JP6892002B2 - 樹脂パネル及び赤外線センサー - Google Patents
樹脂パネル及び赤外線センサー Download PDFInfo
- Publication number
- JP6892002B2 JP6892002B2 JP2020095293A JP2020095293A JP6892002B2 JP 6892002 B2 JP6892002 B2 JP 6892002B2 JP 2020095293 A JP2020095293 A JP 2020095293A JP 2020095293 A JP2020095293 A JP 2020095293A JP 6892002 B2 JP6892002 B2 JP 6892002B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- resin
- resin panel
- refractive index
- design
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Landscapes
- Photometry And Measurement Of Optical Pulse Characteristics (AREA)
- Optical Filters (AREA)
- Surface Treatment Of Optical Elements (AREA)
- Optical Radar Systems And Details Thereof (AREA)
Description
しかし、赤外線領域の光を発光波長とする光センサー(赤外線センサー)の保護カバーとして、特許文献1に開示されたポリカーボネートからなる光学要素を適用した場合、赤外線センサーが十分に機能しないケースが頻発した。特に、意匠性を高めるために、当該保護カバーに意匠層を付与した際に、赤外線センサーが十分に機能しないケースが増加する傾向があった。
[1]少なくともコア層を有する樹脂パネルであって、前記樹脂パネルは、波長905nmの光線透過率が85%以上であり、可視光線透過率が20%以下である、樹脂パネル。
[2]赤外線発光素子と、赤外線受光素子と、前記赤外線発光素子及び前記赤外線受光素子の前面に配置されてなる保護カバーとを有する赤外線センサーであって、前記保護カバーが前記[1]の樹脂パネルである、赤外線センサー。
本発明の樹脂パネルは、少なくともコア層を有する樹脂パネルであって、前記樹脂パネルは、波長905nmの光線透過率が85%以上であり、可視光線透過率が20%以下であるものである。
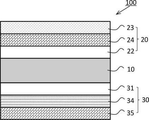
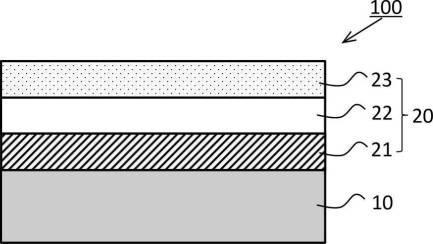
図1〜6の樹脂パネル(100)は、何れもコア層(10)を有している。
また、図1〜6の樹脂パネル(100)は、コア層(10)の他に内側層(20)を有しており、当該内側層(20)として、反射防止層(23)等を有している。
また、図1〜5の樹脂パネル(100)は、コア層(10)の他に外側層(30)を有しており、当該外側層(30)として、ハードコート層B(35)等を有している。
本発明の樹脂パネルは、波長905nmの光線透過率が85%以上であり、かつ、可視光線透過率が20%以下であることを要する。なお、樹脂パネルの表裏の何れを光入射面とした際にも、前述の数値を満たすことを要する。
可視光線透過率を下げるには、通常はカーボンブラックが用いられる。しかし、カーボンブラックは赤外線領域の光を吸収するため、波長905nmの光線透過率を低下してしまう。このため、樹脂パネルの可視光線透過率を低くするためには、後述するアゾメチンアゾ系化合物及びペリレン系化合物から選ばれる1以上の化合物を用いることが好ましい。
コア層は、樹脂又はガラスを主成分として含むものが好ましく、成形性の観点から樹脂を主成分として含むものがより好ましい。
主成分とは、コア層を構成する全固形分の50質量%以上を意味し、好ましくは70質量%以上、より好ましくは90質量%以上である。
熱可塑性樹脂としては、ポリスチレン系樹脂、ポリオレフィン系樹脂、ABS樹脂、AS樹脂、AN樹脂、ポリフェニレンオキサイド系樹脂、ポリカーボネート系樹脂、ポリアセタール系樹脂、アクリル系樹脂、ポリエチレンテレフタレート系樹脂、ポリブチレンテフタレート系樹脂、ポリスルフォン系樹脂、およびポリフェニレンサルファイド系樹脂から選ばれる1種または混合物等が挙げられる。これらの中でもポリカーボネート系樹脂及びアクリル系樹脂が好ましく、耐衝撃性に優れるポリカーボネート系樹脂がより好ましい。
コア層は、アゾメチンアゾ系化合物及びペリレン系化合物から選ばれる1以上の化合物を含むことが好ましい。アゾメチンアゾ系化合物及びペリレン系化合物は、黒色系の顔料であり、可視光領域の光を吸収しつつ、赤外線領域の光を透過する性質を有する。このため、コア層がアゾメチンアゾ系化合物及びペリレン系化合物から選ばれる1以上の化合物を含むことにより、樹脂パネルの可視光線透過率を低下させつつ、波長905nmの光線透過率を高い範囲に維持しやすくできる。
アゾメチンアゾ系化合物は、例えば、特開昭63−91283号公報、特開昭62−32149号公報に記載の手法で製造できる。
また、アゾメチンアゾ系化合物としては、テトラクロロフタルイミドとアミノアニリンの反応化合物であるジアゾニウム基を有する化合物も挙げられる。
[式(1)中、「Ar」は芳香族化合物又は複素環式化合物の残基であり、「X」は水素原子又はハロゲン原子であり、「m」はArの置換位置に起因する1以上の整数である。「m」は好ましくは1〜4の整数である。]
本明細書において、樹脂パネルを構成する各層(コア層、意匠層等)の厚みは、樹脂パネルの垂直断面を電子顕微鏡等で観察した際の任意の20箇所の平均値として算出したものとする。
本発明の樹脂パネルは、少なくとも一方の側の表面に反射防止層が配置されてなることが好ましい。反射防止層は、少なくとも樹脂パネルの内層側の表面に配置することが好ましく、樹脂パネルの両側の表面に配置してもよい。なお、樹脂パネルの外層側には優れた耐擦傷性が求められることを考慮すると、樹脂パネルの内層側の表面のみに反射防止層を配置することも好ましい。
なお、一般的な反射防止層は、可視光領域の中心波長である550nm近傍の反射率が最も低くなるように設計されている。本実施形態の反射防止層は、波長905nm近傍の反射率が最も低くなるようにすることが好ましい。
反射防止層の厚みの総和は、反射防止層の構成(単層、2層、3層以上)ごとに、波長905nm近傍の反射率が低くなるように調整すればよい。反射防止層の厚みの総和は、例えば、120〜550nm程度であり、好ましくは170〜450nm程度である。
低屈折率層の屈折率は1.28〜1.40であることが好ましく、1.30〜1.38であることがより好ましい。
また、低屈折率層の厚みは、120〜250nmであることが好ましく、120〜200nmであることがより好ましく、150〜200nmであることがさらに好ましい。
低屈折率層の屈折率及び厚みを上記範囲とすることで、波長905nm近傍の反射率が最も低くなるようにしやすくできる。
ウェット法は生産効率の点で優れており、ウェット法の中でも、バインダー樹脂組成物に低屈折率粒子を含有させた低屈折率層形成用塗布液により形成することが好ましい。
空隙を有する構造をもつ粒子は、微細な空隙を内部に有しており、例えば、屈折率1.0の空気などの気体が充填されているので、それ自身の屈折率が低いものとなっている。このような空隙を有する粒子としては、無機系、又は有機系の多孔質粒子、中空粒子などが挙げられ、例えば、多孔質シリカ、中空シリカ粒子、又はアクリル樹脂などが用いられた多孔質ポリマー粒子や中空ポリマー粒子が挙げられる。
低屈折率粒子の一次粒子の平均粒子径は、5〜200nmが好ましく、5〜100nmがより好ましく、10〜80nmがさらに好ましい。
硬化性樹脂組成物は、熱硬化性樹脂組成物、電離放射線硬化性樹脂組成物が挙げられ、これらの中でも電離放射線硬化性樹脂組成物が好ましい。
電離放射線硬化性樹脂としては、エチレン性不飽和結合基を有する化合物が好ましい。また、転写シートを製造する過程で樹脂層が傷つくことを抑制する観点からは、電離放射線硬化性樹脂としては、エチレン性不飽和結合基を2つ以上有する化合物がより好ましく、中でも、エチレン性不飽和結合基を2つ以上有する、多官能性(メタ)アクリレート系化合物が更に好ましい。多官能性(メタ)アクリレート系化合物としては、モノマー及びオリゴマーのいずれも用いることができる。
なお、電離放射線とは、電磁波又は荷電粒子線のうち、分子を重合あるいは架橋し得るエネルギー量子を有するものを意味し、通常、紫外線(UV)又は電子線(EB)が用いられるが、その他、X線、γ線などの電磁波、α線、イオン線などの荷電粒子線も使用可能である。
3官能以上の(メタ)アクリレート系モノマーとしては、例えば、トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、ジペンタエリスリトールテトラ(メタ)アクリレート、イソシアヌル酸変性トリ(メタ)アクリレート等が挙げられる。
また、上記(メタ)アクリレート系モノマーは、分子骨格の一部を変性しているものでもよく、エチレンオキサイド、プロピレンオキサイド、カプロラクトン、イソシアヌル酸、アルキル、環状アルキル、芳香族、ビスフェノール等による変性がなされたものも使用することができる。
ウレタン(メタ)アクリレートは、例えば、多価アルコール及び有機ジイソシアネートとヒドロキシ(メタ)アクリレートとの反応によって得られる。
また、好ましいエポキシ(メタ)アクリレートは、3官能以上の芳香族エポキシ樹脂、脂環族エポキシ樹脂、脂肪族エポキシ樹脂等と(メタ)アクリル酸とを反応させて得られる(メタ)アクリレート、2官能以上の芳香族エポキシ樹脂、脂環族エポキシ樹脂、脂肪族エポキシ樹脂等と多塩基酸と(メタ)アクリル酸とを反応させて得られる(メタ)アクリレート、及び2官能以上の芳香族エポキシ樹脂、脂環族エポキシ樹脂、脂肪族エポキシ樹脂等とフェノール類と(メタ)アクリル酸とを反応させて得られる(メタ)アクリレートである。
上記電離放射線硬化性樹脂は1種を単独で、又は2種以上を組み合わせて用いることができる。
光重合開始剤としては、アセトフェノン、ベンゾフェノン、α−ヒドロキシアルキルフェノン、ミヒラーケトン、ベンゾイン、ベンジルジメチルケタール、ベンゾイルベンゾエート、α−アシルオキシムエステル、チオキサンソン類等から選ばれる1種以上が挙げられる。
また、光重合促進剤は、硬化時の空気による重合阻害を軽減させ硬化速度を速めることができるものであり、例えば、p−ジメチルアミノ安息香酸イソアミルエステル、p−ジメチルアミノ安息香酸エチルエステル等から選ばれる1種以上が挙げられる。
撥水剤としてはフッ素系化合物が挙げられる。撥水剤の含有量は、低屈折率層の全固形分の1〜30質量%であることが好ましく、3〜20質量%であることがより好ましい。
反射防止層は、さらに高屈折率層を有していてもよい。低屈折率層に加えて高屈折率層を有することにより、反射率の低い波長領域が広がり、赤外線レーザーの波長の適用範囲を広げることができる。また、905nm付近の反射率のピークをシャープにすることができ、他の波長の反射率を上げることによりノイズとなる他の波長をカットすることが可能となる。
高屈折率層は低屈折率層よりもコア層側に配置する。
また、高屈折率層の厚みは、300nm以下であることが好ましく、20〜250nmであることがより好ましい。
高屈折率粒子の一次粒子の平均粒子径は、5〜200nmが好ましく、5〜100nmがより好ましく、10〜80nmがさらに好ましい。
反射防止層表面の水接触角は、100度以上であることが好ましく、105度以上であることがより好ましい。接触角を当該範囲とすることにより、樹脂パネルの内側の結露を抑制することができ、結露による赤外線センサーの機能低下を抑制できる。
本明細書において、「水接触角」とは、純水を1.5μL滴下し、着滴2秒後の静的接触角をθ/2法に従って計測したものを意味する。
コア層と反射防止層とは、直接密着していてもよいが、他の層を介して密着していることが好ましい。
コア層と反射防止層との間に位置する層としては、例えば、基材A、接着層A及びハードコート層Aが挙げられる。さらに、コア層と反射防止層との間には、外側層として例示する意匠層及びプライマー層等のその他の層を有していてもよい。
図2及び図5のように、反射防止層(23)とコア層(10)との間に基材A(22)を有する場合(≒内側層(20)として、基材A(22)を有するが、接着層A(21)を有さない場合)、インサート成形により、コア層(10)と内側層(20)とを密着することが好ましい。
図3のように、反射防止層(23)とコア層(10)との間に接着層A(21)を有する場合(≒内側層(20)として、接着層A(21)を有するが、基材A(22)を有さない場合)、転写シート(離型基材上に、反射防止層及び接着層A等を含む転写層(内側層)を備えた転写シート)を用いたインモールド成形により、コア層(10)と内側層(20)とを密着することが好ましい。
基材Aとしては、ポリエチレン、ポリプロピレンなどのポリオレフィン系樹脂、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリビニルアルコール、エチレン・酢酸ビニル共重合体、エチレン・ビニルアルコール共重合体などのビニル系樹脂、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンテレフタレートなどのポリエステル系樹脂、ポリ(メタ)アクリル酸メチル、ポリ(メタ)アクリル酸エチルなどのアクリル系樹脂、ポリスチレン等のスチレン系樹脂、ナイロン6又はナイロン66などで代表されるポリアミド系樹脂などの樹脂からなるプラスチックフィルムが挙げられる。
これらのプラスチックフィルムの中では、耐熱性及び寸法安定性の観点からは2軸延伸ポリエステルフィルムが好ましく、インサート成形等の成形性及び耐候性の観点からはアクリルフィルム、ポリカーボネートフィルム、またはアクリルとポリカーボネートとの共押し出し品が好ましい。
接着層Aは、コア層と接する位置に配置することが好ましい。
接着層Aは、感圧接着層(いわゆる「粘着層」)であってもよいし、感熱接着層(いわゆる「ヒートシール層」)であってもよい。上述のラミネートを行う場合には、感圧接着層(粘着層)が好ましく、上述のインモールド成形を行う場合には、感熱接着層(ヒートシール層)が好ましい。
ハードコート層Aは、反射防止層よりもコア層側であって、反射防止層に接する位置に配置することが好ましい。
ハードコート層Aをかかる位置に配置することにより、樹脂パネルの製造時及び樹脂パネルを赤外線センサーに組み込む際などに、反射防止層の表面が傷つくことを抑制し、所望の透過率を長期に渡って維持しやすくできる。また、ハードコート層Aをかかる位置に配置することにより、ハードコート層Aの屈折率の調整によって、赤外線透過率をより高めることができる。
主成分とは、ハードコート層Aを構成する全固形分の50質量%以上を意味し、好ましくは70質量%以上、より好ましくは80質量%以上である。
ハードコート層Aの熱硬化性樹脂組成物及び電離放射線硬化性樹脂組成物は、低屈折率層の熱硬化性樹脂組成物及び電離放射線硬化性樹脂組成物と同様のものが挙げられる。
無機粒子としては、シリカ、アルミナ、ジルコニア及びチタニア等が挙げられ、シリカが好ましい。
本明細書において、平均粒子径は、レーザー光回折法による粒度分布測定における質量平均値d50として測定したものである。
本発明の樹脂パネルは、意匠層を有していてもよい。
樹脂パネルが反射防止層を有する場合、意匠層は、反射防止層とコア層との間、又は、コア層の反射防止層とは反対側に位置することが好ましく、中でも、コア層の反射防止層とは反対側に位置することがより好ましい。
すなわち、反射防止層及び意匠層を有する実施形態においては、樹脂パネルは、意匠層、コア層及び反射防止層をこの順に有し、反射防止層が樹脂パネルの表面に配置されてなることがより好ましい。
意匠層のバインダー樹脂としては、熱可塑性樹脂、熱硬化性樹脂組成物の硬化物及び電離放射線硬化性樹脂組成物の硬化物が挙げられ、隣接する層(例えば、基材B、プライマー層、ハードコート層B)との密着性を良好にする観点から、隣接する層の組成に応じて適宜選択することが好ましい。例えば、バインダー樹脂として熱可塑性樹脂を含むと、様々な層との密着性を良好にしやすい点で好ましい。また、隣接する層を熱硬化性樹脂組成物から形成する場合、意匠層のバインダー樹脂は、熱硬化性樹脂組成物から形成することが好ましい(隣接する層が熱硬化性樹脂組成物の硬化物を含む場合、意匠層のバインダー樹脂は熱硬化性樹脂組成物の硬化物を含むことが好ましい。)。
意匠層のバインダー樹脂としての熱可塑性樹脂及び熱硬化性樹脂組成物は、コア層の熱可塑性樹脂として例示したもの、低屈折率層の熱硬化性樹脂組成物として例示したものと同様のものが挙げられる。
特に、第一意匠層及び第二意匠層の何れもが、アゾメチンアゾ系化合物及びペリレン系化合物から選ばれる1以上の化合物を含むことにより、意匠性と可視光の隠蔽性とを両立しつつ、波長905nmの光線透過率を高い範囲で維持しやすくできる。
第一意匠層のメッシュは、線幅が20〜100μm、線の中心同士の間隔が20〜200μmであることが好ましい。
意匠層が第一意匠層及び第二意匠層を有する場合、第一意匠層の厚みと第二意匠層の厚みとの比率は、2:8〜8:2であることが好ましく、4:6〜6:4であることがより好ましい。
上述したように、意匠層は、コア層の反射防止層とは反対側に位置することが好ましい。なお、コア層の反射防止層とは反対側には、意匠層以外の層を有していてもよい。また、コア層の反射防止層とは反対側には、意匠層を有さないが他の層を有していてもよい(例えば図2、5)。また、コア層の反射防止層とは反対側には、層を有さず、コア層が露出した状態であってもよい(例えば図6)。
図1〜図3のように、コア層10の反射防止層とは反対側に接着層B(32)を有する場合(≒外側層(30)として、接着層B(32)を有するが、基材B(31)を有さない場合)、転写シート(離型基材上に、接着層B等を含む転写層(外側層)を備えた転写シート)を用いたインモールド成形により、コア層(10)と外側層(30)とを密着し、その後、離型基材を剥離することが好ましい。
また、図示しないが、コア層の反射防止層とは反対側に接着層B及び基材Bを有する場合(≒外側層として、接着層B及び基材Bを有する場合)、コア層に対して外側層をラミネートして、コア層と外側層とを密着することが好ましい。
基材Bとしては、基材Aで例示したプラスチックフィルムが挙げられる。
これらのプラスチックフィルムの中では、耐熱性及び寸法安定性の観点からは2軸延伸ポリエステルフィルムが好ましく、インサート成形等の成形性及び耐候性の観点からはアクリルフィルム、ポリカーボネートフィルム、又はアクリルとポリカーボネートの共押し出しフィルムが好ましい。
接着層Bは、感圧接着層(いわゆる「粘着層」)であってもよいし、感熱接着層(いわゆる「ヒートシール層」)であってもよい。上述のラミネートを行う場合には、感圧接着層(粘着層)が好ましく、上述のインモールド成形を行う場合には、感熱接着層(ヒートシール層)が好ましい。
ハードコート層Bは、コア層の反射防止層とは反対側に位置する層の最表面に配置することが好ましい。すなわち、ハードコート層Bは、外側層の表面側(外側層のコア層から最も遠い側)に配置してなることが好ましい。ハードコート層Bをかかる位置に配置することにより、樹脂パネルの耐擦傷性を向上し、赤外線センサーの機能を長期に渡って維持しやすくできる。
主成分とは、ハードコート層Bを構成する全固形分の50質量%以上を意味し、好ましくは70質量%以上、より好ましくは80質量%以上である。
ハードコート層Bの熱硬化性樹脂組成物及び電離放射線硬化性樹脂組成物は、低屈折率層の熱硬化性樹脂組成物及び電離放射線硬化性樹脂組成物と同様のものが挙げられる。
ハードコート層Bの無機粒子の実施形態(粒子の種類、平均粒子径、含有量)は、ハードコート層Aの無機粒子の実施形態と同様である。
耐候剤としては、汎用の紫外線吸収剤及び光安定剤が挙げられる。耐候剤の含有量は、硬化性樹脂組成物の硬化物100質量部に対して、0.1〜15質量部であることが好ましく、0.5〜10質量部であることがより好ましい。
プライマー層は、層間密着性を高めるために、必要に応じて各層の間に配置する層である。プライマー層の位置は特に限定されず、例えば、ハードコート層Bと意匠層との間に配置することができる。
プライマー層の樹脂成分としては、熱可塑性樹脂及び硬化性樹脂組成物の硬化物が挙げられ、硬化性樹脂組成物の硬化物が好ましく、熱硬化性樹脂組成物の硬化物がより好ましい。
プライマーの樹脂成分として用いる熱硬化性樹脂組成物としては、低屈折率層で例示した熱硬化性樹脂組成物と同様のものが挙げられる。
本発明の樹脂パネルは、外側層の何れかの層に、ATO及びITOから選ばれる1以上の赤外線吸収剤を含んでいてもよい。
ATO及びITOは、波長905nmの光を所定の割合で透過する一方、波長905nmを超える近赤外線の大部分を吸収できる特性を有する。このため、外側層の何れかの層に、ATO及びITOから選ばれる1以上の赤外線吸収剤を含むことにより、波長905nmの光線透過率を高いレベルで維持する一方で、波長905nmを超える近赤外線をカットすることにより赤外線センサー内部の温度上昇を抑制し、赤外線センサーの機能を十分に発揮しやすくできる。
ATO及びITOから選ばれる1以上の赤外線吸収剤の含有量は、樹脂パネルの波長905nmの光線透過率を85%以上に維持できる範囲で適宜調整すればよい。
なお、赤外線吸収剤の代表例である、セシウム酸化タングステン及び六ホウ化ランタンを用いた場合は、波長905nmの光線透過率を高いレベルで維持することが困難である。
本発明の樹脂パネルは、例えば、ラミネート、インサート成形及びインモールド成形等により製造することができる。
以下、図1〜6の樹脂パネルの製造例を説明する。
図1の樹脂パネルは、例えば、下記1−1〜1−5を含む工程で製造することができる。
1−2.離型基材B(図示せず)、ハードコート層B(35)、意匠層(33)及び接着層B(32)をこの順に有する、外側層(30)形成用のインモールド成形用の転写シートBを用意する工程。
1−3.インモールド成形用金型内に、上記1−2の転写シートBを配置し(転写シートBは、接着層B(32)が金型の内側を向くように金型内に配置する。その後、コア層形成用組成物を射出注入し、コア層(10)と、転写シートBの接着層B(32)とを密着させた積層体を得る工程。
1−4.上記1−3で得た積層体から離型基材Bを剥離する工程。
1−5.上記1−3で得た積層体又は上記1−4の離型基材Bを剥離した積層体のコア層(10)が露出した面側に、上記1−1のラミネートフィルムの接着層A(21)側を貼り合わせる工程。
図2の樹脂パネルは、例えば、下記2−1〜2−5を含む工程で製造することができる。
2−2.離型基材B(図示せず)、ハードコート層B(35)及び接着層B(32)をこの順に有する、外側層(30)形成用のインモールド成形用の転写シートBを用意する工程。
2−3.真空成形型内に上記2−1のインサート成形用フィルムAを配置し、真空成形(オフライン予備成形)し、必要に応じて余分な部分をトリミングして成形シートAを得る工程。
2−4.一対の射出成形(インサート及びインモールド一括成形)用金型の一方の側に、上記2−3で得た成形シートAを配置するとともに、前記金型の他方の側に、上記2−2の転写シートBを配置し、その後、コア層形成用組成物を射出注入し、成形シートAの基材A(22)と、コア層(10)と、転写シートBの接着層B(32)とを密着させた積層体を得る工程。
2−5.上記2−4で得た積層体から離型基材Bを剥離する工程。
図3の樹脂パネルは、例えば、下記3−1〜3−4を含む工程で製造することができる。
3−2.離型基材B(図示せず)、ハードコート層B(35)、意匠層(33)及び接着層B(32)をこの順に有する、外側層(30)形成用のインモールド成形用の転写シートBを用意する工程。
3−3.一対のインモールド成形用金型の一方の側に、上記3−1の転写シートAを配置するとともに、前記金型の他方の側に、上記3−2の転写シートBを配置し(転写シートA及び転写シートBは、接着層A(21)及び接着層B(32)がそれぞれ金型の内側を向き、接着層Aと接着層Bとが対向するように金型内に配置する。)、その後、コア層形成用組成物を射出注入し、転写シートAの接着層A(21)と、コア層(10)と、転写シートBの接着層B(32)とを密着させた積層体を得る工程。
3−4.金型を開き、上記3−3で得た積層体から離型基材A及び離型基材Bを剥離する工程。
図4の樹脂パネルは、例えば、下記4−1〜4−5を含む工程で製造することができる。
4−2.基材B(31)、意匠層(33)、プライマー層(34)及びハードコート層B(35)をこの順に有する、外側層(30)形成用のインサート成形用フィルムを用意する工程。
4−3.真空成形型内に上記4−2のインサート成形用フィルムを配置し、真空成形(オフライン予備成形)し、必要に応じて余分な部分をトリミングして成形シートを得る工程。
4−4.上記4−3で得た成形シートを射出成形型に挿入し、コア層形成用組成物を射出注入し、コア層(10)と、成形用シート(外側層)とを密着させた積層体を得る工程。
4−5.上記4−4で得た積層体のコア層が露出した面側に、上記4−1のラミネートフィルムの接着層A(21)側を貼り合わせる工程。
図5の樹脂パネルは、例えば、下記5−1〜5−5を含む工程で製造することができる。
5−2.基材B(31)、プライマー層(34)及びハードコート層B(35)をこの順に有する、外側層(30)形成用のインサート成形用フィルムBを用意する工程。
5−3.真空成形型内に上記5−1のインサート成形用フィルムAを配置し、真空成形(オフライン予備成形)し、必要に応じて余分な部分をトリミングして成形シートAを得る工程。
5−4.真空成形型内に上記5−2のインサート成形用フィルムBを配置し、真空成形(オフライン予備成形)し、必要に応じて余分な部分をトリミングして成形シートBを得る工程。
5−5.一対のインサート成形用金型の一方の側に、上記5−3で得た成形シートAを配置するとともに、前記金型の他方の側に、上記5−4で得た成形シートBを配置した後、コア層形成用組成物を射出注入し、成形用シートA(内側層)と、コア層(10)と、成形用シートB(外側層)とを密着させた積層体を得る工程。
図6の樹脂パネルは、例えば、下記6−1〜6−3を含む工程で製造することができる。
6−2.成形済みのコア層(10)を用意する工程。
6−3.コア層に、上記6−1のラミネートフィルムの接着層A(21)側を貼り合わせる工程。
本発明の赤外線センサーは、赤外線発光素子と、赤外線受光素子と、前記赤外線発光素子及び前記赤外線受光素子の前面に配置されてなる保護カバーとを有してなり、前記保護カバーが上述した本発明の樹脂パネルであるものである。
また、赤外線受光素子は、上記赤外線レーザーを受光できるものであれば、特に制限されることなく使用できる。
赤外線発光素子及び赤外線受光素子は、筐体内に配置されることが好ましい。
保護カバーとして上述した本発明の樹脂パネルを用いることにより、赤外線センサーが誤作動しにくくなり、赤外線センサーを十分に機能させることができる。
樹脂パネルが反射防止層を有する場合、反射防止層を有する側が赤外線発光素子及び赤外線受光素子側を向くように樹脂パネルを配置することが好ましい。
実施例及び比較例で得られた樹脂パネルについて以下の測定及び評価を行った。結果を表1に示す。
下記の機能及び仕様を備えた紫外可視分光光度計を用いて、樹脂パネルの波長905nmの光線透過率(赤外線透過率)、及び、可視光線透過率を測定した。なお、実施例1〜4及び比較例3に関しては、内側面(反射防止層を有する側の面)を光入射面とした場合、及び、外側面を光入射面とした場合の両方で測定を実施した。
・機種;日本分光株式会社製の紫外可視分光光度計(型番:V−670)
・付属ユニット;積分球ユニット(日本分光株式会社製、品番:ISN−723)
・光源;重水素ランプ(190〜350nm)、ハロゲンランプ(330〜2700nm)
・測定波長間隔;1nm
・測定スポット径:2〜20mm
実施例1〜4及び比較例3の樹脂パネルの外側面(反射防止層を有する側とは反対側の面)、及び、比較例1〜2の樹脂パネルのコア層が露出している面に対して、100g/m2の荷重でスチールウール(「ボンスター#0000」、日本スチールウール社製)を100往復させて、表面の状態を目視で観察した。傷付きがなく、艶の変化が確認されないといえるレベルであったものを3点、軽微な傷付き、及び軽微な艶の変化が確認されたものを2点、傷付きが確認され、著しい艶変化が確認されたものを1点として、20人の被験者が評価した。20人の評価の平均点を算出し、下記基準によりランク付けした。
<耐擦傷性評価基準>
A:平均点が2.5以上
B:平均点が2.0以上2.5未満
C:平均点が2.0未満
下記の塗布液を調製した。なお、「部」及び「%」は質量基準である。
・ウレタンアクリレート系紫外線硬化樹脂組成物 100部
(固形分35%、トルエン/酢酸エチル混合溶剤)
・光重合開始剤 1.5部
(IGM Resins B.V.社、商品名「Omnirad 184」)
・ウレタンアクリレート系紫外線硬化樹脂組成物 100部
(固形分35%、トルエン/酢酸エチル混合溶剤)
・シリカ粒子 5部
(平均粒子径:3μm)
・耐候剤 3部
(BASF社製、品番:Tinuvin479)
・厚み25μmの透明粘着剤層の両面にセパレータを有する積層体(パナック社製、商品名:パナクリーンPD-S1)を準備した。
・アクリル樹脂 100部
(商品名「TM−R600(NT)K3」、大日精化工業社製、固形分20%)
・希釈溶剤 適量
(メチルエチルケトン、トルエン)
・紫外線硬化性化合物 1.0部
(3〜4官能のアルコキシ化ペンタエリスリトールアクリレート、日本化薬社製、商品名「PET−30」)
・光重合開始剤 0.07部
(IGM Resins B.V.社、商品名「Omnirad 127」)
・中空シリカ 1.1部
(平均粒子径60nm)
・フッ素系防汚剤 0.1部(有効成分:0.005質量部)
(信越化学工業社製、商品名「X−71−1203M」)
・希釈溶剤 適量
・バインダー樹脂 100質量部
(アクリルウレタン系樹脂)
・アゾメチンアゾ系化合物 20質量部
(黒色系顔料、大日精化工業製、商品名:クロモファインブラックA1103)
・希釈溶剤 適量
・バインダー樹脂 100質量部
(アクリルウレタン系樹脂)
・アゾメチンアゾ系化合物 40質量部
(黒色系顔料、大日精化工業製、商品名:クロモファインブラックA1103)
・希釈溶剤 適量
・アクリルポリオール 100部
(大日精化工業株式会社製、商品名:TM−VMAC)
・イソシアネート系化合物 1部
(大日精化工業株式会社製、商品名:RC−3硬化剤)
・希釈溶剤 適量
3−1.ラミネートフィルム
厚み50μmのポリエチレンテレフタレートフィルム上に、ハードコート用塗布液1を乾燥後の厚みが4μmとなるように、塗布、乾燥、紫外線照射して、ハードコート層Aを形成した。次いで、ハードコート層A上に、低屈折率層用塗布液1を乾燥後の厚みが175nmとなるように、塗布、乾燥、紫外線照射して、低屈折率層の単層の反射防止層を形成した。次いで、上記積層体1の一方のセパレータを剥がしてポリエチレンテレフタレートフィルムのハードコート層とは反対側の面に貼り合せた後、積層体1のもう一方のセパレータを剥離し、接着層A(粘着層)、基材A(ポリエチレンテレフタレートフィルム)、ハードコート層A及び反射防止層(低屈折率層の単層)をこの順に有する、ラミネートフィルムを得た。
なお、低屈折率層用塗布液1から低屈折率層の屈折率は1.36であった。
厚み50μmのポリエチレンテレフタレートフィルムを厚み125μmのアクリルフィルムに変更し、接着層A(粘着層)を形成しなかった以外は、3−1と同様にして、インサート成形用フィルムを得た。当該インサート成形用フィルムは、基材A(アクリルフィルム)、ハードコート層A及び反射防止層(低屈折率層の単層)をこの順に有している。
厚み50μmの離型性を有するポリエチレンテレフタレートフィルム(離型基材A)上に、低屈折率層用塗布液1を乾燥後の厚みが175nmとなるように、塗布、乾燥、紫外線照射して、低屈折率層の単層の反射防止層を形成した。次いで、低屈折率層上に、ハードコート用塗布液1を乾燥後の厚みが4μmとなるように、塗布、乾燥、紫外線照射して、ハードコート層Aを形成した。次いで、ハードコート層A上に、接着層(ヒートシール層)用塗布液2を乾燥後の厚みが2μmとなるように、塗布、乾燥して、ヒートシール性を有する接着層Aを形成し、インモールド成形用の転写シート1を得た。
転写シート1は、離型基材A、反射防止層(低屈折率層の単層)、ハードコート層A及び接着層A(ヒートシール層)をこの順に有している。
厚み50μmの離型性を有するポリエチレンテレフタレートフィルム(離型基材B)上に、ハードコート用塗布液2を乾燥後の厚みが4μmとなるように、塗布、乾燥、電子線照射して、ハードコート層Bを形成した。次いで、ハードコート層B上に、意匠層用塗布液1を網点状(網点直径:30μm、網点の中心同士の間隔:70μm)に塗布、乾燥し、厚み2μmの第一意匠層を形成した。次いで、第一意匠層上に、意匠層用塗布液1をベタ状に塗布、乾燥し、厚み2μmの第二意匠層を形成した。次いで、第二意匠層上に、接着層(ヒートシール層)用塗布液2を乾燥後の厚みが2μmとなるように、塗布、乾燥して、ヒートシール性を有する接着層Bを形成し、インモールド成形用の転写シート2を得た。
転写シート2は、離型基材B、ハードコート層B、意匠層及び接着層B(ヒートシール層)をこの順に有している。
意匠層を形成しなかった以外は、3−4と同様にして、インモールド成形用の転写シート3を得た。転写シート3は、離型基材B、ハードコート層B及び接着層B(ヒートシール層)をこの順に有している。
意匠層用塗布液1を意匠層用塗布液2に変更し、さらに、第一意匠層及び第二意匠層の厚みを2μmから3μmに変更した以外は、3−4と同様にして、インモールド成形用の転写シート4を得た。転写シート4は、離型基材B、ハードコート層B、意匠層及び接着層B(ヒートシール層)をこの順に有している。
[実施例1]
インモールド成形用金型内に、上記3−4の転写シート2を配置した(転写シート2は、接着層Bが金型の内側を向くように金型内に配置した。)。
次いで、金型を締め、金型内にコア層形成用組成物(ポリカーボネート樹脂100質量部に対して、アゾメチンアゾ系化合物を30質量部含む組成物。コベストロ社製の商品名「Makrolon AX2675ST、色番号:978001」)を射出注入し、コア層(厚み4.0mm)と、前記転写シート2の接着層B側とを密着させた積層体を得た。
次いで、積層体から離型基材Bを剥離した。
次いで、積層体のコア層が露出した面側に、上記3−1のラミネートフィルムの接着層A側を貼り合わせ、実施例1の樹脂パネルを得た。実施例1の樹脂パネルは、図1に示す層構成を有している。
真空成形型内に上記2−1のインサート成形用フィルムを配置し、真空成形(オフライン予備成形)し、余分な部分をトリミングして成形シート1を得た。
次いで、一対の射出成形(インサート及びインモールド一括成形)用金型の一方の側に、前記成形シート1を配置するとともに、前記金型の他方の側に、上記3−5の転写シート3を配置した(転写シート3は、接着層Bが金型の内側を向くように金型内に配置した。)。
次いで、金型を締め、金型内にコア層形成用組成物(ポリカーボネート樹脂100質量部に対して、アゾメチンアゾ系化合物を30質量部含む組成物。コベストロ社製の商品名「Makrolon AX2675ST、色番号:978001」)を射出注入し、成形シート1の接着層Aと、コア層(厚み4.0mm)と、転写シート3の接着層Bとを密着させた積層体を得た。
次いで、当該積層体から離型基材Bを剥離し、実施例2の樹脂パネルを得た。実施例2の樹脂パネルは、図2に示す層構成を有している。
上下一対のインモールド成形用金型の一方の側に、上記3−3の転写シート1を配置するとともに、前記金型の他方の側に、上記3−6の転写シート4を配置した(転写シート1及び転写シート4は、接着層A及び接着層Bがそれぞれ金型の内側を向き、接着層Aと接着層Bとが対向するように金型内に配置する。)。
次いで、金型を締め、金型内にコア層形成用組成物(透明ポリカーボネート樹脂)を射出注入し、転写シート1の接着層Aと、コア層(透明なコア層、厚み4.0mm)と、転写シート4の接着層Bとを密着させた積層体を得た。
次いで、当該積層体から離型基材A及び離型基材Bを剥離し、実施例3の樹脂パネルを得た。実施例3の樹脂パネルは、図3に示す層構成を有している。
ポリカーボネート樹脂100質量部に対して、アゾメチンアゾ系化合物を30質量部含む組成物(コベストロ社製の商品名「Makrolon AX2675ST、色番号:978001」)が、厚み4.0mmの板状に成形されてなるコア層を準備した。
当該コア層に、上記3−1のラミネートフィルムの接着層A側を貼り合わせ、実施例4の樹脂パネルを得た。実施例4の樹脂パネルは、図6に示す層構成を有している。
比較例1の樹脂パネルとして、ポリカーボネート樹脂100質量部に対して、アゾメチンアゾ系化合物を30質量部含む組成物(コベストロ社製の商品名「Makrolon AX2675ST、色番号:978001」)を、厚み4.0mmの板状に成形してなるものを準備した。
比較例2の樹脂パネルとして、厚み4.0mmの透明ポリカーボネート樹脂板を準備した。
コア層形成用組成物からアゾメチンアゾ系化合物を除いた以外は、実施例2と同様にして、比較例3の樹脂パネルを得た。比較例3の樹脂パネルは、コア層がアゾメチンアゾ系化合物を含まず透明である以外は、実施例2の樹脂パネルと同様である。
20:内側層
21:接着層A
22:基材A
23:反射防止層
24:ハードコート層A
30:外側層
31:基材B
32:接着層B
33:意匠層
33A:第一意匠層
33B:第二意匠層
34:プライマー層
35:ハードコート層B
100:樹脂パネル
Claims (9)
- 少なくともコア層を有する樹脂パネルであって、
前記樹脂パネルはさらに意匠層を有し、前記意匠層として、網点又はメッシュから形成されてなる第一意匠層と、全面ベタの第二意匠層とを有し、
前記樹脂パネルは、波長905nmの光線透過率が85%以上であり、可視光線透過率が20%以下である、樹脂パネル。 - 前記コア層がポリカーボネート樹脂を含む、請求項1に記載の樹脂パネル。
- 前記コア層が、アゾメチンアゾ系化合物及びペリレン系化合物から選ばれる1以上の化合物を含む、請求項1又は2に記載の樹脂パネル。
- 少なくとも一方の側の表面に反射防止層が配置されてなる、請求項1〜3の何れかに記載の樹脂パネル。
- 前記反射防止層が、表面側に低屈折率層を有し、前記低屈折率層は、屈折率が1.28〜1.40、厚みが120〜250nmである、請求項4に記載の樹脂パネル。
- 前記意匠層、前記コア層及び反射防止層をこの順に有し、前記反射防止層が前記樹脂パネルの表面に配置されてなる、請求項4又は5に記載の樹脂パネル。
- 前記意匠層が、アゾメチンアゾ系化合物及びペリレン系化合物から選ばれる1以上の化合物を含む、請求項1〜6の何れかに記載の樹脂パネル。
- 少なくともコア層を有する樹脂パネルであって、
前記樹脂パネルはさらに意匠層を有し、前記意匠層が、アゾメチンアゾ系化合物及びペリレン系化合物から選ばれる1以上の化合物を含み、
前記樹脂パネルは、波長905nmの光線透過率が85%以上であり、可視光線透過率が20%以下である、樹脂パネル。 - 赤外線発光素子と、赤外線受光素子と、前記赤外線発光素子及び前記赤外線受光素子の前面に配置されてなる保護カバーとを有する赤外線センサーであって、前記保護カバーが請求項1〜8の何れかに記載の樹脂パネルである、赤外線センサー。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020095293A JP6892002B2 (ja) | 2019-11-19 | 2020-06-01 | 樹脂パネル及び赤外線センサー |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019209127A JP2021081596A (ja) | 2019-11-19 | 2019-11-19 | 樹脂パネル及び赤外線センサー |
| JP2020095293A JP6892002B2 (ja) | 2019-11-19 | 2020-06-01 | 樹脂パネル及び赤外線センサー |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019209127A Division JP2021081596A (ja) | 2019-11-19 | 2019-11-19 | 樹脂パネル及び赤外線センサー |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021081698A JP2021081698A (ja) | 2021-05-27 |
| JP6892002B2 true JP6892002B2 (ja) | 2021-06-18 |
Family
ID=75965096
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020095293A Active JP6892002B2 (ja) | 2019-11-19 | 2020-06-01 | 樹脂パネル及び赤外線センサー |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6892002B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4303632A1 (en) * | 2022-07-07 | 2024-01-10 | Covestro Deutschland AG | Lidar window, method for preparing the same, and sensor system |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003098470A (ja) * | 2001-09-21 | 2003-04-03 | Asahi Glass Co Ltd | ヘッドアップディスプレイ装置 |
| JP2006018252A (ja) * | 2004-06-04 | 2006-01-19 | Dainichiseika Color & Chem Mfg Co Ltd | カラーフィルターのパターン欠陥部の補修方法および補修用カラー |
| US7727418B2 (en) * | 2006-06-19 | 2010-06-01 | Sabic Innovative Plastics Ip B.V. | Infrared transmissive thermoplastic composition, and articles formed therefrom |
| JP2009017125A (ja) * | 2007-07-03 | 2009-01-22 | Toyoda Gosei Co Ltd | 電波透過カバーおよびその製造方法 |
| JP5040827B2 (ja) * | 2008-06-20 | 2012-10-03 | 三菱エンジニアリングプラスチックス株式会社 | フィルター用樹脂組成物 |
| JP5603655B2 (ja) * | 2010-05-18 | 2014-10-08 | 富士重工業株式会社 | 車両用内装材 |
| JP6464850B2 (ja) * | 2015-03-19 | 2019-02-06 | Jsr株式会社 | 硬化性組成物、硬化膜、赤外光透過フィルタ及び固体撮像装置 |
| JP2019032351A (ja) * | 2015-12-25 | 2019-02-28 | Agc株式会社 | 光学フィルタおよび光学装置 |
| JP2018044991A (ja) * | 2016-09-12 | 2018-03-22 | 大日本印刷株式会社 | 赤外線透過デバイス及び光学ユニット |
| WO2018052057A1 (ja) * | 2016-09-15 | 2018-03-22 | 豊田合成 株式会社 | 近赤外線センサ用カバー |
| RU2723800C1 (ru) * | 2016-12-02 | 2020-06-17 | Чжунтянь Текнолоджи Эдвансд Материалз Ко., Лтд. | Устройство и способ изготовления заготовки для вытягивания оптоволокна |
| JP2019038195A (ja) * | 2017-08-25 | 2019-03-14 | 大日本印刷株式会社 | 暗色絵柄化粧シート及びこれを用いた化粧部材 |
| JP6812936B2 (ja) * | 2017-09-22 | 2021-01-13 | 豊田合成株式会社 | 近赤外線センサ用カバー装置 |
| KR102318084B1 (ko) * | 2017-09-28 | 2021-10-28 | 도레이 카부시키가이샤 | 유기 el 표시 장치, 그리고 화소 분할층 및 평탄화층의 형성 방법 |
| JP2019126984A (ja) * | 2018-01-25 | 2019-08-01 | 大日本印刷株式会社 | 遮熱性化粧シート及びこれを用いた化粧部材 |
-
2020
- 2020-06-01 JP JP2020095293A patent/JP6892002B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021081698A (ja) | 2021-05-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105247277B (zh) | 日光重定向窗用玻璃层合体 | |
| JP6231237B2 (ja) | 防曇積層体、物品、及びその製造方法、並びに防曇方法 | |
| US20100053101A1 (en) | Optical film, laminate and touch panel | |
| CN109963710B (zh) | 用于热管理的透明多层体 | |
| US6191884B1 (en) | Infrared-blocking transparent film | |
| KR101552920B1 (ko) | 적외선 차단 조성물 및 이를 포함하는 적외선 차단 필름 | |
| JP5709707B2 (ja) | 熱線遮蔽材 | |
| JP2005047179A (ja) | 熱線遮蔽樹脂シート | |
| WO2015198762A1 (ja) | 光学反射フィルム、光学反射フィルムの製造方法、およびそれを用いる光学反射体 | |
| JP2020062879A (ja) | 化粧板及び該化粧板の製造方法 | |
| JP6892002B2 (ja) | 樹脂パネル及び赤外線センサー | |
| WO2021100798A1 (ja) | 樹脂パネル及び赤外線センサー | |
| CN104918485A (zh) | 防鸟玻璃 | |
| JP2018106054A (ja) | ガラス用フィルム、及びガラス | |
| JP2015174406A (ja) | 窓貼用赤外線遮断フイルム | |
| WO2020067565A1 (ja) | 化粧シート | |
| JP2015125168A (ja) | 誘電体多層膜フィルム | |
| JP4801383B2 (ja) | 耐候性積層シ−ト及び耐候性積層シ−ト被覆金属板 | |
| WO2021020222A1 (ja) | 表面保護板、並びにそれを用いた積層部材及び画像表示装置、並びに表面保護板の製造方法 | |
| US20070087183A1 (en) | Glazing and film functional coatings having a porous inorganic layer and a polymeric filler | |
| WO2017073262A1 (ja) | 防曇積層体、物品、及びその製造方法、並びに防曇方法 | |
| WO2015064312A1 (ja) | フィルムミラーおよびこれを用いた太陽熱反射用光反射装置 | |
| JP6880592B2 (ja) | 近赤外線遮蔽積層体、車両用ガラス及び車両 | |
| JP2015212736A (ja) | 積層反射フィルムおよびその製造方法、ならびにこれを含む光学反射体 | |
| JP7187990B2 (ja) | 樹脂成形体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200601 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20200601 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20200612 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200929 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201104 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201216 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210302 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210408 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210427 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210510 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6892002 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |