JP7006881B2 - 切削工具およびその製造方法 - Google Patents
切削工具およびその製造方法 Download PDFInfo
- Publication number
- JP7006881B2 JP7006881B2 JP2019537921A JP2019537921A JP7006881B2 JP 7006881 B2 JP7006881 B2 JP 7006881B2 JP 2019537921 A JP2019537921 A JP 2019537921A JP 2019537921 A JP2019537921 A JP 2019537921A JP 7006881 B2 JP7006881 B2 JP 7006881B2
- Authority
- JP
- Japan
- Prior art keywords
- top surface
- diamond layer
- cutting tool
- protrusions
- cutting edge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005520 cutting process Methods 0.000 title claims description 218
- 238000004519 manufacturing process Methods 0.000 title claims description 23
- 229910003460 diamond Inorganic materials 0.000 claims description 73
- 239000010432 diamond Substances 0.000 claims description 73
- 239000000463 material Substances 0.000 claims description 40
- 238000010884 ion-beam technique Methods 0.000 claims description 25
- 238000000034 method Methods 0.000 claims description 23
- 230000001678 irradiating effect Effects 0.000 claims description 7
- 239000011248 coating agent Substances 0.000 claims description 6
- 238000000576 coating method Methods 0.000 claims description 6
- 239000000758 substrate Substances 0.000 claims description 3
- 230000002093 peripheral effect Effects 0.000 description 12
- 239000004918 carbon fiber reinforced polymer Substances 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000000992 sputter etching Methods 0.000 description 3
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 241000237509 Patinopecten sp. Species 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 239000011195 cermet Substances 0.000 description 2
- 229910017052 cobalt Inorganic materials 0.000 description 2
- 239000010941 cobalt Substances 0.000 description 2
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- -1 oxygen ions Chemical class 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 235000020637 scallop Nutrition 0.000 description 2
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 2
- 241000251468 Actinopterygii Species 0.000 description 1
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical compound [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910002091 carbon monoxide Inorganic materials 0.000 description 1
- 238000005229 chemical vapour deposition Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/005—Geometry of the chip-forming or the clearance planes, e.g. tool angles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/18—Cutting tools of which the bits or tips or cutting inserts are of special material with cutting bits or tips or cutting inserts rigidly mounted, e.g. by brazing
- B23B27/20—Cutting tools of which the bits or tips or cutting inserts are of special material with cutting bits or tips or cutting inserts rigidly mounted, e.g. by brazing with diamond bits or cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/10—Shank-type cutters, i.e. with an integral shaft
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/28—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass cutting tools
- B23P15/34—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass cutting tools milling cutters
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/22—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the deposition of inorganic material, other than metallic material
- C23C16/26—Deposition of carbon only
- C23C16/27—Diamond only
- C23C16/271—Diamond only using hot filaments
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/56—After-treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
- C23C30/005—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process on hard metal substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2226/00—Materials of tools or workpieces not comprising a metal
- B23B2226/31—Diamond
- B23B2226/315—Diamond polycrystalline [PCD]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2228/00—Properties of materials of tools or workpieces, materials of tools or workpieces applied in a specific manner
- B23B2228/04—Properties of materials of tools or workpieces, materials of tools or workpieces applied in a specific manner applied by chemical vapour deposition [CVD]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2228/00—Properties of materials of tools or workpieces, materials of tools or workpieces applied in a specific manner
- B23B2228/10—Coatings
- B23B2228/105—Coatings with specified thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2226/00—Materials of tools or workpieces not comprising a metal
- B23C2226/31—Diamond
- B23C2226/315—Diamond polycrystalline [PCD]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2228/00—Properties of materials of tools or workpieces, materials of tools or workpieces applied in a specific manner
- B23C2228/04—Properties of materials of tools or workpieces, materials of tools or workpieces applied in a specific manner applied by chemical vapour deposition [CVD]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2228/00—Properties of materials of tools or workpieces, materials of tools or workpieces applied in a specific manner
- B23C2228/10—Coating
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Geometry (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Description
前記先行技術におけるダイヤモンド被覆切削工具においては、工具寿命が短いという課題があった。
本発明の一態様によれば、工具寿命を向上可能な切削工具を提供することができる。
まず、本発明の実施形態の概要について説明する。
以下、図面に基づいて本発明の実施形態の詳細について説明する。なお、以下の図面において同一または相当する部分には同一の参照番号を付し、その説明は繰返さない。また、以下に記載する実施形態の少なくとも一部を任意に組み合わせてもよい。
まず、第1実施形態に係る切削工具100の構成について説明する。図1は、第1実施形態に係る切削工具の構成を示す斜視模式図である。図2は、第1実施形態に係る切削工具の構成を示す正面模式図である。
図6は、第1実施形態に係る切削工具の製造方法を概略的に示すフロー図である。第1実施形態に係る切削工具の製造方法は、基材にダイヤモンド層を被覆する工程(S10:図6)と、イオンビームによりダイヤモンド層の一部を除去する工程(S20:図6)とを主に含んでいる。
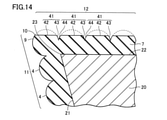
第1実施形態に係る切削工具100によれば、複数の第1突起部1の各々は、切れ刃10から離れるにつれて頂面22に垂直な方向の高さが大きくなる第1傾斜部2を有している。そのため、切屑がすくい面12の第1傾斜部2上を滑らかに通過することができる。結果として、切屑の排出性が向上する。よって、切削工具の損傷が低減され、工具寿命を向上することができる。
次に、第2実施形態に係る切削工具100の構成について説明する。以下においては、第1実施形態に係る切削工具100と異なる構成について主に説明し、同様の説明については繰り返さない。
次に、第3実施形態に係る切削工具100の構成について説明する。以下においては、第1実施形態に係る切削工具100と異なる構成について主に説明し、同様の説明については繰り返さない。




Claims (8)
- 基材と、前記基材を被覆しているダイヤモンド層とを備えた切削工具であって、
前記ダイヤモンド層は、すくい面と、前記すくい面に連なる逃げ面とを含み、
前記すくい面と前記逃げ面との稜線は、切れ刃を構成し、
前記基材は、前記すくい面と対向する頂面を含み、
前記頂面に対して垂直な方向から見て、前記すくい面は、複数の突起部を含み、
前記切れ刃の延在方向に対して垂直な断面において、前記複数の突起部の各々は、傾斜部と、前記傾斜部に連なる曲率部とを有しており、
前記断面において、前記傾斜部は、前記切れ刃から離れるにつれて前記頂面に垂直な方向の高さが大きくなり、
前記断面において、前記複数の突起部の各々の高さは、1μm以上である、切削工具。 - 前記基材は、前記逃げ面と対向する側面をさらに含み、
前記側面に対して垂直な方向における前記側面に接している前記ダイヤモンド層の部分の厚みは、前記頂面に対して垂直な方向における前記頂面に接している前記ダイヤモンド層の部分の厚みよりも大きい、請求項1に記載の切削工具。 - 前記頂面に対して垂直な方向から見て、前記傾斜部の法線を前記頂面に投影した直線と、前記頂面に平行な方向における前記切れ刃の法線とがなす角度は、80°以下である、請求項1または請求項2に記載の切削工具。
- 前記頂面に対して垂直な方向から見て、前記複数の突起部は、前記切れ刃から2mm以内の領域にわたって設けられている、請求項1から請求項3のいずれか1項に記載の切削工具。
- 前記断面において、前記切れ刃の曲率半径は、0.01μm以上50μm以下である、請求項1から請求項4のいずれか1項に記載の切削工具。
- 基材にダイヤモンド層を被覆する工程と、
イオンビームにより前記ダイヤモンド層の一部を除去する工程とを備えた切削工具の製造方法であって、
前記切削工具は、すくい面と、前記すくい面に連なる逃げ面とを有し、
前記すくい面と前記逃げ面との稜線は、切れ刃を構成し、
前記基材は、前記すくい面と対向する頂面と、前記逃げ面と対向する側面とを有し、
前記ダイヤモンド層を被覆する工程においては、前記ダイヤモンド層の表面が複数の突起部によって形成され、
前記ダイヤモンド層の一部を除去する工程においては、前記頂面を上側に向け、かつ前記頂面と前記側面との稜線を左側に向けた場合に、左上側から前記頂面に対して傾斜する方向に前記イオンビームが照射されることで前記複数の突起部の各々の一部が除去され、
前記ダイヤモンド層の一部を除去する工程後において、
前記切れ刃の延在方向に対して垂直な断面における、前記複数の突起部の各々の高さは、1μm以上である、切削工具の製造方法。 - 前記ダイヤモンド層の一部を除去する工程後において、
前記側面に対して垂直な方向における前記側面に接している前記ダイヤモンド層の部分の厚みは、前記頂面に対して垂直な方向における前記頂面に接している前記ダイヤモンド層の部分の厚みよりも大きい、請求項6に記載の切削工具の製造方法。 - 前記ダイヤモンド層の一部を除去する工程においては、前記基材を回転させることなく行われる、請求項6または請求項7に記載の切削工具の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017159279 | 2017-08-22 | ||
| JP2017159279 | 2017-08-22 | ||
| PCT/JP2018/018739 WO2019039005A1 (ja) | 2017-08-22 | 2018-05-15 | 切削工具およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2019039005A1 JPWO2019039005A1 (ja) | 2020-09-17 |
| JP7006881B2 true JP7006881B2 (ja) | 2022-01-24 |
Family
ID=65438541
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019537921A Active JP7006881B2 (ja) | 2017-08-22 | 2018-05-15 | 切削工具およびその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11554421B2 (ja) |
| EP (1) | EP3674022A4 (ja) |
| JP (1) | JP7006881B2 (ja) |
| CN (1) | CN110997203B (ja) |
| TW (1) | TW201912271A (ja) |
| WO (1) | WO2019039005A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190022471A (ko) * | 2016-06-29 | 2019-03-06 | 스미또모 덴꼬오 하드메탈 가부시끼가이샤 | 절삭 공구 |
| EP4008474B1 (en) * | 2019-08-01 | 2024-07-17 | Sumitomo Electric Hardmetal Corp. | Method for manufacturing a cutting tool, and the cutting tool |
| JP7362925B2 (ja) * | 2020-06-22 | 2023-10-17 | 住友電工ハードメタル株式会社 | 工具及び工具の製造方法 |
| EP4180156A4 (en) * | 2020-07-09 | 2023-08-16 | Sumitomo Electric Hardmetal Corp. | DIAMOND COATED TOOL AND METHOD OF PRODUCTION |
| EP4279206A1 (de) * | 2022-05-17 | 2023-11-22 | Rollomatic S.A. | Schneidwerkzeug und verfahren zur herstellung eines schneidwerkzeugs |
| GB202301305D0 (en) * | 2023-01-30 | 2023-03-15 | Element Six Uk Ltd | Cutting tool |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005011902A1 (ja) | 2003-07-31 | 2005-02-10 | A.L.M.T.Corp. | ダイヤモンド膜被覆工具およびその製造方法 |
| JP2007307673A (ja) | 2006-05-19 | 2007-11-29 | Osg Corp | ダイヤモンド被覆切削部材、およびその製造方法 |
| JP2011101910A (ja) | 2009-11-10 | 2011-05-26 | Sumitomo Electric Hardmetal Corp | ダイヤモンド被覆切削工具 |
| JP2014226733A (ja) | 2013-05-20 | 2014-12-08 | 日本航空電子工業株式会社 | 刃物工具 |
| JP2015085462A (ja) | 2013-10-31 | 2015-05-07 | ユニオンツール株式会社 | 硬質皮膜被覆切削工具 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009255270A (ja) * | 2008-03-27 | 2009-11-05 | Aisin Aw Co Ltd | 切削工具 |
| JP5536143B2 (ja) * | 2012-06-07 | 2014-07-02 | ユニオンツール株式会社 | 切削工具用ダイヤモンド皮膜 |
| JP5950223B2 (ja) * | 2013-12-03 | 2016-07-13 | 株式会社タンガロイ | 切削工具 |
| JP2017159279A (ja) | 2016-03-11 | 2017-09-14 | 大阪瓦斯株式会社 | 洗浄システム |
| CN106238758A (zh) * | 2016-08-30 | 2016-12-21 | 江苏大学 | 一种自保护控屑刀具及其加工方法 |
-
2018
- 2018-05-15 EP EP18847531.3A patent/EP3674022A4/en not_active Withdrawn
- 2018-05-15 US US16/639,866 patent/US11554421B2/en active Active
- 2018-05-15 CN CN201880054422.3A patent/CN110997203B/zh active Active
- 2018-05-15 WO PCT/JP2018/018739 patent/WO2019039005A1/ja unknown
- 2018-05-15 JP JP2019537921A patent/JP7006881B2/ja active Active
- 2018-05-25 TW TW107117863A patent/TW201912271A/zh unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005011902A1 (ja) | 2003-07-31 | 2005-02-10 | A.L.M.T.Corp. | ダイヤモンド膜被覆工具およびその製造方法 |
| JP2007307673A (ja) | 2006-05-19 | 2007-11-29 | Osg Corp | ダイヤモンド被覆切削部材、およびその製造方法 |
| JP2011101910A (ja) | 2009-11-10 | 2011-05-26 | Sumitomo Electric Hardmetal Corp | ダイヤモンド被覆切削工具 |
| JP2014226733A (ja) | 2013-05-20 | 2014-12-08 | 日本航空電子工業株式会社 | 刃物工具 |
| JP2015085462A (ja) | 2013-10-31 | 2015-05-07 | ユニオンツール株式会社 | 硬質皮膜被覆切削工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110997203B (zh) | 2022-07-08 |
| WO2019039005A1 (ja) | 2019-02-28 |
| TW201912271A (zh) | 2019-04-01 |
| EP3674022A1 (en) | 2020-07-01 |
| EP3674022A4 (en) | 2021-05-19 |
| US11554421B2 (en) | 2023-01-17 |
| US20200361005A1 (en) | 2020-11-19 |
| CN110997203A (zh) | 2020-04-10 |
| JPWO2019039005A1 (ja) | 2020-09-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7006881B2 (ja) | 切削工具およびその製造方法 | |
| JP7067828B2 (ja) | 切削工具 | |
| JP6652496B2 (ja) | ドリルおよびそれを用いた切削加工物の製造方法 | |
| WO2018061408A1 (ja) | 切削工具 | |
| JP6194013B2 (ja) | 切削インサート、切削工具及び被削加工物の製造方法 | |
| TWI750172B (zh) | 切削工具 | |
| CN105555447A (zh) | 切削工具以及切削加工物的制造方法 | |
| JP6144766B2 (ja) | 切削工具、切削工具の製造方法、および切削工具を用いた切削加工物の製造方法 | |
| JP7036437B2 (ja) | 回転切削工具およびその製造方法 | |
| TW201813745A (zh) | 切削工具 | |
| JP6711830B2 (ja) | ドリル及びそれを用いた切削加工物の製造方法 | |
| JP3657546B2 (ja) | ドリル | |
| JP6894069B2 (ja) | ドリル | |
| JP2005022102A (ja) | 脆性材料用切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20201123 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210119 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210318 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20210831 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211109 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20211109 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20211117 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20211124 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211207 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211222 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7006881 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |