JP7067563B2 - 鋼板積層体の製造方法及び成形鋼板積層体 - Google Patents
鋼板積層体の製造方法及び成形鋼板積層体 Download PDFInfo
- Publication number
- JP7067563B2 JP7067563B2 JP2019543435A JP2019543435A JP7067563B2 JP 7067563 B2 JP7067563 B2 JP 7067563B2 JP 2019543435 A JP2019543435 A JP 2019543435A JP 2019543435 A JP2019543435 A JP 2019543435A JP 7067563 B2 JP7067563 B2 JP 7067563B2
- Authority
- JP
- Japan
- Prior art keywords
- steel sheet
- molded
- laminate
- steel plate
- molded steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910000831 Steel Inorganic materials 0.000 title claims description 186
- 239000010959 steel Substances 0.000 title claims description 186
- 238000004519 manufacturing process Methods 0.000 title claims description 29
- 238000004080 punching Methods 0.000 claims description 35
- 238000010030 laminating Methods 0.000 claims description 26
- 238000000034 method Methods 0.000 claims description 24
- 230000002093 peripheral effect Effects 0.000 claims description 22
- 238000005520 cutting process Methods 0.000 claims description 13
- 238000000465 moulding Methods 0.000 claims description 9
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 20
- 238000010586 diagram Methods 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 239000000470 constituent Substances 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 230000014509 gene expression Effects 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910000976 Electrical steel Inorganic materials 0.000 description 1
- 229910000576 Laminated steel Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
Images








Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/18—Means for mounting or fastening magnetic stationary parts on to, or to, the stator structures
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Manufacture Of Motors, Generators (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
Description
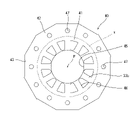
する固定子コア31の製造方法について説明する。
により、固定子コア積層体70を複数の分割コア32に分割することができる。
Claims (7)
- 鋼板を打ち抜き成形することによって、製品部と、前記製品部の外側に配置されるスクラップ部と、前記スクラップ部の外縁に配置される切り欠き部と、を有する複数の成形鋼板を成形する成形工程と、
前記複数の成形鋼板を、厚み方向に積層することにより、成形鋼板積層体を得る成形鋼板積層工程と、
前記成形鋼板積層体から環状の切断位置に沿って前記スクラップ部を切断することによって鋼板積層体を得る積層体加工工程と、
を有する、鋼板積層体の製造方法。 - 前記成形工程は、前記成形鋼板の厚み方向の全体に前記切り欠き部を成形する、請求項1に記載の鋼板積層体の製造方法。
- 前記成形工程は、前記切り欠き部を、前記スクラップ部の外周縁に1箇所成形する、請求項1又は2に記載の鋼板積層体の製造方法。
- 成形鋼板積層工程は、前記複数の成形鋼板を、少なくとも一部の成形鋼板が他の成形鋼板とは周方向に異なる位置で積層する、請求項1から3のいずれか1つに記載の鋼板積層体の製造方法。
- 前記成形鋼板は、周方向に所定の角度ごとに配置された複数のティースを有するモータ用の電磁鋼板であり、
前記成形鋼板積層工程は、前記複数の成形鋼板を、前記所定の角度に応じて周方向に異なる位置で積層する、請求項1から4のいずれか1つに記載の鋼板積層体の製造方法。 - 前記成形工程は、前記スクラップ部に、前記所定の角度に応じて位置合わせ用の貫通孔を形成する、請求項5に記載の鋼板積層体の製造方法。
- 鋼板の打ち抜き成形によって得られた複数枚の成形鋼板が厚み方向に積層された成形鋼板積層体において、
前記成形鋼板は、
製品部と、
前記製品部の外周側に位置するスクラップ部と、
前記スクラップ部の外周縁に位置する切り欠き部とを備え、
前記製品部と前記スクラップ部との境界は環状の切断位置であり、
成形鋼板を中心軸周りに周方向に移動させることで、前記切り欠き部が他の成形鋼板の前記切り欠き部と異なる周方向位置に積層された、成形鋼板積層体。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017183311 | 2017-09-25 | ||
| JP2017183311 | 2017-09-25 | ||
| PCT/JP2018/025013 WO2019058703A1 (ja) | 2017-09-25 | 2018-07-02 | 鋼板積層体の製造方法及び成形鋼板積層体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2019058703A1 JPWO2019058703A1 (ja) | 2020-10-15 |
| JP7067563B2 true JP7067563B2 (ja) | 2022-05-16 |
Family
ID=65811188
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019543435A Active JP7067563B2 (ja) | 2017-09-25 | 2018-07-02 | 鋼板積層体の製造方法及び成形鋼板積層体 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7067563B2 (ja) |
| CN (1) | CN111033981B (ja) |
| WO (1) | WO2019058703A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021097493A (ja) * | 2019-12-17 | 2021-06-24 | 日本電産株式会社 | モータ製造ラインおよびモータ製造方法 |
| WO2024209675A1 (ja) * | 2023-04-07 | 2024-10-10 | 黒田精工株式会社 | 積層コアの製造方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012223035A (ja) | 2011-04-13 | 2012-11-12 | Mitsubishi Electric Corp | 回転電機の積層鉄心部材 |
| JP2012223034A (ja) | 2011-04-13 | 2012-11-12 | Mitsubishi Electric Corp | 回転電機の積層鉄心部材 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6026496Y2 (ja) * | 1980-01-09 | 1985-08-09 | 株式会社安川電機 | 回転電機の積層鉄心 |
| JPS5795158A (en) * | 1980-12-02 | 1982-06-12 | Toshiba Corp | Rotary electric machine |
| JP3180687B2 (ja) * | 1996-10-16 | 2001-06-25 | 三菱電機株式会社 | 積層コアおよび該積層コアの製造方法 |
| WO2010082465A1 (ja) * | 2009-01-14 | 2010-07-22 | 三菱電機株式会社 | 積層コアの製造方法及びその製造治具 |
| CN101719705B (zh) * | 2009-12-16 | 2012-06-20 | 陈石云 | 旋转电机定子铁芯片的定向冲剪加工方法 |
| JP5688919B2 (ja) * | 2010-05-11 | 2015-03-25 | 株式会社三井ハイテック | 積層鉄心の製造方法 |
| JP5570374B2 (ja) * | 2010-09-29 | 2014-08-13 | 本田技研工業株式会社 | 積層体製造方法及び積層体製造装置 |
| JP6509373B2 (ja) * | 2015-12-15 | 2019-05-08 | 三菱電機株式会社 | コアシート、分割積層コアおよび固定子並びに分割積層コアの製造方法 |
| CN107052135A (zh) * | 2017-05-27 | 2017-08-18 | 宁波鸿达电机模具有限公司 | 大拼块槽型凹模的防跳废料结构 |
-
2018
- 2018-07-02 CN CN201880053785.5A patent/CN111033981B/zh active Active
- 2018-07-02 JP JP2019543435A patent/JP7067563B2/ja active Active
- 2018-07-02 WO PCT/JP2018/025013 patent/WO2019058703A1/ja active Application Filing
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012223035A (ja) | 2011-04-13 | 2012-11-12 | Mitsubishi Electric Corp | 回転電機の積層鉄心部材 |
| JP2012223034A (ja) | 2011-04-13 | 2012-11-12 | Mitsubishi Electric Corp | 回転電機の積層鉄心部材 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN111033981A (zh) | 2020-04-17 |
| CN111033981B (zh) | 2022-10-28 |
| JPWO2019058703A1 (ja) | 2020-10-15 |
| WO2019058703A1 (ja) | 2019-03-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5130196B2 (ja) | モータコア | |
| JP7067563B2 (ja) | 鋼板積層体の製造方法及び成形鋼板積層体 | |
| JP7047847B2 (ja) | 固定子コア製造方法、固定子コアを備えたモータの製造方法、固定子コア製造装置及び積層部材の製造方法 | |
| CN110140286B (zh) | 转子铁芯的制造方法、转子以及马达 | |
| JP2018074638A (ja) | ステータ、モータ、およびステータの製造方法 | |
| JP6136477B2 (ja) | 回転電機およびその製造方法 | |
| JP5291774B2 (ja) | 積層鉄心の製造方法及び製造装置 | |
| US7197823B2 (en) | Method for manufacturing cylindrical members and method for manufacturing motors having the cylindrical member | |
| JP7067564B2 (ja) | 固定子コア製造方法 | |
| JP6508102B2 (ja) | 回転電機、および分割ステータ鋼板の製造方法 | |
| JP4912088B2 (ja) | 積層鉄心の製造方法および製造装置 | |
| JP6045638B2 (ja) | 積層鉄心の製造方法 | |
| WO2019159847A1 (ja) | コア部材製造方法及びコア部材 | |
| JP2019017169A (ja) | 回転電機 | |
| WO2020195157A1 (ja) | 固定子コア板製造方法、固定子コア板、固定子コア及び金型 | |
| JP6945955B2 (ja) | 角度検出器、及び角度検出器の製造方法 | |
| WO2023182257A1 (ja) | 固定子コアの製造方法、固定子コア及びモータ | |
| WO2023182256A1 (ja) | 固定子コアの製造方法、固定子コア、及び、モータ | |
| KR20190069972A (ko) | 로터 코어부재의 동심도 설정방법 | |
| JP2003088012A (ja) | コアシート、コアシートの製造方法及びステータ並びに電動機 | |
| WO2022209252A1 (ja) | Ipmモータ用ロータの製造方法及びipmモータ用ロータ | |
| WO2023162996A1 (ja) | 固定子コアの製造方法及び固定子コア | |
| JP2022044485A (ja) | ステータコア及びステータコアの製造方法 | |
| JPH08214510A (ja) | ステーターの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201222 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211207 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220127 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220329 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220411 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7067563 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |