JP6898549B2 - 成形体の製造方法 - Google Patents
成形体の製造方法 Download PDFInfo
- Publication number
- JP6898549B2 JP6898549B2 JP2017036998A JP2017036998A JP6898549B2 JP 6898549 B2 JP6898549 B2 JP 6898549B2 JP 2017036998 A JP2017036998 A JP 2017036998A JP 2017036998 A JP2017036998 A JP 2017036998A JP 6898549 B2 JP6898549 B2 JP 6898549B2
- Authority
- JP
- Japan
- Prior art keywords
- resin sheet
- mold
- tension
- frame
- foamed resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 10
- 229920005989 resin Polymers 0.000 claims description 109
- 239000011347 resin Substances 0.000 claims description 109
- 238000000034 method Methods 0.000 claims description 20
- 238000007493 shaping process Methods 0.000 claims description 18
- 238000001179 sorption measurement Methods 0.000 claims description 9
- 230000002093 peripheral effect Effects 0.000 claims description 8
- 230000005484 gravity Effects 0.000 claims 1
- 230000006837 decompression Effects 0.000 description 13
- 238000003825 pressing Methods 0.000 description 12
- 239000004088 foaming agent Substances 0.000 description 11
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 8
- 238000000465 moulding Methods 0.000 description 8
- 239000002994 raw material Substances 0.000 description 6
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 5
- 239000001569 carbon dioxide Substances 0.000 description 4
- 229910002092 carbon dioxide Inorganic materials 0.000 description 4
- YMWUJEATGCHHMB-UHFFFAOYSA-N Dichloromethane Chemical compound ClCCl YMWUJEATGCHHMB-UHFFFAOYSA-N 0.000 description 3
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 description 3
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 3
- OFBQJSOFQDEBGM-UHFFFAOYSA-N n-pentane Natural products CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- UIIMBOGNXHQVGW-UHFFFAOYSA-M Sodium bicarbonate Chemical compound [Na+].OC([O-])=O UIIMBOGNXHQVGW-UHFFFAOYSA-M 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- SCYULBFZEHDVBN-UHFFFAOYSA-N 1,1-Dichloroethane Chemical compound CC(Cl)Cl SCYULBFZEHDVBN-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 239000003570 air Substances 0.000 description 1
- 238000000071 blow moulding Methods 0.000 description 1
- 239000001273 butane Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 229920001903 high density polyethylene Polymers 0.000 description 1
- 239000004700 high-density polyethylene Substances 0.000 description 1
- 229920000092 linear low density polyethylene Polymers 0.000 description 1
- 239000004707 linear low-density polyethylene Substances 0.000 description 1
- 229920001684 low density polyethylene Polymers 0.000 description 1
- 239000004702 low-density polyethylene Substances 0.000 description 1
- IJDNQMDRQITEOD-UHFFFAOYSA-N n-butane Chemical compound CCCC IJDNQMDRQITEOD-UHFFFAOYSA-N 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- -1 polypropylene, ethylene-propylene copolymer Polymers 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 229910000030 sodium bicarbonate Inorganic materials 0.000 description 1
- 235000017557 sodium bicarbonate Nutrition 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 229910001868 water Inorganic materials 0.000 description 1
Images

















Landscapes
- Molding Of Porous Articles (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Description
好ましくは、前記張力は、前記樹脂シートの幅方向に加えられる。
好ましくは、前記張力は、エキスパンダによって加えられ、前記エキスパンダは、一対の把持ユニットを備え、前記樹脂シートの幅方向の両端が前記一対の把持ユニットによって保持され、前記一対の把持ユニットの間の距離が増大されることによって前記樹脂シートに前記張力が加えられる。
好ましくは、前記賦形工程の前に吸着工程を備え、前記吸着工程では、前記金型の前面側に垂下された樹脂シートを、前記金型の周面に沿って配置された外枠で吸着し、前記賦形工程では、前記金型により前記樹脂シートの減圧吸引を行う。
好ましくは、前記吸着工程は、前記張力印加工程の後に行われる。
好ましくは、前記外枠は、枠上部及び枠下部を備える。
好ましくは、前記枠上部及び前記枠下部のそれぞれは、前記金型の上下方向における上端及び下端から、前記金型の上下方向の長さの50%以内に収まるように配置される。
好ましくは、前記枠上部及び前記枠下部のそれぞれは、平板形状である。
好ましくは、前記樹脂シートは、発泡樹脂シートである。
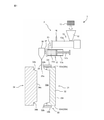
最初に、図1〜図3を用いて、本発明の一実施形態の成形体の製造方法の実施に利用可能な成形機1について説明する。成形機1は、樹脂シート形成装置2と、金型装置31を備える。樹脂シート形成装置2は、ホッパー12と、押出機13と、インジェクタ16と、アキュームレータ17と、Tダイ18を備える。押出機13とアキュームレータ17は、連結管25を介して連結される。アキュームレータ17とTダイ18は、連結管27を介して連結される。
以下、各構成について詳細に説明する。
ホッパー12は、原料樹脂11を押出機13のシリンダ13a内に投入するために用いられる。原料樹脂11の形態は、特に限定されないが、通常は、ペレット状である。原料樹脂は、例えばポリオレフィンなどの熱可塑性樹脂であり、ポリオレフィンとしては、低密度ポリエチレン、直鎖状低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体及びその混合物などが挙げられる。原料樹脂11は、ホッパー12からシリンダ13a内に投入された後、シリンダ13a内で加熱されることによって溶融されて溶融樹脂になる。また、シリンダ13a内に配置されたスクリューの回転によってシリンダ13aの先端に向けて搬送される。スクリューは、シリンダ13a内に配置され、その回転によって溶融樹脂を混練しながら搬送する。スクリューの基端にはギア装置が設けられており、ギア装置によってスクリューが回転駆動される。シリンダ13a内に配置されるスクリューの数は、1本でもよく、2本以上であってもよい。
シリンダ13aには、シリンダ13a内に発泡剤を注入するためのインジェクタ16が設けられる。原料樹脂11を発泡させない場合は、インジェクタ16は省略可能である。インジェクタ16から注入される発泡剤は、物理発泡剤、化学発泡剤、及びその混合物が挙げられるが、物理発泡剤が好ましい。物理発泡剤としては、空気、炭酸ガス、窒素ガス、水等の無機系物理発泡剤、およびブタン、ペンタン、ヘキサン、ジクロロメタン、ジクロロエタン等の有機系物理発泡剤、さらにはそれらの超臨界流体を用いることができる。超臨界流体としては、二酸化炭素、窒素などを用いて作ることが好ましく、窒素であれば臨界温度−149.1℃、臨界圧力3.4MPa以上、二酸化炭素であれば臨界温度31℃、臨界圧力7.4MPa以上とすることにより得られる。化学発泡剤としては、酸(例:クエン酸又はその塩)と塩基(例:重曹)との化学反応により炭酸ガスを発生させるものが挙げられる。化学発泡剤は、インジェクタ16から注入する代わりに、ホッパー12から投入してもよい。
発泡剤が添加されている又は添加されていない溶融樹脂11aは、シリンダ13aの樹脂押出口から押し出され、連結管25を通じてアキュームレータ17内に注入される。アキュームレータ17は、シリンダ17aとその内部で摺動可能なピストン17bを備えており、シリンダ17a内に溶融樹脂11aが貯留可能になっている。そして、シリンダ17a内に溶融樹脂11aが所定量貯留された後にピストン17bを移動させることによって、連結管27を通じて溶融樹脂11aをTダイ18内に設けられたスリットから押し出して垂下させて溶融状態の樹脂シート23を形成する。
図2及び図3に示すように金型装置31は、樹脂シート23を成形するための金型32と、金型32の周面32sに沿って移動可能に構成された外枠33を備える。外枠33は、シリンダ機構などによって移動可能に構成されている。
ここで、図1〜図17を用いて、本発明の一実施形態の成形体の製造方法について説明する。本実施形態の方法は、垂下工程と、張力印加工程と、吸着工程と、賦形工程と、型締め工程を備える。以下、詳細に説明する。
垂下工程では、図1に示すように、金型32の前面側に樹脂シート23を垂下させる。このとき、外枠33は前進した状態となっている。ここで、樹脂シート23は、溶融状態の樹脂をTダイ18内に設けられたスリットから押し出して垂下させることによって形成されたものであり、図4〜図6に示すように、通常、波打った形状になっている。これを解消するため、図4に示すように、金型32及び外枠33の前面側にある樹脂シート23に張力を加えるためのエキスパンダ5が設けられている。エキスパンダ5は、一対の把持ユニット5aを備える。各把持ユニット5aは把持部5a1,5a2を備え、図5に示すように、把持部5a1,5a2の間に樹脂シート23を把持可能になっている。また、一対の把持ユニット5aは、その間の距離Lが可変になっている。一対の把持ユニット5aが樹脂シート23の幅方向の両端を把持した状態で距離Lを大きくすることによって樹脂シート23に幅方向の張力を加えることが可能になっている。また、エキスパンダ5は、金型32に対して、前後左右方向に相対移動が可能になっている。エキスパンダ5が金型32に向かって相対移動することによって樹脂シート23を金型32のピンチオフ部32b及び外枠33の前面に押し付けることが可能になっている。
次に、張力印加工程では、樹脂シート23に張力を加える。具体的には、図5及び図6に示すように、樹脂シート23の下端23eが枠下部33bよりも下側に到達した後に、一対の把持ユニット5a間の距離Lを近づけ、把持部5a1,5a2により樹脂シート23を把持する。樹脂シート把持工程では、金型32及び外枠33の前面側にある樹脂シート23の幅方向の各端部を把持部5a1,5a2で挟むことによって樹脂シート23を把持する。そして、図7及び図8に示すように、一対の把持ユニット5aをそれぞれ左右方向に移動させつつ、エキスパンダ5を後方向に移動させることにより、樹脂シート23の波打ちを低減する。樹脂シート23が発泡樹脂シートである場合には、波打ちの程度が顕著であるので、樹脂シート23に幅方向の張力を加える技術的意義が顕著である。そして、図9及び図10に示されるように、エキスパンダ5を前進させ、樹脂シート23を外枠33の前面に当接させる。
吸着工程では、金型32の前面側に垂下された樹脂シート23を、金型32の周面に沿って配置された外枠33で吸着する。
賦形工程では、樹脂シート23に張力を加えた状態で樹脂シート23を金型32に設けられたキャビティ32aの内面に沿った形状に賦形する。本実施形態では、金型32により樹脂シート23の減圧吸引を行う。ここで、賦形方法はこれに限定されず、ブロー成形により樹脂シート23を賦形することもできる。
型締め工程では、図16に示すように、金型装置31及び押圧金型34の型締めを行う。これによって、金型32によって形成される、キャビティ32aの内面に沿った形状の中空の成形体23mが得られる。この後は、図17に示すように、金型32から成形体23mを取り出し、バリ23bを除去することによって、所望の成形体が得られる。
上記実施形態では、枠上部33t及び枠下部33bは平板形状であったが、これらは、必ずしも平板形状でなくてもよい。例えば、図18の変形例では、枠上部33t及び枠下部33bはそれぞれ、その端部において、金型32の側面に沿って突出した突出部33te及び突出部33beが形成されている。また、枠上部33t及び枠下部33bのそれぞれは、金型32の上下方向における上端及び下端から、金型32の上下方向の長さHの50%以内に突出部33te及び突出部33beが収まるように配置されることが好ましい。さらに好ましくは、長さHの40%、さらに好ましくは、30%、さらに好ましくは、20%、さらに好ましくは、10%、さらに好ましくは、0%の範囲に突出部33te及び突出部33beが収まるように配置される。また、別の表現では、金型32の上下方向における上端及び下端の中点Mから、金型32の上下方向に対して長さHの0%以上の空間SPが設けられる。好ましくは、10%、さらに好ましくは、20%、さらに好ましくは、30%、さらに好ましくは、40%、さらに好ましくは、50%の空間SPが設けられる。ここで、これらの数値は単なる例示であり、各数字の間の値としてもよい。このような形状の場合でも、上記実施形態と同様の作用効果によって、外枠33と金型32の干渉を抑制することができる。
本実施形態は、以下の態様でも実施可能である。
・上記実施形態では、外枠33には、溝状の減圧吸引孔33sが設けられているが、減圧吸引孔33sの形状は限定されず、例えば、円形の減圧吸引孔33sが多数配置されているような構成であってもよい。
・賦形工程及び型締め工程は、同時に行ってもよく、賦形工程からわずかに遅れて型締め工程を開始してもよい。このとき、押圧金型34により、金型32と逆方向に樹脂シート23の減圧吸引を行ってもよい。
・上記実施形態では、一対の金型装置31及び押圧金型34を用いて中空の成形体23mを形成する方法を例に挙げて説明を行ったが、1つの金型装置31を用いて、1枚の樹脂シート23を賦形して、成形体を形成してもよい。この場合、賦形工程の後に型締め工程が不要である。
・一対の金型装置31を用いる場合には、成形体23mは中空であってもよく、成形体23m内に発泡体などを充填してもよい。
・樹脂シート23は、発泡樹脂シートであってもよい。
・外枠33を前進させた状態(図2参照)で樹脂シート23を外枠33の前面に当接させた後、金型32を前進させてもよい。
2 :樹脂シート形成装置
5 :エキスパンダ
5a :把持ユニット
5a1 :把持部
5a2 :把持部
11 :原料樹脂
11a :溶融樹脂
12 :ホッパー
13 :押出機
13a :シリンダ
16 :インジェクタ
17 :アキュームレータ
17a :シリンダ
17b :ピストン
18 :Tダイ
23 :樹脂シート
23b :バリ
23e :下端
23m :成形体
25 :連結管
27 :連結管
31 :金型装置
32 :金型
32a :キャビティ
32b :ピンチオフ部
32f :前面
32r :背面
32s :周面
32sb :底面
32sl :左側面
32sr :右側面
32st :上面
33 :外枠
33b :枠下部
33l :枠左部
33r :枠右部
33t :枠上部
33s :減圧吸引孔
33te :突出部
33be :突出部
34 :押圧金型
34a :押圧面
34b :ピンチオフ部
Claims (7)
- 垂下工程と、張力印加工程と、賦形工程を備え、
前記垂下工程では、溶融状態の発泡樹脂を樹脂シート形成装置のスリットから押し出すことで、金型の前面側に発泡樹脂シートを垂下させ、
前記張力印加工程では、前記発泡樹脂シートに張力を加え、
前記張力は、エキスパンダによって加えられ、
前記エキスパンダは、一対の把持ユニットを備え、
前記発泡樹脂シートの幅方向の両端が前記一対の把持ユニットによって保持され、
前記一対の把持ユニットの間の距離が増大されることによって前記発泡樹脂シートに前記張力が加えられ、
前記張力は、前記発泡樹脂シートのうち前記金型の前面側に配置される部分の前記幅方向に加えられ、
前記幅方向は、重力方向及び前記金型の開閉方向に直交する方向であり、
前記賦形工程では、前記発泡樹脂シートに前記張力を加えた状態で前記発泡樹脂シートを前記金型に設けられたキャビティの内面に沿った形状に賦形する、成形体の製造方法。 - 前記賦形工程の前に吸着工程を備え、
前記吸着工程では、前記金型の前面側に垂下された前記発泡樹脂シートを、前記金型の周面に沿って配置された外枠で吸着し、
前記賦形工程では、前記金型により前記発泡樹脂シートの減圧吸引を行う、請求項1に記載の方法。 - 前記吸着工程は、前記張力印加工程の後に行われる、請求項2に記載の方法。
- 前記外枠は、枠上部及び枠下部を備える、請求項2又は請求項3に記載の方法。
- 前記枠上部及び前記枠下部のそれぞれは、前記金型の上下方向における上端及び下端から、前記金型の上下方向の長さの50%以内に収まるように配置される、請求項4に記載の方法。
- 前記枠上部及び前記枠下部のそれぞれは、平板形状である、請求項4又は請求項5に記載の方法。
- 垂下工程と、張力印加工程と、吸着工程と、賦形工程を備え、
前記垂下工程では、金型の前面側に樹脂シートを垂下させ、
前記張力印加工程では、前記樹脂シートに張力を加え、
前記吸着工程は、前記賦形工程の前に実施され、前記吸着工程では、前記金型の前面側に垂下された前記樹脂シートを、前記金型の周面に沿って配置された外枠で吸着し、
前記外枠は、枠上部及び枠下部を備え、
前記賦形工程では、前記樹脂シートに前記張力を加えた状態で前記樹脂シートを前記金型に設けられたキャビティの内面に沿った形状に賦形し、且つ、前記金型により前記樹脂シートの減圧吸引を行う、成形体の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017036998A JP6898549B2 (ja) | 2017-02-28 | 2017-02-28 | 成形体の製造方法 |
| US16/464,141 US11247384B2 (en) | 2016-11-28 | 2017-11-28 | Method for manufacturing structure, integrally-molded body, and method for manufacturing integrally-molded body |
| CN201780072691.8A CN110023053B (zh) | 2016-11-28 | 2017-11-28 | 构造体的制造方法、一体成型体以及一体成型体的制造方法 |
| KR1020197015346A KR102251327B1 (ko) | 2016-11-28 | 2017-11-28 | 일체 성형체 및 일체 성형체의 제조 방법 |
| EP17873878.7A EP3546195B1 (en) | 2016-11-28 | 2017-11-28 | Structure production method, integrally molded body, and integrally molded body production method |
| PCT/JP2017/042672 WO2018097320A1 (ja) | 2016-11-28 | 2017-11-28 | 構造体の製造方法、一体成形体及び一体成形体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017036998A JP6898549B2 (ja) | 2017-02-28 | 2017-02-28 | 成形体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018140575A JP2018140575A (ja) | 2018-09-13 |
| JP6898549B2 true JP6898549B2 (ja) | 2021-07-07 |
Family
ID=63527499
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017036998A Active JP6898549B2 (ja) | 2016-11-28 | 2017-02-28 | 成形体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6898549B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7534637B2 (ja) | 2021-01-29 | 2024-08-15 | キョーラク株式会社 | 成形体の製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4422839B2 (ja) * | 2000-01-13 | 2010-02-24 | 東レ・デュポン株式会社 | 開放型ポリイミド成形品の製造方法 |
| JP2004181630A (ja) * | 2002-11-29 | 2004-07-02 | Kyoraku Co Ltd | 発泡体内装中空成形品およびその製造方法 |
| JP5720310B2 (ja) * | 2011-02-28 | 2015-05-20 | キョーラク株式会社 | 成形装置及び成形方法 |
| JP2012192512A (ja) * | 2011-03-18 | 2012-10-11 | Sodick Co Ltd | 放電加工機 |
| JP6283931B2 (ja) * | 2013-12-01 | 2018-02-28 | キョーラク株式会社 | 加飾成形方法、加飾シートによる加飾成形用金型部品、該金型部品を有する加飾成形用金型、並びに加飾成形装置 |
| JP6511213B2 (ja) * | 2015-01-24 | 2019-05-15 | キョーラク株式会社 | 樹脂成形品の成形方法および成形装置 |
-
2017
- 2017-02-28 JP JP2017036998A patent/JP6898549B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018140575A (ja) | 2018-09-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6173657B2 (ja) | 樹脂成形品の成形方法 | |
| US10022903B2 (en) | Method of making a resin panel | |
| JP6898549B2 (ja) | 成形体の製造方法 | |
| WO2018097320A1 (ja) | 構造体の製造方法、一体成形体及び一体成形体の製造方法 | |
| JP6823258B2 (ja) | 金型装置、及び成形体の製造方法 | |
| JP6839348B2 (ja) | 構造体の製造方法 | |
| JP6777855B2 (ja) | 成形体の製造方法及び成形体の製造装置 | |
| JP5720310B2 (ja) | 成形装置及び成形方法 | |
| JP6955166B2 (ja) | 成形体の製造方法 | |
| JP6777856B2 (ja) | 制振部材の製造方法及び構造体の製造方法 | |
| KR20190066010A (ko) | 발포성형체의 제조방법 | |
| JP6634794B2 (ja) | 発泡成形体の製造方法及び発泡成形体の製造装置 | |
| JP7534637B2 (ja) | 成形体の製造方法 | |
| JP6940769B2 (ja) | 成形体の製造方法 | |
| JP6947972B2 (ja) | 一体成形体及び一体成形体の製造方法 | |
| JP7428888B2 (ja) | 成形体の製造方法 | |
| JP2681730B2 (ja) | 皮付き発泡体の成形方法 | |
| JP7474405B2 (ja) | 発泡樹脂シートの成形方法 | |
| JP7071632B2 (ja) | 成形体の製造方法 | |
| CN217319143U (zh) | 一种塑胶制品生产用快速成型模具 | |
| JP7545047B2 (ja) | 成形装置 | |
| WO2023228855A1 (ja) | 成形装置 | |
| JP5202173B2 (ja) | 樹脂発泡成形体の製造装置及び製造方法 | |
| JP6908846B2 (ja) | 構造体及び製造方法 | |
| JP6427948B2 (ja) | 表皮付き樹脂成形品の連結構造及び表皮付き樹脂成形品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201117 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210113 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210511 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210524 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6898549 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |