JP6972987B2 - 複合伸縮部材 - Google Patents
複合伸縮部材 Download PDFInfo
- Publication number
- JP6972987B2 JP6972987B2 JP2017232715A JP2017232715A JP6972987B2 JP 6972987 B2 JP6972987 B2 JP 6972987B2 JP 2017232715 A JP2017232715 A JP 2017232715A JP 2017232715 A JP2017232715 A JP 2017232715A JP 6972987 B2 JP6972987 B2 JP 6972987B2
- Authority
- JP
- Japan
- Prior art keywords
- welded
- welding
- welded portion
- composite
- expansion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002131 composite material Substances 0.000 title claims description 27
- 238000003466 welding Methods 0.000 claims description 95
- 239000000463 material Substances 0.000 claims description 50
- 230000008602 contraction Effects 0.000 claims description 21
- 229920001971 elastomer Polymers 0.000 description 67
- 239000005060 rubber Substances 0.000 description 67
- 238000004519 manufacturing process Methods 0.000 description 16
- 230000002093 peripheral effect Effects 0.000 description 13
- 239000006096 absorbing agent Substances 0.000 description 7
- 238000010586 diagram Methods 0.000 description 6
- 239000011247 coating layer Substances 0.000 description 5
- 238000005304 joining Methods 0.000 description 5
- 238000012986 modification Methods 0.000 description 5
- 230000004048 modification Effects 0.000 description 5
- 230000002745 absorbent Effects 0.000 description 4
- 239000002250 absorbent Substances 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 210000001015 abdomen Anatomy 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 230000001154 acute effect Effects 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 239000012943 hotmelt Substances 0.000 description 2
- HQKMJHAJHXVSDF-UHFFFAOYSA-L magnesium stearate Chemical compound [Mg+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O HQKMJHAJHXVSDF-UHFFFAOYSA-L 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 210000002700 urine Anatomy 0.000 description 2
- 239000008280 blood Substances 0.000 description 1
- 210000004369 blood Anatomy 0.000 description 1
- 210000001217 buttock Anatomy 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 230000029142 excretion Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 235000019359 magnesium stearate Nutrition 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 230000002175 menstrual effect Effects 0.000 description 1
- 238000005493 welding type Methods 0.000 description 1
Images






Landscapes
- Absorbent Articles And Supports Therefor (AREA)
- Laminated Bodies (AREA)
Description
複合伸縮部材を製造するための装置として、ホットメルト材が塗布されたシートの表面に弾性部材が伸長した状態で配置された後、弾性部材を覆う状態で別のシートが配置される手法が提案されている。これにより、シート間に弾性部材が配置された状態で、2枚のシートと弾性部材との各相互間が接合されて複合伸縮部材が製造される(特許文献1参照)。
また、紙おむつが着用された状態(以下「着用状態」と略称する)において、着用者の肌に向かう側(内側)を肌面側とし、肌面側の反対側(外側)を非肌面側とする。さらに、肌面側と非肌面側とを結ぶ方向を厚み方向とし、長手方向と厚み方向の何れにも直交する方向を幅方向とする。そのほか、厚み方向から視ることを平面視とする。
また、紙おむつを構成する物品についても、長手方向,厚み方向および幅方向はこれに倣うものとする。
また、製造装置については、シート材や糸ゴムの搬送方向が紙おむつの幅方向に対応し、搬送方向に直交する幅方向が紙おむつの長手方向に対応する。
紙おむつおよびギャザーの製造装置に共通する構成について説明する。
[1−1.紙おむつの全体構成]
まず、図1を参照して、紙おむつ1の基本的な構成を説明する。
ここでは、紙おむつ1は幅方向Wの中心線CLを基準として対称に構成されている。この紙おむつ1は、長手方向Lに沿って前身頃1A、股下部1Bおよび後身頃1Cの三つの領域に大別される。
はじめに、紙おむつ1のシート類について述べる。
図1に示すように、紙おむつ1には、前身頃1A、股下部1Bおよび後身頃1Cに亘って長手方向Lに延びる吸収体10(太破線で示す)が内蔵されている。ここでは、展開状態の正面視において、前身頃1Aおよび後身頃1Cよりも股下部1Bのほうが幅方向W寸法の小さい砂時計形状の吸収体10を例示する。
吸収体10に対して、肌面側にはセンターシート11が積層され、非肌面側にはバックシート12が積層されている。これらのシート11,12の幅方向W側方にはサイドシート13が配置されている。
つぎに、図1〜図3を参照して、紙おむつ1のギャザー15について述べる。
ギャザー15は伸縮性を備えた複合伸縮部材として構成される。
ギャザー15として、ギャザー16,17,18を例示する。一つは、サイドシート13の肌面側端縁部に設けられた立体ギャザー16である。もう一つは、前身頃1Aと後身頃1Cとに設けられたタミーギャザー17である。更にもう一つは、サイドシート13の非肌面側において幅方向端縁部に設けられたセカンド立体ギャザー18(図1では図示省略)である。
また、糸ゴム20の外周には、糸ゴム20よりも融点の低いステアリン酸マグネシウムからなる被覆層が設けられている。
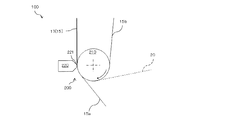
図4を参照して、ギャザー15の製造装置100(複合伸縮部材の製造装置)について、製造対象をタミーギャザー17とする製造装置100を例に取り説明する。
製造装置100は、シート材15a,15bの間に糸ゴム20を挟み込んだ状態で、糸ゴム20とシート材15a,15b、および、シート材15a,15bどうしを超音波溶着させて接合する接合装置200を有する。接合装置200は、アンビルローラ210と、ホーン220とを有する。
[2−1.ギャザーの構成]
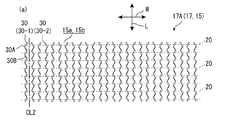
本実施形態のギャザー15について、タミーギャザー17の一例(以下「タミーギャザー17A」という)を例にとり、図5を参照して説明する。
タミーギャザー17Aは、上述したように、シート材15a,15bに糸ゴム20を挟んだ状態において、これらシート材15a,15b及び糸ゴム20が、糸ゴム20と交差するように形成された溶着線30により相互に溶着(接合)されて構成される。溶着部(溶着線30)では、シート材15a,15b又はシート材15a,15bと糸ゴム20とが溶着される。そのため、溶着部は、その他の溶着していない箇所とは異なる外観や肌触りをした箇所として、シート材15a,15bの表面(互いに反対側を向く面)に現れ、視覚や触覚により認識することができる。
そこで、本発明者らは、比較的幅寸法の大きい第一溶着部30Aと、比較的幅寸法の小さい第二溶着部30Bとを交互に連設させた溶着線により、シート材15a,15b及び糸ゴム20を溶着することで、肌触りが良好であり、柔軟性に優れ、操業上トラブルが抑制されたタミーギャザー17Aを生産できることを見出した。
なお、図5では、角度θ1と角度θ2とが等しい。つまり、図5に示す例では、伸縮方向Wに対して同じ角度で正反対に傾斜した第一溶着部30Aと第二溶着部30Bとが交互に連設されている。
ここで、角度θ1とは、伸縮方向Wに平行な直線と第一溶着部30Aとが成す角のうち鋭角をいう。また、角度θ2とは、伸縮方向Wに平行な直線と第二溶着部30Bとが成す角のうち鋭角をいう。
また、隣接する溶着線30,30と糸ゴム20との各交差点を溶着点P1,P2とする。また、隣接する糸ゴム20,20と溶着線30との各交差点を溶着点P3,P4とする。これらの溶着点において、糸ゴム20がシート材15a,15bに溶着されている。また、P3とP4は、溶着線30の中心線CL1上に位置し、中心線CL1は伸縮方向Wに直交している。
溶着線30の形状、複数の溶着線30の配置パターンは、図4に示す接合装置200のアンビルローラ210に設けられた凸条の形状・配置パターンに対応している。したがって、寸法dが大きすぎると、複数の溶着線30に対応するアンビルローラ210の凸条どうしの周方向に離間する距離が大きくなるので、凸条とホーン220との間でシート材15a,15b及び糸ゴム20が加圧される箇所と、加圧されない箇所との距離が大きくなって、加圧力が一様ではなくなり、操業上トラブルを引き起こすおそれがある。また、凸条の相互間距離が適切な範囲から外れると、共振が発生してアンビルローラ210とホーン220とが振動するおそれがある。溶着線30による接合強度は、アンビルローラ210とホーン220との間の加圧力と、アンビルローラ210に入力される超音波振動の大きさとによって変動することから、寸法dが適切な範囲から外れると接合強度が不均一になることがある。また、寸法dを適切な範囲にすることで、通気性及び柔軟性のバランスを向上させることができる。上記の観点から、寸法dの好適な範囲は、3mm以上10mm以下である。なお、図5では、4mmの寸法dを例示する。
角度θ1,θ2を上記範囲とすることで、凸状の襞40の着用者に対する接触面積を調整することが容易になる。つまり、着用者に対するフィット性、クッション性及び肌触りの調整が容易になる。一方、角度θ1,θ2が小さすぎると、溶着線30が並び方向Lに対して密になり、シート材15a,15bに対する溶着部の割合が大きくなるため、肌触りが固くなると共に、柔軟性が低下することがある。したがって、フィット性、クッション性、接合強度、肌触り及び柔軟性のバランスに優れるという観点から、角度θ1,θ2は上記範囲が好ましい。なお、図5では、角度θ1,θ2は60°である。
本実施形態のアンビルローラ210の凸条について、タミーギャザー17Aの製造に使用されるものを例に取り説明する。
タミーギャザー17Aの溶着線30は、本実施形態のアンビルローラ210の凸条が転写されたパターンに対応し、タミーギャザー17Aの糸ゴム20のピッチは、アンビルローラ210の外周面に供給された糸ゴム20のピッチに対応する。
したがって、図5(c)を参照して説明した各寸法a,b,c,d及び角度θ1,θ2も、アンビルローラ210の各種寸法の説明として置き換えることができる。
(1)本発明によれば、ホットメルト材を使用せずに新規なギャザー15を容易に製造することができる。
(2)比較的幅寸法の大きい第一溶着部30Aと、比較的幅寸法の小さい第二溶着部30Bとを交互に連設させた溶着線により、シート材15a,15b及び糸ゴム20を溶着することで、肌触りが良好であり、柔軟性に優れ、操業上トラブルが抑制されたギャザー15を製造することができる。
溶着線30の各寸法a,b,c,d及び角度θ1,θ2は図5(c)に示すものに限定されず、各寸法a,b,c,d及び角度θ1,θ2を変更してもよい。
また、溶着線30における複数の第一溶着部30Aのそれぞれの寸法aは、互いに異なっていてもよい。同様に、溶着線30における複数の第二溶着部30Bのそれぞれの寸法bは、互いに異なっていてもよい。また、隣接する糸ゴム20,20の並び方向Lの相互間距離(寸法c)は、互いに異なっていてもよい。また、幅方向Wに並設された複数の溶着線の相互間距離(寸法d)は、互いに異なっていてもよい。
上記の実施形態では、本発明の複合伸縮部材をタミーギャザー17に適用したが、立体ギャザー16またはセカンド立体ギャザー18にも適用でき、ギャザー以外の伸縮を必要とする箇所にも適用できる。
15 ギャザー(複合伸縮部材)
15a,15b シート材
16 立体ギャザー(複合伸縮部材)
17,17A タミーギャザー(複合伸縮部材)
18 セカンド立体ギャザー(複合伸縮部材)
20 糸ゴム(弾性部材)
30,30’,30’’ 溶着線
30A 第一溶着部
30B 第二溶着部
40 襞
L 長手方向(糸ゴム20の並び方向)
W 幅方向(糸ゴム20の伸縮方向)
Claims (6)
- 2枚のシート材と、前記シート材の相互間において伸縮方向と交差する並び方向に複数並設された弾性部材とを、前記複数並設された弾性部材のそれぞれと交差するように線状に形成された複数の溶着線によって溶着した複合伸縮部材であって、
前記溶着線は、前記2枚のシート材が溶融して接合されるとともに幅寸法が互いに異なり且つ傾斜した第一溶着部と第二溶着部とを交互に連設して構成され、
前記第一溶着部の幅寸法i1が、前記第二溶着部の幅寸法i2よりも大きく、
前記並び方向に連設された前記第一溶着部の一端と前記第二溶着部の他端との連設点、及び、前記並び方向に連設された前記第一溶着部の他端と前記第二溶着部の一端との連設点は、前記並び方向に沿った前記溶着線の中心線に対して相互に反対側に位置し、
前記溶着線のうち、前記第一溶着部のみが前記弾性部材と交差する
複合伸縮部材。 - 前記第一溶着部の前記幅寸法i1と前記第二溶着部の前記幅寸法i2との比(i1/i2)が1.5〜5である、請求項1に記載の複合伸縮部材。
- 前記複数の溶着線は、前記伸縮方向に並設され、
前記伸縮方向に隣接する二つの前記溶着線の相互間寸法が3〜10mmである、請求項1又は2に記載の複合伸縮部材。 - 各々の前記連設点は、前記溶着線と前記弾性部材とが交差する溶着点に重複しない位置に設けられている、請求項1〜3の何れか一項に記載の複合伸縮部材。
- 前記溶着線は、第一溶着線と第二溶着線とを含み、
前記第一溶着線と前記第二溶着線とは、前記並び方向に沿うとともに前記中心線とは別の中心線に対して線対称をなし、前記伸縮方向に交互に配置されている、請求項1〜4の何れか一項に記載の複合伸縮部材。 - 前記第一溶着部は、前記伸縮方向の一側に所定の第一角度で傾斜し、
前記第二溶着部は、前記伸縮方向の他側に所定の第二角度で傾斜し、
前記第一角度及び前記第二角度は、45°以上90°未満である、請求項1〜5の何れか一項に記載の複合伸縮部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017232715A JP6972987B2 (ja) | 2017-12-04 | 2017-12-04 | 複合伸縮部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017232715A JP6972987B2 (ja) | 2017-12-04 | 2017-12-04 | 複合伸縮部材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019097927A JP2019097927A (ja) | 2019-06-24 |
| JP6972987B2 true JP6972987B2 (ja) | 2021-11-24 |
Family
ID=66974740
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017232715A Active JP6972987B2 (ja) | 2017-12-04 | 2017-12-04 | 複合伸縮部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6972987B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113853297A (zh) * | 2019-05-22 | 2021-12-28 | 株式会社瑞光 | 复合伸缩部件以及使用该复合伸缩部件的穿着物品 |
| JP7362528B2 (ja) * | 2020-03-25 | 2023-10-17 | 大王製紙株式会社 | 連結式使い捨て着用物品 |
| DE212022000385U1 (de) * | 2022-03-25 | 2024-11-29 | Livedo Corporation | Streckbare Flächengebildestruktur und saugfähiges Einwegprodukt |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07255773A (ja) * | 1994-03-17 | 1995-10-09 | Daio Paper Corp | パンツ型使い捨て紙おむつ |
| JP2010269025A (ja) * | 2009-05-22 | 2010-12-02 | Livedo Corporation | 伸縮シートおよび伸縮シートを有する使い捨て吸収性物品 |
| JP6362250B2 (ja) * | 2014-03-12 | 2018-07-25 | 大王製紙株式会社 | 吸収性物品 |
| JP6065290B2 (ja) * | 2014-09-26 | 2017-01-25 | 大王製紙株式会社 | 吸収性物品の伸縮構造の形成方法、及び吸収性物品の伸縮構造 |
| JP5997404B1 (ja) * | 2016-03-30 | 2016-09-28 | 大王製紙株式会社 | 吸収性物品の伸縮構造及びその製造方法 |
-
2017
- 2017-12-04 JP JP2017232715A patent/JP6972987B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019097927A (ja) | 2019-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6171120B1 (ja) | 吸収性物品に係るシート状部材の製造方法、及び製造装置 | |
| JP5904587B2 (ja) | 超音波シール装置、超音波シール方法、及び超音波シールにおけるクリアランス調整方法 | |
| JP2008253290A (ja) | パンツ型使い捨ておむつ及びその製造方法 | |
| JPH09206330A (ja) | 使い捨てのパンツ型体液吸収性着用物品 | |
| WO2020235495A1 (ja) | 複合伸縮部材およびそれを用いた着用物品 | |
| WO2010134480A1 (ja) | 吸収性物品 | |
| JP5410897B2 (ja) | 着用物品の製造方法 | |
| JP6972987B2 (ja) | 複合伸縮部材 | |
| JP6407090B2 (ja) | 使い捨ての体液吸収性着用物品 | |
| JP6926800B2 (ja) | 複合伸縮部材及びその製造装置 | |
| JP7371676B2 (ja) | 紙おむつ | |
| WO2018092559A1 (ja) | 使い捨て着用物品および製造方法 | |
| JP2019162372A (ja) | パンツ型吸収性物品、及び、パンツ型吸収性物品の製造方法 | |
| TWI391130B (zh) | The method of manufacturing the disposable shorts type diaper | |
| JP6019172B1 (ja) | 吸収性物品の製造方法、及び製造装置 | |
| JPH07255773A (ja) | パンツ型使い捨て紙おむつ | |
| JP7037428B2 (ja) | パンツ型吸収性物品、及び、パンツ型吸収性物品の製造方法 | |
| JP7238958B2 (ja) | 複合伸縮部材並びにその製造装置及び製造方法 | |
| JP6965615B2 (ja) | 複合伸縮部材 | |
| JP2019030439A (ja) | 複合伸縮部材及びこれを備えた吸収性物品並びに複合伸縮部材の製造方法 | |
| JP5479777B2 (ja) | パンツ型使い捨ておむつ | |
| JP6489688B2 (ja) | 使い捨て着用物品 | |
| JP2000316898A (ja) | パンツ型使い捨て紙おむつ | |
| JP2019030440A (ja) | 複合伸縮部材並びにその製造装置及び製造方法 | |
| JP2017012231A (ja) | 着用物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200225 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210202 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210401 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210824 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210910 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211005 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211018 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6972987 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |