP (1) | EP3702476A4 (ja) |
| JP (1) | JP7117372B2 (ja) |
| KR (1) | KR20200047613A (ja) |
| CN (1) | CN109694946B (ja) |
| AU (1) | AU2018357807B2 (ja) |
| CA (1) | CA3075200C (ja) |
| WO (1) | WO2019080482A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7464799B2 (ja) | 2020-04-28 | 2024-04-09 | ファナック株式会社 | ロボットシステム |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109609747B (zh) * | 2018-12-11 | 2022-01-25 | 信达科创(唐山)石油设备有限公司 | 一种连续油管的均质处理工艺 |
| CN110257600B (zh) * | 2019-06-28 | 2021-02-09 | 浙江康盛股份有限公司 | 一种超低碳钢管退火工艺及其装置 |
| CN111354839B (zh) * | 2020-04-08 | 2021-09-10 | 湖南红太阳光电科技有限公司 | 一种退火炉的加热控制方法及退火炉 |
| WO2021225078A1 (ja) * | 2020-05-08 | 2021-11-11 | 中外炉工業株式会社 | 連続熱処理設備の制御方法 |
| DE102021201616A1 (de) * | 2020-05-29 | 2021-12-02 | Sms Group Gmbh | Verfahren zum rekristallisierenden Glühen eines nicht-kornorientierten Elektrobandes |
| CN113088679B (zh) * | 2021-03-15 | 2022-09-13 | 鞍钢集团北京研究院有限公司 | 冷轧连续退火炉炉温升降速率设定方法 |
| CN113201642A (zh) * | 2021-04-30 | 2021-08-03 | 上海江南轧辊有限公司 | 一种冷轧辊辊面热处理方法及热处理系统 |
| CN113275388A (zh) * | 2021-05-17 | 2021-08-20 | 日照钢铁控股集团有限公司 | 一种热轧薄带钢生产的控温系统及方法 |
| CN115354141B (zh) * | 2022-08-09 | 2023-10-20 | 首钢智新迁安电磁材料有限公司 | 一种加热炉功率的控制方法、装置、电子设备及介质 |
| TWI823707B (zh) * | 2022-12-08 | 2023-11-21 | 中國鋼鐵股份有限公司 | 熱軋精軋機間之溫度檢測裝置及其檢測方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008255422A (ja) | 2007-04-05 | 2008-10-23 | Nippon Steel Corp | キュリー点を有する鋼帯の連続焼鈍方法および連続焼鈍設備 |
| JP2008266727A (ja) | 2007-04-20 | 2008-11-06 | Nippon Steel Corp | 誘導加熱設備 |
| JP2009221577A (ja) | 2008-03-18 | 2009-10-01 | Nippon Steel Corp | キュリー点を有する鋼帯の連続焼鈍方法及び連続焼鈍設備 |
| JP2009221578A (ja) | 2008-03-18 | 2009-10-01 | Nippon Steel Corp | キュリー点を有する鋼帯の連続焼鈍方法及び連続焼鈍設備 |
| CN104775021A (zh) | 2014-01-10 | 2015-07-15 | 宝山钢铁股份有限公司 | 碳钢薄板连退产线快速加热方法及装置 |
| JP2015181114A (ja) | 2009-07-21 | 2015-10-15 | 高周波熱錬株式会社 | 高周波焼入れ異常判定装置及び方法 |
| WO2015174361A1 (ja) | 2014-05-12 | 2015-11-19 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3150450B2 (ja) * | 1992-10-13 | 2001-03-26 | 三菱重工業株式会社 | 高周波誘導加熱電源装置 |
| US5770838A (en) * | 1996-09-11 | 1998-06-23 | Drever Company | Induction heaters to improve transitions in continuous heating system, and method |
| US6180933B1 (en) * | 2000-02-03 | 2001-01-30 | Bricmont, Inc. | Furnace with multiple electric induction heating sections particularly for use in galvanizing line |
| PL2133436T3 (pl) * | 2007-04-05 | 2019-04-30 | Nippon Steel & Sumitomo Metal Corp | Sposób wyżarzania ciągłego taśmy stalowej mającej temperaturę Curie oraz urządzenie do jej wyżarzania ciągłego |
| JP2010222631A (ja) | 2009-03-23 | 2010-10-07 | Kobe Steel Ltd | 鋼板連続焼鈍設備および鋼板連続焼鈍設備の運転方法 |
| CN102268516B (zh) * | 2010-06-07 | 2013-05-01 | 鞍钢股份有限公司 | 高碳含量中低牌号冷轧无取向硅钢脱碳退火工艺 |
| CN102560070B (zh) * | 2012-01-10 | 2013-08-28 | 山西太钢不锈钢股份有限公司 | 一种消除冷轧硅钢连续退火炉无氧化水印缺陷的方法 |
| CN104603298A (zh) | 2012-09-03 | 2015-05-06 | 杰富意钢铁株式会社 | 连续退火设备的急速加热装置 |
| CN102876880A (zh) * | 2012-09-26 | 2013-01-16 | 攀钢集团攀枝花钢钒有限公司 | 立式镀锌退火炉的加热控制方法 |
| JP2014175082A (ja) * | 2013-03-06 | 2014-09-22 | Jfe Steel Corp | 誘導加熱装置および誘導加熱方法 |
| TW201512168A (zh) | 2013-07-29 | 2015-04-01 | Rohm & Haas | 氧化酯化方法 |
| CN105648164B (zh) * | 2014-11-14 | 2018-03-09 | 宝山钢铁股份有限公司 | 适用于任意翘曲度钢板的感应加热方法和装置 |
| KR102405172B1 (ko) * | 2014-11-24 | 2022-06-02 | 주식회사 포스코 | 규소강판 잔류응력 제거용 소둔로 장치 |
| JP6296242B2 (ja) * | 2014-11-25 | 2018-03-20 | Jfeスチール株式会社 | 薄鋼板の加熱方法および連続焼鈍設備 |
| CN105369125B (zh) * | 2015-12-07 | 2018-06-26 | 武汉钢铁有限公司 | 一种无取向高硅钢薄板及制备方法 |
-
2017
- 2017-10-24 CN CN201711004691.2A patent/CN109694946B/zh active Active
-
2018
- 2018-05-16 KR KR1020207008811A patent/KR20200047613A/ko not_active Application Discontinuation
- 2018-05-16 EP EP18871319.2A patent/EP3702476A4/en active Pending
- 2018-05-16 WO PCT/CN2018/087069 patent/WO2019080482A1/zh unknown
- 2018-05-16 JP JP2020516851A patent/JP7117372B2/ja active Active
- 2018-05-16 US US16/650,074 patent/US11352680B2/en active Active
- 2018-05-16 AU AU2018357807A patent/AU2018357807B2/en active Active
- 2018-05-16 CA CA3075200A patent/CA3075200C/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008255422A (ja) | 2007-04-05 | 2008-10-23 | Nippon Steel Corp | キュリー点を有する鋼帯の連続焼鈍方法および連続焼鈍設備 |
| JP2008266727A (ja) | 2007-04-20 | 2008-11-06 | Nippon Steel Corp | 誘導加熱設備 |
| JP2009221577A (ja) | 2008-03-18 | 2009-10-01 | Nippon Steel Corp | キュリー点を有する鋼帯の連続焼鈍方法及び連続焼鈍設備 |
| JP2009221578A (ja) | 2008-03-18 | 2009-10-01 | Nippon Steel Corp | キュリー点を有する鋼帯の連続焼鈍方法及び連続焼鈍設備 |
| JP2015181114A (ja) | 2009-07-21 | 2015-10-15 | 高周波熱錬株式会社 | 高周波焼入れ異常判定装置及び方法 |
| CN104775021A (zh) | 2014-01-10 | 2015-07-15 | 宝山钢铁股份有限公司 | 碳钢薄板连退产线快速加热方法及装置 |
| WO2015174361A1 (ja) | 2014-05-12 | 2015-11-19 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7464799B2 (ja) | 2020-04-28 | 2024-04-09 | ファナック株式会社 | ロボットシステム |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2018357807A1 (en) | 2020-04-02 |
| AU2018357807B2 (en) | 2021-11-18 |
| JP2020534435A (ja) | 2020-11-26 |
| CA3075200C (en) | 2023-03-14 |
| KR20200047613A (ko) | 2020-05-07 |
| US20200291501A1 (en) | 2020-09-17 |
| EP3702476A1 (en) | 2020-09-02 |
| EP3702476A4 (en) | 2021-04-28 |
| CA3075200A1 (en) | 2019-05-02 |
| US11352680B2 (en) | 2022-06-07 |
| CN109694946B (zh) | 2020-06-23 |
| WO2019080482A1 (zh) | 2019-05-02 |
| CN109694946A (zh) | 2019-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7117372B2 (ja) | 冷間圧延鋼帯の急速加熱装置および方法 | |
| CN101652485B (zh) | 具有居里点的钢带的连续退火方法以及连续退火设备 | |
| CN105521996A (zh) | 一种镁合金带材热辊加热轧制装置及方法 | |
| MX2015002539A (es) | Aparato de calentamiento rapido de linea de recocido continuo. | |
| JP5293022B2 (ja) | 連続焼鈍炉における温度制御方法および連続焼鈍炉 | |
| JP5217543B2 (ja) | キュリー点を有する鋼帯の連続焼鈍方法及び連続焼鈍設備 | |
| JP5135534B2 (ja) | キュリー点を有する鋼帯の連続焼鈍方法および連続焼鈍設備 | |
| EP2957651B1 (en) | Method and device for nitriding grain-oriented electrical steel sheet | |
| KR102075245B1 (ko) | 전기 강판의 철손 저감 예측 장치 | |
| CN101811143B (zh) | 一种待轧保温铸坯温度控制方法 | |
| CN101543836B (zh) | 微应力热轧板的生产方法及其设备 | |
| JP5217542B2 (ja) | キュリー点を有する鋼帯の連続焼鈍方法及び連続焼鈍設備 | |
| CN1232675C (zh) | 电解电容器铝箔连续退火工艺 | |
| CN101972780A (zh) | 热轧钛材铸坯温度控制方法 | |
| JP3945161B2 (ja) | 厚鋼板の熱処理方法 | |
| CN110343821A (zh) | 一种防止带钢在过时效段瓢曲的控制方法 | |
| JPS5944367B2 (ja) | 水焼入連続焼鈍法 | |
| CN114480829B (zh) | 热处理试板模拟不同厚度过程设备热处理工艺的方法 | |
| WO2024009783A1 (ja) | 熱延鋼帯の焼鈍方法及びその焼鈍方法を用いた電磁鋼板の製造方法 | |
| JPH0762447A (ja) | 高品質加工用冷延鋼板の製造方法 | |
| JP2005120409A (ja) | 鋼板長手方向の材質均一性に優れた高強度鋼板の製造方法 | |
| CN104308472B (zh) | 一种千分尺的制造方法 | |
| JPS62124233A (ja) | 深絞り用極低炭素鋼の連続焼鈍方法及び装置 | |
| KR20130063298A (ko) | 연속 소둔로 | |
| CN104511483A (zh) | 一种热轧带钢板形补偿轧制方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200323 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210316 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20210608 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20210608 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211130 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220218 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220712 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220801 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7117372 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |