JP6964582B2 - 光ファイバプリフォーム中の割れを防止するための方法、及び上記方法によって得られる光ファイバプリフォーム - Google Patents
光ファイバプリフォーム中の割れを防止するための方法、及び上記方法によって得られる光ファイバプリフォーム Download PDFInfo
- Publication number
- JP6964582B2 JP6964582B2 JP2018517578A JP2018517578A JP6964582B2 JP 6964582 B2 JP6964582 B2 JP 6964582B2 JP 2018517578 A JP2018517578 A JP 2018517578A JP 2018517578 A JP2018517578 A JP 2018517578A JP 6964582 B2 JP6964582 B2 JP 6964582B2
- Authority
- JP
- Japan
- Prior art keywords
- core
- clad
- soot
- thermal expansion
- preform
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

























Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/01205—Manufacture of preforms for drawing fibres or filaments starting from tubes, rods, fibres or filaments
- C03B37/01211—Manufacture of preforms for drawing fibres or filaments starting from tubes, rods, fibres or filaments by inserting one or more rods or tubes into a tube
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/01205—Manufacture of preforms for drawing fibres or filaments starting from tubes, rods, fibres or filaments
- C03B37/01211—Manufacture of preforms for drawing fibres or filaments starting from tubes, rods, fibres or filaments by inserting one or more rods or tubes into a tube
- C03B37/01222—Manufacture of preforms for drawing fibres or filaments starting from tubes, rods, fibres or filaments by inserting one or more rods or tubes into a tube for making preforms of multiple core optical fibres
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/01205—Manufacture of preforms for drawing fibres or filaments starting from tubes, rods, fibres or filaments
- C03B37/01225—Means for changing or stabilising the shape, e.g. diameter, of tubes or rods in general, e.g. collapsing
- C03B37/01248—Means for changing or stabilising the shape, e.g. diameter, of tubes or rods in general, e.g. collapsing by collapsing without drawing
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/02—Manufacture of glass fibres or filaments by drawing or extruding, e.g. direct drawing of molten glass from nozzles; Cooling fins therefor
- C03B37/025—Manufacture of glass fibres or filaments by drawing or extruding, e.g. direct drawing of molten glass from nozzles; Cooling fins therefor from reheated softened tubes, rods, fibres or filaments, e.g. drawing fibres from preforms
- C03B37/027—Fibres composed of different sorts of glass, e.g. glass optical fibres
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2201/00—Type of glass produced
- C03B2201/02—Pure silica glass, e.g. pure fused quartz
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2201/00—Type of glass produced
- C03B2201/06—Doped silica-based glasses
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2201/00—Type of glass produced
- C03B2201/06—Doped silica-based glasses
- C03B2201/30—Doped silica-based glasses doped with metals, e.g. Ga, Sn, Sb, Pb or Bi
- C03B2201/31—Doped silica-based glasses doped with metals, e.g. Ga, Sn, Sb, Pb or Bi doped with germanium
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2203/00—Fibre product details, e.g. structure, shape
- C03B2203/10—Internal structure or shape details
- C03B2203/22—Radial profile of refractive index, composition or softening point
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2203/00—Fibre product details, e.g. structure, shape
- C03B2203/10—Internal structure or shape details
- C03B2203/22—Radial profile of refractive index, composition or softening point
- C03B2203/224—Mismatching coefficients of thermal expansion [CTE] of glass layers
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2203/00—Fibre product details, e.g. structure, shape
- C03B2203/10—Internal structure or shape details
- C03B2203/22—Radial profile of refractive index, composition or softening point
- C03B2203/225—Matching coefficients of thermal expansion [CTE] of glass layers
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2203/00—Fibre product details, e.g. structure, shape
- C03B2203/10—Internal structure or shape details
- C03B2203/22—Radial profile of refractive index, composition or softening point
- C03B2203/23—Double or multiple optical cladding profiles
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2203/00—Fibre product details, e.g. structure, shape
- C03B2203/34—Plural core other than bundles, e.g. double core
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Description
多孔性スートクラッドモノリスであって、上記多孔性スートクラッドモノリスは、内部キャビティを取り囲む第1の多孔性クラッドガラス層を含み、上記多孔性スートクラッドモノリスは、第1の熱膨張係数を有する第1の材料を含む、多孔性スートクラッドモノリス;
上記内部キャビティ内に位置決めされた部分を有する第1のガラス本体であって、上記第1のガラス本体は、第2の熱膨張係数を有する第2の材料を含み、上記第2の熱膨張係数は上記第1の熱膨張係数と異なる、第1のガラス本体;及び
上記内部キャビティ内に位置決めされた部分を有する第2のガラス本体であって、上記第2のガラス本体は、第3の熱膨張係数を有する第3の材料を含み、上記第3の熱膨張係数は上記第2の熱膨張係数と異なる、第2のガラス本体
を備える、コア‐クラッド組立体を、その範囲に含む。
クラッドで取り囲まれたキャッピング済みコアケーンであって、上記キャッピング済みコアケーンは、コアケーンの第1の端部表面と接触する第1のキャップを備え、上記コアケーンはドープシリカを含み、かつ少なくとも0.7のコア‐クラッド比を有し、上記プリフォームはコーナ領域を含み、上記コーナ領域は、上記キャッピング済みコアケーンと、上記クラッドと、気体との間の界面を含み、上記コーナ領域は、100MPa未満の径方向引張応力を有する、キャッピング済みコアケーン
を備える、光ファイバプリフォームを、その範囲に含む。
多孔性スートクラッドモノリスであって、上記スートクラッドモノリスは第1の多孔性ガラスクラッド層を含み、かつ内部キャビティを有する、多孔性スートクラッドモノリスを提供するステップ;及び
キャッピング済みコアケーンを上記内部キャビティに挿入して、コア‐クラッド組立体を形成するステップであって、上記キャッピング済みコアケーンは、コアケーンと接触する第1のキャップを含み、上記第1のキャップは、第1の熱膨張係数を有する第1の材料を含み、上記コアケーンは、第2の熱膨張係数を有する第2の材料を含み、上記第2の熱膨張係数は上記第1の熱膨張係数と異なる、ステップ
を含む、光ファイバの製造方法を、その範囲に含む。
多孔性スートクラッドモノリスを提供するステップであって、上記スートクラッドモノリスは第1の多孔性ガラスクラッド層を含み、内部キャビティを有する、ステップ;
第1のキャップを上記内部キャビティに挿入するステップであって、上記第1のキャップは、第1の熱膨張係数を有する第1の材料を含む、ステップ;及び
コアケーンを上記内部キャビティに挿入するステップであって、上記コアケーンは、第2の熱膨張係数を有する第2の材料を含み、上記第2の熱膨張係数は上記第1の熱膨張係数と異なる、ステップ
を含む、光ファイバを製造する方法を、その範囲に含む。

キャップは、コアケーンの1つ以上の端部表面への直接堆積によって、又はコアケーンをスートクラッドモノリスと一体化してコア‐クラッド組立体を形成する前に、独立して形成されたキャップをコアケーン上に融着することによって、コアケーン上に形成してよい。コアケーンは、2つ以上の端部においてキャッピングしてよい。一実施形態では、コアケーンは円筒形であり、一方又は両方の端部表面においてキャッピングされる。2つ以上のキャップをコアケーンと一体化する場合、これらのキャップは、同一の若しくは異なる組成、並びに/又は同一の若しくは異なるサイズ、形状及び/若しくは熱膨張係数を有してよい。
1つ以上のキャップによるプリフォーム中の欠陥の形成の抑制を、比較的薄い1つ以上のキャップを用いた場合でさえ達成できることを発見した。図20は、キャップの高さ(厚さ)の関数として、ケース・イン・スートプロセスで作製されたプリフォームのコーナ領域(図12に示すコーナ領域225及び235等)における径方向引張応力の算出された変動を示す。図20に示されている算出の基礎は、SiO2キャップを有するGeO2ドープシリカコアケーンと、シリカスートクラッドモノリスとを有するコア‐クラッド組立体を固結させることによって形成した、プリフォームである。GeO2ドープシリカコアケーンは、直径10mm及びコア‐クラッド比0.9であった。SiO2は、GeO2ドープシリカコアケーンの端部表面上に直接位置決めした。SiO2キャップは、直径10mmであり、図20に示すように様々な高さ(厚さ)を有していた。プリフォームのコーナ半径は0.2mmであった。
多孔性スートクラッドモノリスであって、上記多孔性スートクラッドモノリスは、内部キャビティを取り囲む第1の多孔性クラッドガラス層を含み、上記多孔性スートクラッドモノリスは、第1の熱膨張係数を有する第1の材料を含む、多孔性スートクラッドモノリス;
上記内部キャビティ内に位置決めされた部分を有する第1のガラス本体であって、上記第1のガラス本体は、第2の熱膨張係数を有する第2の材料を含み、上記第2の熱膨張係数は上記第1の熱膨張係数と異なる、第1のガラス本体;及び
上記内部キャビティ内に位置決めされた部分を有する第2のガラス本体であって、上記第2のガラス本体は、第3の熱膨張係数を有する第3の材料を含み、上記第3の熱膨張係数は上記第2の熱膨張係数と異なる、第2のガラス本体
を備える、コア‐クラッド組立体。
上記第1の材料はシリカを含む、実施形態1に記載のコア‐クラッド組立体。
上記第2の材料は、ドーパントを含有するシリカを含む、実施形態1又は2に記載のコア‐クラッド組立体。
上記ドーパントはGeを含む、実施形態3に記載のコア‐クラッド組立体。
上記第1のガラス本体は、少なくとも0.70のコア‐クラッド比を有する、実施形態1〜4のいずれか1つに記載のコア‐クラッド組立体。
上記第1のガラス本体は、少なくとも0.90のコア‐クラッド比を有する、実施形態1〜4のいずれか1つに記載のコア‐クラッド組立体。
上記第3の材料はシリカを含む、実施形態1〜6のいずれか1つに記載のコア‐クラッド組立体。
上記第2の材料は、上記第1の材料より高い屈折率を有する、実施形態1〜7のいずれか1つに記載のコア‐クラッド組立体。
上記第3の材料は、上記第2の材料より低い屈折率を有する、実施形態1〜8のいずれか1つに記載のコア‐クラッド組立体。
上記第2の熱膨張係数は上記第1の熱膨張係数より大きい、実施形態1〜9のいずれか1つに記載のコア‐クラッド組立体。
上記第2の熱膨張係数は上記第3の熱膨張係数より大きい、実施形態1〜10のいずれか1つに記載のコア‐クラッド組立体。
上記第3の熱膨張係数は、上記第1の熱膨張係数以上である、実施形態11に記載のコア‐クラッド組立体。
上記内部キャビティは更に、上記第1のガラス本体と上記第2のガラス本体との間に位置決めされた介在する材料を含む、実施形態1〜12のいずれか1つに記載のコア‐クラッド組立体。
上記介在する材料はフラックスである、実施形態13に記載のコア‐クラッド組立体。
上記第1のガラス本体及び上記第2のガラス本体は、上記内部キャビティ内で直接的に接触する、実施形態1〜14のいずれか1つに記載のコア‐クラッド組立体。
上記第1のガラス本体及び上記第2のガラス本体は、上記内部キャビティ内でしっかりと接合される、実施形態15に記載のコア‐クラッド組立体。
上記第1のガラス本体は、上記内部キャビティ内に完全に内包される、実施形態1〜16のいずれか1つに記載のコア‐クラッド組立体。
上記第2のガラス本体は、上記内部キャビティ内に完全に内包される、実施形態17に記載のコア‐クラッド組立体。
上記内部キャビティ内に位置決めされる第3のガラス本体を更に備え、
上記第3のガラス本体は、第4の熱膨張係数を有する第4の材料を含み、上記第4の熱膨張係数は上記第2の熱膨張係数と異なる、実施形態17又は18に記載のコア‐クラッド組立体。
上記第1のガラス本体は、上記内部キャビティ内において上記第2のガラス本体及び上記第3のガラス本体に直接的に接触する、実施形態19に記載のコア‐クラッド組立体。
上記第1のガラス本体は、上記内部キャビティ内において上記第2のガラス本体及び上記第3のガラス本体としっかりと接合される、実施形態19に記載のコア‐クラッド組立体。
上記第2のガラス本体の厚さは50mm未満であり、上記第3のガラス本体の厚さは50mm未満である、実施形態19〜21のいずれか1つに記載のコア‐クラッド組立体。
上記第2のガラス本体の厚さは1.0mm〜75mmであり、上記第3のガラス本体の厚さは1.0mm〜75mmである、実施形態19〜21のいずれか1つに記載のコア‐クラッド組立体。
上記第2のガラス本体の厚さは50mm未満である、実施形態1〜21のいずれか1つに記載のコア‐クラッド組立体。
上記第2のガラス本体の厚さは1.0mm〜75mmである、実施形態1〜21のいずれか1つに記載のコア‐クラッド組立体。
実施形態1〜25のいずれか1つに記載のコア‐クラッド組立体を固結させることによって形成される、製品。
光ファイバプリフォームであって、
上記光ファイバプリフォームは、クラッドで取り囲まれたキャッピング済みコアケーンを備え、
上記キャッピング済みコアケーンは、コアケーンの第1の端部表面と接触する第1のキャップを備え、
上記コアケーンはドープシリカを含み、かつ少なくとも0.7のコア‐クラッド比を有し、
上記プリフォームはコーナ領域を含み、
上記コーナ領域は、上記キャッピング済みコアケーンと、上記クラッドと、気体との間の界面を含み、
上記コーナ領域は、100MPa未満の径方向引張応力を有する、光ファイバプリフォーム。
上記コアケーンはGeO2ドープシリカを含む、実施形態27に記載の光ファイバプリフォーム。
上記クラッドはシリカを含む、実施形態27又は28に記載の光ファイバプリフォーム。
上記コアケーンは、少なくとも0.90のコア‐クラッド比を有する、実施形態27〜29のいずれか1つに記載の光ファイバプリフォーム。
上記第1のキャップはシリカを含む、実施形態27〜30のいずれか1つに記載の光ファイバプリフォーム。
上記コアケーンは、上記クラッドより高い熱膨張係数を有する、実施形態27〜31のいずれか1つに記載の光ファイバプリフォーム。
上記コアケーンは、上記第1のキャップより高い熱膨張係数を有する、実施形態27〜32のいずれか1つに記載の光ファイバプリフォーム。
上記第1のキャップは、上記クラッドの熱膨張係数以上の熱膨張係数を有する、実施形態27〜33のいずれか1つに記載の光ファイバプリフォーム。
上記キャッピング済みコアケーンは、上記コアケーンと上記第1のキャップとの間に位置決めされた介在する材料を更に含む、実施形態27〜34のいずれか1つに記載の光ファイバプリフォーム。
上記コアケーン及び上記第1のキャップは直接的に接触する、実施形態27〜34のいずれか1つに記載の光ファイバプリフォーム。
上記キャッピング済みコアケーンは更に、上記コアケーンの第2の端部表面に接触する第2のキャップを備える、実施形態27〜36のいずれか1つに記載の光ファイバプリフォーム。
上記第1のキャップの厚さは50mm未満であり、上記第2のキャップの厚さは50mm未満である、実施形態27〜37のいずれか1つに記載の光ファイバプリフォーム。
上記第1のキャップの厚さは1.0mm〜75mmであり、上記第2のキャップの厚さは1.0mm〜75mmである、実施形態27〜37のいずれか1つに記載の光ファイバプリフォーム。
上記第1のキャップの厚さは50mm未満である、実施形態27〜37のいずれか1つに記載の光ファイバプリフォーム。
上記第1のキャップの厚さは1.0mm〜75mmである、実施形態27〜37のいずれか1つに記載の光ファイバプリフォーム。
上記コーナ領域は、60MPa未満の径方向引張応力を有する、実施形態27〜41のいずれか1つに記載の光ファイバプリフォーム。
上記コーナ領域は、30MPa未満の径方向引張応力を有する、実施形態27〜41のいずれか1つに記載の光ファイバプリフォーム。
実施形態27〜43のいずれか1つに記載の光ファイバプリフォームからドロー形成された、光ファイバ。
多孔性スートクラッドモノリスであって、上記スートクラッドモノリスは第1の多孔性ガラスクラッド層を含み、かつ内部キャビティを有する、多孔性スートクラッドモノリスを提供するステップ;及び
キャッピング済みコアケーンを上記内部キャビティに挿入して、コア‐クラッド組立体を形成するステップであって、上記キャッピング済みコアケーンは、コアケーンと接触する第1のキャップを含み、上記第1のキャップは、第1の熱膨張係数を有する第1の材料を含み、上記コアケーンは、第2の熱膨張係数を有する第2の材料を含み、上記第2の熱膨張係数は上記第1の熱膨張係数と異なる、ステップ
を含む、光ファイバの製造方法。
上記第1の多孔性ガラスクラッド層はシリカを含む、実施形態45に記載の方法。
上記第2の材料はドープシリカを含む、実施形態45又は46に記載の方法。
上記ドープシリカはGeO2ドープシリカを含む、実施形態45〜47のいずれか1つに記載の方法。
上記コアケーンは、少なくとも0.7のコア‐クラッド比を有する、実施形態45〜47のいずれか1つに記載の方法。
上記コアケーンは、少なくとも0.9のコア‐クラッド比を有する、実施形態45〜47のいずれか1つに記載の方法。
上記第1の材料はシリカを含む、実施形態47〜50のいずれか1つに記載の方法。
上記第2の熱膨張係数は、上記第1の熱膨張係数より高い、実施形態45〜51のいずれか1つに記載の方法。
上記第1の熱膨張係数は、上記第1の多孔性ガラスクラッド層の熱膨張係数より大きい、実施形態52に記載の方法。
上記コア‐クラッド組立体を加熱するステップを更に含む、実施形態45〜53のいずれか1つに記載の方法。
上記加熱するステップは、上記コア‐クラッド組立体を焼結させる、実施形態54に記載の方法。
上記加熱するステップは、上記コア‐クラッド組立体を固結させる、実施形態54に記載の方法。
上記コア‐クラッド組立体からファイバをドロー形成するステップを更に含む、実施形態56に記載の方法。
上記加熱するステップは、少なくとも900℃の温度で行われる、実施形態54に記載の方法。
上記加熱するステップは、少なくとも1300℃の温度で行われる、実施形態54に記載の方法。
上記コア‐クラッド組立体を乾燥剤に曝露するステップを更に含む、実施形態54〜59のいずれか1つに記載の方法。
上記コア‐クラッド組立体を還元剤に曝露するステップを更に含む、実施形態54〜60のいずれか1つに記載の方法。
上記キャッピング済みコアケーンは、上記コアケーンに接触する第2のキャップを含み、
上記第2のキャップは、第3の熱膨張係数を有する第3の材料を含み、上記第3の熱膨張係数は上記第2の熱膨張係数と異なる、実施形態45〜61のいずれか1つに記載の方法。
上記コアケーンは、上記第1のキャップと上記第2のキャップとの間にある、実施形態62に記載の方法。
上記第3の熱膨張係数は上記第2の熱膨張係数未満であり、
上記第1の熱膨張係数は上記第2の熱膨張係数未満である、実施形態63に記載の方法。
上記第1のキャップは上記コアケーンに直接的に接触する、実施形態45〜64のいずれか1つに記載の方法。
上記スートクラッドモノリスは第2の多孔性ガラスクラッド層を含み、
上記第2の多孔性ガラスクラッド層は上記第1の多孔性ガラスクラッド層を取り囲む、実施形態45〜65のいずれか1つに記載の方法。
多孔性スートクラッドモノリスを提供するステップであって、上記スートクラッドモノリスは第1の多孔性ガラスクラッド層を含み、内部キャビティを有する、ステップ;
第1のキャップを上記内部キャビティに挿入するステップであって、上記第1のキャップは、第1の熱膨張係数を有する第1の材料を含む、ステップ;及び
コアケーンを上記内部キャビティに挿入するステップであって、上記コアケーンは、第2の熱膨張係数を有する第2の材料を含み、上記第2の熱膨張係数は上記第1の熱膨張係数と異なる、ステップ
を含む、光ファイバを製造する方法。
上記第1の多孔性ガラスクラッド層はシリカを含む、実施形態67に記載の方法。
上記第2の材料はドープシリカを含む、実施形態67又は68に記載の方法。
上記ドープシリカはGeO2ドープシリカを含む、実施形態いずれか1つ69に記載の方法。
上記コアケーンは、少なくとも0.7のコア‐クラッド比を有する、実施形態67〜70のいずれか1つに記載の方法。
上記コアケーンは、少なくとも0.9のコア‐クラッド比を有する、実施形態67〜70のいずれか1つに記載の方法。
上記第1の材料はシリカを含む、実施形態67〜72のいずれか1つに記載の方法。
上記第2の熱膨張係数は、上記第1の熱膨張係数より高い、実施形態67〜73のいずれか1つに記載の方法。
上記第1の熱膨張係数は、上記第1の多孔性ガラスクラッド層の熱膨張係数より大きい、実施形態67〜74のいずれか1つに記載の方法。
上記コア‐クラッド組立体を加熱するステップを更に含む、実施形態67〜75のいずれか1つに記載の方法。
上記加熱するステップは、上記コア‐クラッド組立体を焼結させる、実施形態76に記載の方法。
上記加熱するステップは、上記コア‐クラッド組立体を固結させる、実施形態76に記載の方法。
上記コア‐クラッド組立体からファイバをドロー形成するステップを更に含む、実施形態78に記載の方法。
上記加熱するステップは、少なくとも1300℃の温度で行われる、実施形態76に記載の方法。
上記加熱するステップは、少なくとも1400℃の温度で行われる、実施形態76に記載の方法。
上記コア‐クラッド組立体を乾燥剤に曝露するステップを更に含む、実施形態67〜81のいずれか1つに記載の方法。
上記コア‐クラッド組立体を還元剤に曝露するステップを更に含む、実施形態67〜82のいずれか1つに記載の方法。
第2のキャップを上記内部キャビティに挿入するステップを更に含み、
上記第2のキャップは、第3の熱膨張係数を有する第3の材料を含み、上記第3の熱膨張係数は上記第2の熱膨張係数と異なる、実施形態67〜83のいずれか1つに記載の方法。
上記第1のキャップは、上記内部キャビティの第1の端部に挿入され、
上記第2のキャップは、上記内部キャビティの第2の端部に挿入される、実施形態84に記載の方法。
上記コアケーンは、上記第1のキャップと上記第2のキャップとの間に挿入される、実施形態85に記載の方法。
上記第3の熱膨張係数は上記第2の熱膨張係数未満であり、
上記第1の熱膨張係数は上記第2の熱膨張係数未満である、実施形態84〜86のいずれか1つに記載の方法。
実施形態いずれか1つ実施形態 上記スートクラッドモノリスは第2の多孔性ガラスクラッド層を含み、
上記第2の多孔性ガラスクラッド層は上記第1の多孔性ガラスクラッド層を取り囲む、実施形態67〜87のいずれか1つに記載の方法。
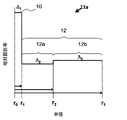
10 コア
11a、11b 光ファイバ
12a 内側クラッド
12b 外側クラッド
12t トレンチ領域
13 ハンドル
100、140 光ファイバプリフォーム
102、145、220、310 コアケーン
110 スートクラッドモノリス
112 シリカ系スート層、スートクラッド層
114 スート層、スートクラッド層
116 スート層
118、157、325 内部キャビティ
120 ベイトロッド
122 バーナ
124 ベイトロッド120の軸方向長さ
126 火炎
128 シリカ系ガラススート
130 固結炉
132 流路
134 流路
147 端部表面
149 ヘッドスペース
150 固結済みクラッド
151 末端点
153 内部キャビティ157の入口
155 金属ハンドル
159 ジャンクション
210 端部
215 上部境界
225、235、380、385 コーナ領域
230 コアケーン220の直径
240 クラッド
250 占有されていない空間
300 キャッピング済みコアケーン
305、315 キャップ
320 多孔性スート領域
330 スートクラッドモノリス
335 コア‐クラッド組立体
340 固結済みスート領域
345、360 プリフォーム
362 GeO2ドープシリカコアケーン365の直径
365 GeO2ドープシリカコアケーン
370 シリカクラッド
375 シリカ端部キャップ
390 占有されていない空間
Claims (5)
- 内部キャビティを取り囲む多孔性クラッドガラス層を含み、第1の熱膨張係数を有する第1の材料からなる多孔性スートクラッドモノリス;
前記内部キャビティ内に位置決めされた部分を有し、前記第1の熱膨張係数と異なる第2の熱膨張係数を有する第2の材料からなる第1のガラス本体;及び
前記内部キャビティ内に位置決めされた部分を有し、前記第2の熱膨張係数と異なる第3の熱膨張係数を有する第3の材料からなる第2のガラス本体
を備え、
前記第2のガラス本体は、前記多孔性スートクラッドモノリスの前記内部キャビティ内で、前記第1のガラス本体の端部表面に直接的に接触する、コア‐クラッド組立体。 - 前記第1の材料はシリカを含み、
前記第2の材料は、ドーパントを含有するシリカを含む、請求項1に記載のコア‐クラッド組立体。 - 前記第1のガラス本体は、少なくとも0.70のコア‐クラッド比を有する、請求項1又は2に記載のコア‐クラッド組立体。
- 前記第2の熱膨張係数は、前記第1の熱膨張係数と前記第3の熱膨張係数のいずれよりも大きい、請求項1〜3のいずれか1項に記載のコア‐クラッド組立体。
- 前記内部キャビティ内に前記第1のガラス本体の端部表面に直接的に接触するように位置決めされる第3のガラス本体を更に備え、
前記第3のガラス本体は、前記第2の熱膨張係数と異なる第4の熱膨張係数を有する第4の材料を含む、請求項1〜4のいずれか1項に記載のコア‐クラッド組立体。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562238370P | 2015-10-07 | 2015-10-07 | |
| US62/238,370 | 2015-10-07 | ||
| PCT/US2016/055408 WO2017062400A1 (en) | 2015-10-07 | 2016-10-05 | Method to prevent cracks in optical fiber preforms and optical fiber preforms obtained thereby |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018535176A JP2018535176A (ja) | 2018-11-29 |
| JP2018535176A5 JP2018535176A5 (ja) | 2019-11-21 |
| JP6964582B2 true JP6964582B2 (ja) | 2021-11-10 |
Family
ID=57209849
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018517578A Active JP6964582B2 (ja) | 2015-10-07 | 2016-10-05 | 光ファイバプリフォーム中の割れを防止するための方法、及び上記方法によって得られる光ファイバプリフォーム |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11577982B2 (ja) |
| EP (1) | EP3359497B1 (ja) |
| JP (1) | JP6964582B2 (ja) |
| CN (1) | CN108137377A (ja) |
| WO (1) | WO2017062400A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109782388A (zh) * | 2017-11-14 | 2019-05-21 | 上海箩箕技术有限公司 | 光纤维及其制造方法、光纤面板 |
| JP6793676B2 (ja) * | 2018-04-02 | 2020-12-02 | 信越化学工業株式会社 | 光ファイバ用多孔質ガラス母材の製造装置および製造方法 |
| EP3778504A1 (en) * | 2019-08-13 | 2021-02-17 | Sterlite Technologies Limited | Method for sintering of optical fibre preform |
| CN113301753A (zh) * | 2021-06-01 | 2021-08-24 | Oppo广东移动通信有限公司 | 盖板的制备方法、盖板以及电子设备 |
| CN114907007B (zh) * | 2022-06-15 | 2024-02-02 | 山东富通光导科技有限公司 | 一种光纤预制棒松散体中掺氟的方法 |
Family Cites Families (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4204850A (en) | 1977-08-26 | 1980-05-27 | Corning Glass Works | Carbon coating for a starting member used in producing optical waveguide |
| US4227771A (en) * | 1979-02-21 | 1980-10-14 | Corning Glass Works | Monolithic optical waveguide having a plurality of cores |
| CA1166527A (en) | 1979-09-26 | 1984-05-01 | Shiro Takahashi | Method and apparatus for producing multi-component glass fiber preform |
| JPH0612364B2 (ja) * | 1983-04-25 | 1994-02-16 | 日本電信電話株式会社 | 偏波保持光フアイバ用応力付与母材 |
| JPS60260432A (ja) * | 1984-06-04 | 1985-12-23 | Sumitomo Electric Ind Ltd | 光フアイバ用プリフオ−ムの製造方法 |
| JPS60264341A (ja) * | 1984-06-14 | 1985-12-27 | Fujikura Ltd | 指標付き光フアイバの製造方法 |
| US4657040A (en) | 1985-11-25 | 1987-04-14 | Hr Textron Inc. | Bypass reverse flow valve |
| JPS62171933A (ja) * | 1986-01-27 | 1987-07-28 | Nippon Telegr & Teleph Corp <Ntt> | 偏波保持光フアイバの製造方法 |
| JPS62216933A (ja) * | 1986-03-17 | 1987-09-24 | Ocean Cable Co Ltd | 光フアイバ母材の製造方法 |
| US4775401A (en) | 1987-06-18 | 1988-10-04 | American Telephone And Telegraph Company, At&T Bell Laboratories | Method of producing an optical fiber |
| US4861136A (en) | 1987-07-15 | 1989-08-29 | American Telephone And Telegraph Company | Optical communication systems using fabry-perot cavities |
| JPH02233529A (ja) * | 1989-03-08 | 1990-09-17 | Fujikura Ltd | 光ファイバ用母材 |
| JPH06247734A (ja) * | 1993-02-25 | 1994-09-06 | Furukawa Electric Co Ltd:The | 偏波面保存光ファイバ用母材の製造方法 |
| KR0177088B1 (ko) * | 1993-11-29 | 1999-05-15 | 김광호 | 단일모드 광섬유 1차 모재 오버크래딩 방법 및 장치 |
| EP1005659B1 (en) * | 1997-08-19 | 2006-03-29 | Prysmian Cavi e Sistemi Energia S.r.l. | Method of and apparatus for manufacturing an optical fiber preform |
| US6813908B2 (en) | 2000-12-22 | 2004-11-09 | Corning Incorporated | Treating an optical fiber preform with carbon monoxide |
| US6843076B2 (en) | 2001-07-30 | 2005-01-18 | Corning Incorporated | Single step laydown method of making dry fiber with complex fluorine doped profile |
| US20040107735A1 (en) | 2002-12-04 | 2004-06-10 | Fitel Usa Corp. | Rod-in-tube optical fiber preform and method |
| KR20060007434A (ko) | 2003-05-19 | 2006-01-24 | 스미토모 덴키 고교 가부시키가이샤 | 광파이버와 그 제조 방법 |
| US7404302B2 (en) | 2004-05-27 | 2008-07-29 | Corning Incorporated | Method of depositing glass soot |
| US8468852B2 (en) * | 2009-12-03 | 2013-06-25 | Corning Incorporated | Soot pressing for optical fiber overcladding |
| DE102011014915B4 (de) | 2010-10-19 | 2019-01-17 | J-Fiber Gmbh | Verfahren zur Herstellung eines Lichtwellenleiters mit einem optimierbaren Makrokrümmungsverlust und Preform zur Herstellung eines Lichtwellenleiters |
| US9481599B2 (en) * | 2010-12-21 | 2016-11-01 | Corning Incorporated | Method of making a multimode optical fiber |
| DE102011118268A1 (de) | 2011-05-27 | 2012-11-29 | J-Plasma Gmbh | Verfahren zur Herstellung eines Halbzeugs zur Fertigung einer biegeoptimierten Lichtleitfaser |
| US9873629B2 (en) | 2011-06-30 | 2018-01-23 | Corning Incorporated | Methods for producing optical fiber preforms with low index trenches |
| US8565567B2 (en) | 2011-11-23 | 2013-10-22 | Sumitomo Electric Industries, Ltd. | Multi-mode optical fiber |
| WO2014099645A1 (en) | 2012-12-20 | 2014-06-26 | Corning Incorporated | Methods for forming optical fiber preforms with selective diffusion layers |
| US20140186645A1 (en) | 2013-01-02 | 2014-07-03 | Ofs Fitel, Llc | Manufacture of bend insensitive multimode optical fiber |
| US9586853B2 (en) | 2014-07-09 | 2017-03-07 | Corning Incorporated | Method of making optical fibers in a reducing atmosphere |
| JP6513796B2 (ja) | 2014-09-16 | 2019-05-15 | コーニング インコーポレイテッド | 一工程フッ素トレンチ及びオーバークラッドを有する光ファイバプリフォームの作製方法 |
| CN104556671A (zh) | 2015-01-19 | 2015-04-29 | 华南理工大学 | 过渡金属离子掺杂的微晶玻璃光纤的制备方法 |
| US20160257612A1 (en) | 2015-03-04 | 2016-09-08 | Corning Incorporated | Coating of bait substrates for optical fiber making |
-
2016
- 2016-09-21 US US15/271,610 patent/US11577982B2/en active Active
- 2016-10-05 EP EP16788283.6A patent/EP3359497B1/en active Active
- 2016-10-05 CN CN201680058949.4A patent/CN108137377A/zh active Pending
- 2016-10-05 JP JP2018517578A patent/JP6964582B2/ja active Active
- 2016-10-05 WO PCT/US2016/055408 patent/WO2017062400A1/en active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| EP3359497B1 (en) | 2023-04-26 |
| WO2017062400A1 (en) | 2017-04-13 |
| US20170101335A1 (en) | 2017-04-13 |
| US11577982B2 (en) | 2023-02-14 |
| CN108137377A (zh) | 2018-06-08 |
| EP3359497A1 (en) | 2018-08-15 |
| JP2018535176A (ja) | 2018-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6964582B2 (ja) | 光ファイバプリフォーム中の割れを防止するための方法、及び上記方法によって得られる光ファイバプリフォーム | |
| EP2726422B1 (en) | Methods for producing optical fiber preforms with low index trenches | |
| EP2785658B1 (en) | Pressed, multilayered silica soot preforms for the manufacture of single sinter step, complex refractive index profile optical fiber | |
| US8011208B2 (en) | Reduction of optical fiber cane/preform deformation in consolidation | |
| US20140161406A1 (en) | Method of manufacturing optical fiber preform and optical fiber | |
| NO161730B (no) | Fremgangsmaate for fremstilling av en gjenstand av glass, hvorav i det minste en del er dopet med fluor. | |
| US9776907B2 (en) | Optical fibers and preforms with one step fluorine trench and overclad and methods for making the same | |
| EP3041801B1 (en) | Method of making updoped cladding by using silicon tertrachloride as the dopant | |
| US9919956B2 (en) | Method of assembling optical fiber preforms | |
| JP5046753B2 (ja) | 光ファイバ母材の製造方法及びその装置 | |
| EP1182172A1 (en) | Process of sintering a gel body and preform for an optical fibre comprising the sintered body | |
| EP2938581B1 (en) | Method of manufacturing preforms for optical fibres having low water peak | |
| CN111278780B (zh) | 制造卤素掺杂的二氧化硅的方法 | |
| WO2019079690A1 (en) | METHODS FOR HALOGEN DOPED SILICA PREPARATION | |
| US20230286851A1 (en) | Method for manufacturing optical fiber preform | |
| US10947149B2 (en) | Halogen-doped silica for optical fiber preforms | |
| KR100624252B1 (ko) | 보조 버너를 사용한 광섬유 모재 제조 방법 | |
| JP2014219474A (ja) | 光ファイバ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191007 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191007 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200916 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201028 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20210128 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20210329 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210428 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210922 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211019 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6964582 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |