JP6997511B2 - 複合材料からなる制動エリアを有する自転車車輪用部品及びその製造方法 - Google Patents
複合材料からなる制動エリアを有する自転車車輪用部品及びその製造方法 Download PDFInfo
- Publication number
- JP6997511B2 JP6997511B2 JP2016197611A JP2016197611A JP6997511B2 JP 6997511 B2 JP6997511 B2 JP 6997511B2 JP 2016197611 A JP2016197611 A JP 2016197611A JP 2016197611 A JP2016197611 A JP 2016197611A JP 6997511 B2 JP6997511 B2 JP 6997511B2
- Authority
- JP
- Japan
- Prior art keywords
- bicycle wheel
- braking
- braking area
- bicycle
- region
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B5/00—Wheels, spokes, disc bodies, rims, hubs, wholly or predominantly made of non-metallic material
- B60B5/02—Wheels, spokes, disc bodies, rims, hubs, wholly or predominantly made of non-metallic material made of synthetic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/40—Removing material taking account of the properties of the material involved
- B23K26/402—Removing material taking account of the properties of the material involved involving non-metallic material, e.g. isolators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C69/00—Combinations of shaping techniques not provided for in a single one of main groups B29C39/00 - B29C67/00, e.g. associations of moulding and joining techniques; Apparatus therefore
- B29C69/001—Combinations of shaping techniques not provided for in a single one of main groups B29C39/00 - B29C67/00, e.g. associations of moulding and joining techniques; Apparatus therefore a shaping technique combined with cutting, e.g. in parts or slices combined with rearranging and joining the cut parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B1/00—Spoked wheels; Spokes thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B1/00—Spoked wheels; Spokes thereof
- B60B1/003—Spoked wheels; Spokes thereof specially adapted for bicycles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B21/00—Rims
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B21/00—Rims
- B60B21/08—Rims characterised by having braking surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/16—Composite materials, e.g. fibre reinforced
- B23K2103/166—Multilayered materials
- B23K2103/172—Multilayered materials wherein at least one of the layers is non-metallic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic material, e.g. metals, not provided for in B23K2103/02 – B23K2103/26
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/08—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2307/00—Use of elements other than metals as reinforcement
- B29K2307/04—Carbon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3091—Bicycles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/32—Wheels, pinions, pulleys, castors or rollers, Rims
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B1/00—Spoked wheels; Spokes thereof
- B60B1/02—Wheels with wire or other tension spokes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B1/00—Spoked wheels; Spokes thereof
- B60B1/06—Wheels with compression spokes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2310/00—Manufacturing methods
- B60B2310/20—Shaping
- B60B2310/204—Shaping by moulding, e.g. injection moulding, i.e. casting of plastics material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2310/00—Manufacturing methods
- B60B2310/20—Shaping
- B60B2310/228—Shaping by machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2310/00—Manufacturing methods
- B60B2310/60—Surface treatment; After treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2360/00—Materials; Physical forms thereof
- B60B2360/30—Synthetic materials
- B60B2360/34—Reinforced plastics
- B60B2360/341—Reinforced plastics with fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2900/00—Purpose of invention
- B60B2900/10—Reduction of
- B60B2900/115—Complexity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2900/00—Purpose of invention
- B60B2900/10—Reduction of
- B60B2900/131—Vibrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2900/00—Purpose of invention
- B60B2900/10—Reduction of
- B60B2900/133—Noise
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2900/00—Purpose of invention
- B60B2900/30—Increase in
- B60B2900/325—Reliability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B3/00—Disc wheels, i.e. wheels with load-supporting disc body
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60Y—INDEXING SCHEME RELATING TO ASPECTS CROSS-CUTTING VEHICLE TECHNOLOGY
- B60Y2200/00—Type of vehicle
- B60Y2200/10—Road Vehicles
- B60Y2200/13—Bicycles; Tricycles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62L—BRAKES SPECIALLY ADAPTED FOR CYCLES
- B62L1/00—Brakes; Arrangements thereof
- B62L1/02—Brakes; Arrangements thereof in which cycle wheels are engaged by brake elements
- B62L1/06—Brakes; Arrangements thereof in which cycle wheels are engaged by brake elements the wheel rim being engaged
- B62L1/10—Brakes; Arrangements thereof in which cycle wheels are engaged by brake elements the wheel rim being engaged by the elements moving substantially parallel to the wheel axis
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Moulding By Coating Moulds (AREA)
- Braking Arrangements (AREA)
- Laser Beam Processing (AREA)
Description
制動体と協働するように構成された少なくとも1つの制動エリアを有し、該制動エリアが、高分子材料内に包埋された構造繊維を含む複合材料を成形することによって形成された自転車車輪用部品
を供給する工程(a)と、
前記少なくとも1つの制動エリアの少なくとも1つの領域の、成形後加工を行う工程(b)とを備え、該工程(b)が、
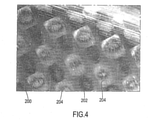
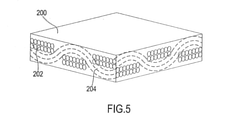
前記領域全体から、前記構造繊維を除去せず高分子材料のみを、前記構造繊維が少なくとも一部前記高分子材料から露出するように除去するステップ(b1)と、
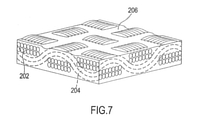
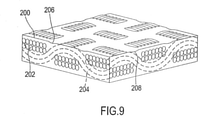
前記構造繊維又は、前記構造繊維及び前記高分子材料を、前記領域内の少なくとも1つの溝に従って除去するステップ(b2)と、
を含む、方法である。
制動体と協働するように構成された少なくとも1つの制動エリアを有し、該制動エリアが、実質的に、高分子材料内に包埋された構造繊維を含む複合材料をからなる自転車車輪用部品であって、
前記少なくとも1つの制動エリアの少なくとも1つの領域において、前記構造繊維が、少なくとも一部前記高分子材料から露出しており、
前記少なくとも1つの制動エリアの前記少なくとも1つの領域が、前記複合材料の前記構造繊維又は、前記構造繊維及び前記高分子材料を通る少なくとも1つの溝を有することを特徴とする、自転車車輪用部品である。
波長:1064nm
定格出力:20W
実出力:100%
焦点長さ:254mm
パルス照射周波数:25kHz
走査速度:1500~4000mm/秒
隣接する走査線間の間隔:0.05~0.075mm
なお、本発明は、実施の態様として以下の内容を含む。
〔態様1〕
制動体(102、116)と協働するように構成された少なくとも1つの制動エリア(42、44、54)を有し、該制動エリアが、高分子材料(200)内に包埋された構造繊維(202、204)を含む複合材料を成形することによって形成された自転車車輪用部品(10、10A、50)を供給する工程(a)と、
前記少なくとも1つの制動エリア(42、44、54)の少なくとも1つの領域の、成形後加工を行う工程(b)とを備え、該工程(b)が、
前記領域全体から、前記構造繊維(202、204)を除去せず高分子材料(200)のみを、前記構造繊維(202、204)が少なくとも一部前記高分子材料(200)から露出するように除去するステップ(b1)と、
前記構造繊維(202、204)又は、前記構造繊維(202、204)及び前記高分子材料(200)を、前記領域内の少なくとも1つの溝(210、212)に従って除去するステップ(b2)と、
を含む、自転車車輪用部品の製造方法。
〔態様2〕
態様1に記載の自転車車輪用部品の製造方法において、前記ステップ(b2)が、溝(210、212)のなすパターンに従って行われる、自転車車輪用部品の製造方法。
〔態様3〕
態様1または2に記載の自転車車輪用部品の製造方法において、前記ステップ(b2)が、ステップ(b1)の後に行われる、自転車車輪用部品の製造方法。
〔態様4〕
態様1から3のいずれか一態様に記載の自転車車輪用部品の製造方法において、ステップ(b1)および/またはステップ(b2)が、近赤外領域のレーザビームを用いた熱分解により行われる、自転車車輪用部品の製造方法。
〔態様5〕
態様4に記載の自転車車輪用部品の製造方法において、ステップ(b1)およびステップ(b2)が、同一のレーザ光源により発せられるレーザビームを介した熱分解により、照射出力、パルス光源の場合にはパルス照射周波数、前記領域の走査数、および走査線間の間隔の少なくとも1つを変化させることによって行われる、自転車車輪用部品の製造方法。
〔態様6〕
態様1から5のいずれか一態様に記載の自転車車輪用部品の製造方法において、前記ステップ(b1)で、60%以上の高分子材料(200)が除去される、自転車車輪用部品の製造方法。
〔態様7〕
態様1から6のいずれか一態様に記載の自転車車輪用部品の製造方法において、ステップ(b2)は、切断された前記構造繊維(202、204)が前記制動エリア(42、44、54)の表面の9%以下、好ましくは約5%を占めるように行われる、自転車車輪用部品の製造方法。
〔態様8〕
制動体(102、116)と協働するように構成された少なくとも1つの制動エリア(42、44、54)を有し、該制動エリア(42、44、54)が、実質的に、高分子材料(200)内に包埋された構造繊維(202、204)を含む複合材料をからなる自転車車輪用部品(10、10A、50)であって、
前記少なくとも1つの制動エリア(42、44、54)の少なくとも1つの領域において、前記構造繊維(202、204)が、少なくとも一部前記高分子材料(200)から露出しており、
前記少なくとも1つの制動エリア(42、44、54)の前記少なくとも1つの領域が、前記複合材料の前記構造繊維(202、204)、又は前記構造繊維(202、204)及び前記高分子材料(200)を通る少なくとも1つの溝(210、212)を有することを特徴とする、自転車車輪用部品(10、10A、50)。
〔態様9〕
態様8に記載の自転車車輪用部品(10、10A、50)において、前記少なくとも1つの制動エリア(42、44、54)における前記少なくとも1つの領域が、表面層において、前記少なくとも1つの制動エリア(42、44、54)における該少なくとも1つの領域に隣接する領域(56)よりも少ない量の高分子材料および該隣接する領域(56)と実質的に等しい量の構造繊維を有する、自転車車輪用部品(10、10A、50)。
〔態様10〕
態様8または9に記載の自転車車輪用部品(10、10A、50)において、前記少なくとも1つの制動エリア(42、44、54)における前記少なくとも1つの領域が、表面層において、隣接する領域(56)に存在する高分子材料の量の40%未満の量の高分子材料を有する、自転車車輪用部品(10、10A、50)。
〔態様11〕
態様8から10のいずれか一態様に記載の自転車車輪用部品(10、10A、50)において、前記少なくとも1つの溝(210、212)では、前記構造繊維(202、204)が切断されている、自転車車輪用部品(10、10A、50)。
〔態様12〕
態様11に記載の自転車車輪用部品(10、10A、50)において、切断された前記構造繊維が、前記制動エリア(42、44、54)の表面の9%以下、好ましくは約5%を占める、自転車車輪用部品(10、10A、50)。
〔態様13〕
態様1から12のいずれか一態様に記載の自転車車輪用部品(10、10A、50)において、前記少なくとも1つの溝(210、212)が、溝(210、212)のパターンを含む、自転車車輪用部品(10、10A、50)。
〔態様14〕
態様8から13のいずれか一態様に記載の自転車車輪用部品(10、10A、50)において、
前記少なくとも1つの制動エリアがリムブレーキ(100)のパッド(102)と協働するように環状に延びる少なくとも1つのブレーキトラック(42、44)である場合の、スポーク車輪(10、10A)のリム(14)、ディスクホイールのリム又は周縁部、およびスパイダーホイールのリム又は周縁部と;
前記少なくとも1つの制動エリアがディスクブレーキ(110)のパッド(116)と協働するように環状に延びる少なくとも1つのブレーキトラック(54)である場合の、ディスクブレーキ(110)のディスク(50)と
から選択される、自転車車輪用部品(10、10A、50)。
〔態様15〕
態様8から14のいずれか一態様に記載の自転車車輪用部品(10、10A、50)において、前記複合材料は、少なくとも前記少なくとも1つの制動エリア(42、44、54)において、表面層における繊維含有量(繊維の目付:FAW)(202、204)が非表面層における繊維含有量よりも少ない、自転車車輪用部品(10、10A、50)。
〔態様16〕
態様15に記載の自転車車輪用部品(10、10A、50)において、前記複合材料は、少なくとも前記少なくとも1つの制動エリア(42、44、54)において、表面層における繊維含有量(繊維の目付:FAW)(202、204)が100g/m 2 以下である、自転車車輪用部品(10、10A、50)。
14 リム
16、16A ハブ
12 タイヤ
18 スポーク
30 ニップル
32 底壁(下ブリッジ)
34、36 側壁
38 隔壁(上ブリッジ)
40 ウィング
42、44、54 ブレーキトラック(制動エリア)
50 ディスク
56 隣接領域
100 ブレーキ
104、106 ジョー
102、116 パッド(制動体)
110 ディスクブレーキ
112 キャリパー
114 フォーク
200 高分子材料
202、204 構造繊維
210、212 溝
Claims (18)
- 制動体(102、116)と協働するように構成された少なくとも1つの制動エリア(
42、44、54)を有し、該制動エリアが、高分子材料(200)内に包埋された構造
繊維(202、204)を含む複合材料を成形することによって形成された自転車車輪用
部品(10、10A、50)を供給する工程(a)と、
前記少なくとも1つの制動エリア(42、44、54)の少なくとも1つの領域の、成
形後加工を行う工程(b)とを備え、該工程(b)が、
前記構造繊維(202,204)が、前記高分子材料(200)によって画成される表面を超えて突出する突出部位を含むように、前記領域全体から、前記構造繊維(202、204)を除去せず高分子材料(200)のみを除去するステップ(b1)と、
前記構造繊維(202、204)又は、前記構造繊維(202、204)及び前記高分
子材料(200)を、前記領域内の少なくとも1つの溝(210、212)に従って除去
するステップ(b2)と、
を含む、自転車車輪用部品の製造方法。 - 請求項1に記載の自転車車輪用部品の製造方法において、前記ステップ(b2)が、溝
(210、212)のなすパターンに従って行われる、自転車車輪用部品の製造方法。 - 請求項1または2に記載の自転車車輪用部品の製造方法において、前記ステップ(b2
)が、ステップ(b1)の後に行われる、自転車車輪用部品の製造方法。 - 請求項1から3のいずれか一項に記載の自転車車輪用部品の製造方法において、ステッ
プ(b1)および/またはステップ(b2)が、近赤外領域のレーザビームを用いた熱分
解により行われる、自転車車輪用部品の製造方法。 - 請求項4に記載の自転車車輪用部品の製造方法において、ステップ(b1)およびステ
ップ(b2)が、同一のレーザ光源により発せられるレーザビームを介した熱分解により
、照射出力、パルス光源の場合にはパルス照射周波数、前記領域の走査数、および走査線
間の間隔の少なくとも1つを変化させることによって行われる、自転車車輪用部品の製造
方法。 - 請求項1から5のいずれか一項に記載の自転車車輪用部品の製造方法において、前記ス
テップ(b1)で、60%以上の高分子材料(200)が除去される、自転車車輪用部品
の製造方法。 - 請求項1から6のいずれか一項に記載の自転車車輪用部品の製造方法において、ステッ
プ(b2)は、切断された前記構造繊維(202、204)が前記制動エリア(42、4
4、54)の表面の9%以下を占めるように行われる、自転車車輪用部品の製造方法。 - 請求項7に記載の自転車車輪用部品の製造方法において、ステップ(b2)は、切断さ
れた前記構造繊維(202,204)が前記制動エリア(42、44、54)の表面の約
5%を占めるように行われる、自転車車輪用部品の製造方法。 - 制動体(102、116)と協働するように構成された少なくとも1つの制動エリア(
42、44、54)を有し、該制動エリア(42、44、54)が、実質的に、高分子材
料(200)内に包埋された構造繊維(202、204)を含む複合材料からなる自転車車輪用部品(10、10A、50)であって、
前記少なくとも1つの制動エリア(42、44、54)の少なくとも1つの領域におい
て、前記構造繊維(202、204)が、少なくとも一部前記高分子材料(200)によって画成される表面を超えて突出する突出部を含んでおり、
前記少なくとも1つの制動エリア(42,44,54)の前記少なくとも1つの領域が、前記複合材料の前記構造繊維(202,204)の突出部、又は前記構造繊維(202,204)及び前記高分子材料(200)の突出部を通る少なくとも一つの溝(210,212)を有することを特徴とする、自転車車両用部品(10,10A、50)。 - 請求項9に記載の自転車車輪用部品(10、10A、50)において、前記少なくとも
1つの制動エリア(42、44、54)における前記少なくとも1つの領域が、表面層に
おいて、前記少なくとも1つの制動エリア(42、44、54)における該少なくとも1
つの領域に隣接する領域(56)よりも少ない量の高分子材料および該隣接する領域(5
6)と実質的に等しい量の構造繊維を有する、自転車車輪用部品(10、10A、50)
。 - 請求項9または10に記載の自転車車輪用部品(10、10A、50)において、前記
少なくとも1つの制動エリア(42、44、54)における前記少なくとも1つの領域が
、表面層において、隣接する領域(56)に存在する高分子材料の量の40%未満の量の
高分子材料を有する、自転車車輪用部品(10、10A、50)。 - 請求項9から11のいずれか一項に記載の自転車車輪用部品(10、10A、50)に
おいて、前記少なくとも1つの溝(210、212)では、前記構造繊維(202、20
4)が切断されている、自転車車輪用部品(10、10A、50)。 - 請求項12に記載の自転車車輪用部品(10、10A、50)において、切断された前
記構造繊維が、前記制動エリア(42、44、54)の表面の9%以下を占める、自転車
車輪用部品(10、10A、50)。 - 請求項13に記載の自転車車輪用部品(10、10A、50)において、切断された前
記構造繊維が、前記制動エリア(42、44、54)の表面の約5%を占める、自転車車
輪用部品(10、10A、50)。 - 請求項9から14のいずれか一項に記載の自転車車輪用部品(10、10A、50)に
おいて、前記少なくとも1つの溝(210、212)が、溝(210、212)のパター
ンを含む、自転車車輪用部品(10、10A、50)。 - 請求項9から15のいずれか一項に記載の自転車車輪用部品(10、10A、50)に
おいて、
前記少なくとも1つの制動エリアがリムブレーキ(100)のパッド(102)と協働
するように環状に延びる少なくとも1つのブレーキトラック(42、44)である場合の
、スポーク車輪(10、10A)のリム(14)、ディスクホイールのリム又は周縁部、
およびスパイダーホイールのリム又は周縁部と;
前記少なくとも1つの制動エリアがディスクブレーキ(110)のパッド(116)と
協働するように環状に延びる少なくとも1つのブレーキトラック(54)である場合の、
ディスクブレーキ(110)のディスク(50)と;
から選択される、自転車車輪用部品(10、10A、50)。 - 請求項9から16のいずれか一項に記載の自転車車輪用部品(10、10A、50)に
おいて、前記複合材料は、少なくとも前記少なくとも1つの制動エリア(42、44、5
4)において、表面層における繊維含有量(繊維の目付:FAW)(202、204)が
非表面層における繊維含有量よりも少ない、自転車車輪用部品(10、10A、50)。 - 請求項17に記載の自転車車輪用部品(10、10A、50)において、前記複合材料
は、少なくとも前記少なくとも1つの制動エリア(42、44、54)において、表面層
における繊維含有量(繊維の目付:FAW)(202、204)が100g/m2以下で
ある、自転車車輪用部品(10、10A、50)。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITUB2015A004195A ITUB20154195A1 (it) | 2015-10-07 | 2015-10-07 | Componente di ruota di bicicletta con zona di frenatura in materiale composito e relativo procedimento di fabbricazione |
| ITUB2015A004195 | 2015-10-07 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017095084A JP2017095084A (ja) | 2017-06-01 |
| JP2017095084A5 JP2017095084A5 (ja) | 2019-10-24 |
| JP6997511B2 true JP6997511B2 (ja) | 2022-01-17 |
Family
ID=55070086
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016197611A Active JP6997511B2 (ja) | 2015-10-07 | 2016-10-05 | 複合材料からなる制動エリアを有する自転車車輪用部品及びその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US10369838B2 (ja) |
| EP (1) | EP3168059B1 (ja) |
| JP (1) | JP6997511B2 (ja) |
| CN (1) | CN107009813B (ja) |
| IT (1) | ITUB20154195A1 (ja) |
| TW (1) | TWI709497B (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP1608343S (ja) * | 2017-05-24 | 2018-07-09 | ||
| TWI642562B (zh) * | 2017-09-04 | 2018-12-01 | 瑩信工業股份有限公司 | 複合材輪圈之製法與複合材輪圈 |
| CN109483904A (zh) * | 2017-09-11 | 2019-03-19 | 莹信工业股份有限公司 | 复合材轮圈的制法与复合材轮圈 |
| IT201700113948A1 (it) * | 2017-10-10 | 2019-04-10 | Campagnolo Srl | Cerchio di ruota di bicicletta |
| EP3700758B1 (de) * | 2017-10-28 | 2021-09-29 | ThyssenKrupp Carbon Components GmbH | Fahrzeugrad |
| DE102019130341A1 (de) * | 2019-11-11 | 2021-05-12 | Dt Swiss Ag | Verfahren zur Herstellung einer Fahrradkomponente und Fahrradkomponente |
| US11660909B2 (en) | 2019-12-11 | 2023-05-30 | Sram, Llc | Tire retaining feature for a bicycle rim |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004210242A (ja) | 2003-01-09 | 2004-07-29 | Shimano Inc | 自転車用ハブ |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR91843E (fr) * | 1966-06-29 | 1968-08-16 | Thionville Laminoirs A Froid | Jante de cycle perfectionnée |
| DE1919333A1 (de) * | 1968-10-18 | 1970-05-21 | Matsushita Electric Ind Co Ltd | Fahrradbremse |
| GB2101541B (en) * | 1981-05-07 | 1984-12-05 | Schothorst Bv Estel Van | Wheel rims |
| US6065812A (en) * | 1997-09-22 | 2000-05-23 | Lee; Min-Hsiang | Bicycle wheel rim capable of cooperating with brake shoes to bring about smooth and stable braking action |
| DE29906156U1 (de) * | 1999-04-12 | 1999-08-26 | Alex Machine Industrial Co., Ltd., Shan-Shang Hsiang, Tainan | Fahrradfelge mit elastischen verschleißfesten Ringen zum Minimieren der Abnutzung eines Reifens |
| DE20010350U1 (de) * | 2000-04-19 | 2000-08-31 | Alex Machine Industrial Co., Ltd., Shan-Shang Hsiang, Tainan | Radfelge, insbesondere Fahrradfelge |
| AT412546B (de) | 2003-05-21 | 2005-04-25 | Xentis Composite Produktions & | Felge für fahrräder und dergleichen |
| DE202007007997U1 (de) * | 2007-06-05 | 2007-08-23 | Vuelta Deutschland Gmbh | Felge, insbesondere Fahrradfelge und Vorrichtung zu deren Herstellung |
| JP5202876B2 (ja) * | 2007-06-06 | 2013-06-05 | 日東電工株式会社 | レーザー加工方法及びレーザー加工品 |
| CN201109342Y (zh) * | 2007-11-27 | 2008-09-03 | 台湾穗高工业股份有限公司 | 由复合材与铝材结合之自行车混合式轮圈结构 |
| EP2374632B1 (en) * | 2010-03-30 | 2013-01-16 | Carbotec Industrial Co., Ltd | Bicycle wheel |
| US20120056468A1 (en) * | 2010-09-08 | 2012-03-08 | Carlos Tsai | Carbon Bodied Bicycle Rim with Ceramic Brake Portion |
| US9216613B2 (en) * | 2012-07-12 | 2015-12-22 | Sram, Llc | Bicycle rim with brake track |
| US20140042798A1 (en) * | 2012-08-09 | 2014-02-13 | Shimano Inc. | Composite bicycle rim |
| FR3001658B1 (fr) * | 2013-02-06 | 2016-04-01 | Mavic Sas | Jante en materiau composite |
| US9242421B2 (en) * | 2013-10-08 | 2016-01-26 | Tien Hsin Industries Co., Ltd. | Method for manufacturing carbon fiber rim |
| JP6546772B2 (ja) | 2014-04-23 | 2019-07-17 | カンパニョーロ・ソシエタ・ア・レスポンサビリタ・リミタータCampagnolo Societa A Responsabilita Limitata | 自転車用車輪のリム、それを備える自転車用車輪およびその製造方法 |
| US10532610B2 (en) * | 2014-06-13 | 2020-01-14 | Sram, Llc | Bicycle rim with brake track |
-
2015
- 2015-10-07 IT ITUB2015A004195A patent/ITUB20154195A1/it unknown
-
2016
- 2016-09-27 EP EP16190764.7A patent/EP3168059B1/en active Active
- 2016-10-05 JP JP2016197611A patent/JP6997511B2/ja active Active
- 2016-10-05 TW TW105132140A patent/TWI709497B/zh active
- 2016-10-06 US US15/287,340 patent/US10369838B2/en active Active
- 2016-10-08 CN CN201610879361.7A patent/CN107009813B/zh active Active
-
2019
- 2019-06-20 US US16/447,307 patent/US11590794B2/en active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004210242A (ja) | 2003-01-09 | 2004-07-29 | Shimano Inc | 自転車用ハブ |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201716257A (zh) | 2017-05-16 |
| US11590794B2 (en) | 2023-02-28 |
| EP3168059A1 (en) | 2017-05-17 |
| JP2017095084A (ja) | 2017-06-01 |
| EP3168059B1 (en) | 2021-05-12 |
| TWI709497B (zh) | 2020-11-11 |
| CN107009813B (zh) | 2021-08-17 |
| CN107009813A (zh) | 2017-08-04 |
| US20190299704A1 (en) | 2019-10-03 |
| US20170100960A1 (en) | 2017-04-13 |
| US10369838B2 (en) | 2019-08-06 |
| ITUB20154195A1 (it) | 2017-04-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6997511B2 (ja) | 複合材料からなる制動エリアを有する自転車車輪用部品及びその製造方法 | |
| US9216613B2 (en) | Bicycle rim with brake track | |
| EP2955031B1 (en) | Bicycle rim with brake track | |
| ES2381913T3 (es) | Molde de vulcanización de neumáticos y neumático fabricado con este molde de vulcanización | |
| AU2012260515B2 (en) | An airless tyre for vehicles | |
| KR20150054810A (ko) | 복수의 캐비티들을 포함하는 고명암 패턴을 포함하는 타이어 | |
| JP2007331596A (ja) | 自動二輪車用タイヤ | |
| EP2765009B1 (fr) | Jante en matériau composite | |
| JP2007502239A (ja) | 自転車などのリム | |
| JP2017095084A5 (ja) | ||
| JP2020034160A (ja) | ディスクブレーキ組立体のブレーキパッド用のバックプレートおよびその製造方法 | |
| US20110285064A1 (en) | Tire mold and manufacturing method of pneumatic tire | |
| TW201922527A (zh) | 自行車車輪的輪圈 | |
| WO2011048516A1 (en) | A vehicle tyre | |
| US20160221288A1 (en) | Method of making pre-cured tread with textured bottom | |
| TW202003279A (zh) | 自行車輪緣及車輪 | |
| WO2017093673A1 (fr) | Pneumatique avec une bande de roulement comportant un renforcement circonferentiel | |
| JP2005329834A (ja) | 空気入りラジアルタイヤ | |
| NZ703444B2 (en) | An airless tyre for vehicles |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190909 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190909 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200903 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200915 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210309 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210608 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211124 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211217 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6997511 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |