JP6881897B2 - 保管物の保管データの収集方法 - Google Patents
保管物の保管データの収集方法 Download PDFInfo
- Publication number
- JP6881897B2 JP6881897B2 JP2016100383A JP2016100383A JP6881897B2 JP 6881897 B2 JP6881897 B2 JP 6881897B2 JP 2016100383 A JP2016100383 A JP 2016100383A JP 2016100383 A JP2016100383 A JP 2016100383A JP 6881897 B2 JP6881897 B2 JP 6881897B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- information
- code
- registered trademark
- stored
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000003860 storage Methods 0.000 title claims description 20
- 238000000034 method Methods 0.000 claims description 19
- 238000004891 communication Methods 0.000 claims description 18
- 239000000463 material Substances 0.000 claims description 9
- 239000011232 storage material Substances 0.000 claims description 2
- 238000004519 manufacturing process Methods 0.000 description 50
- 239000002131 composite material Substances 0.000 description 28
- 239000011247 coating layer Substances 0.000 description 21
- 239000010410 layer Substances 0.000 description 14
- 238000007689 inspection Methods 0.000 description 9
- 238000000576 coating method Methods 0.000 description 8
- 229910052782 aluminium Inorganic materials 0.000 description 7
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 7
- 239000011248 coating agent Substances 0.000 description 7
- 239000003973 paint Substances 0.000 description 7
- 238000010586 diagram Methods 0.000 description 6
- 238000012423 maintenance Methods 0.000 description 6
- 238000013480 data collection Methods 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 238000010276 construction Methods 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 239000011241 protective layer Substances 0.000 description 3
- 230000008439 repair process Effects 0.000 description 3
- 238000012546 transfer Methods 0.000 description 3
- 230000008859 change Effects 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000007743 anodising Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 239000002932 luster Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G1/00—Storing articles, individually or in orderly arrangement, in warehouses or magazines
- B65G1/02—Storage devices
- B65G1/04—Storage devices mechanical
- B65G1/137—Storage devices mechanical with arrangements or automatic control means for selecting which articles are to be removed
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM]
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Quality & Reliability (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Mechanical Engineering (AREA)
- General Factory Administration (AREA)
- Management, Administration, Business Operations System, And Electronic Commerce (AREA)
Description
・棚卸作業者に棚卸作業者を特定する第5の情報が含まれるQRコード(登録商標)を表示する表示部材を所持させる。
・金型を特定する第4の情報が含まれるQRコード(登録商標)が刻設された第4の銘板を金型の所定の位置に取り付ける。
・所定のエリアの所定の位置には、当該エリアを特定する第1の情報が含まれるQRコード(登録商標)が設けられた第1の銘板を取り付け、複数の棚のそれぞれの所定の位置には、当該棚を特定する第2の情報が含まれるQRコード(登録商標)が設けられた第2の銘板を取り付け、複数の棚のそれぞれの金型が保管される位置の近くには、当該位置を特定する第3の情報が含まれるQRコード(登録商標)が設けられた第3の銘板を取り付ける。
・棚卸作業者が撮影機能及びQRコード(登録商標)認識機能を有する通信端末を使って、前記表示部材に表示されたQRコード(登録商標)を撮影して撮影結果から前記第5の情報を取得し、前記第4の銘板に刻設されたQRコード(登録商標)を撮影して撮影結果から前記第4の情報を取得し、前記第1の銘板に刻設されたQRコード(登録商標)を撮影して撮影結果から前記第1の情報を取得し、前記第2の銘板に刻設されたQRコード(登録商標)を撮影して撮影結果から前記第2の情報を取得し、前記第3の銘板に刻設されたQRコード(登録商標)を撮影して撮影結果から前記第3の情報を取得し、前記金型及び前記金型の保管状態を撮影し、前記通信端末からデータベースに前記第1の情報、前記第2の情報、前記第3の情報、前記第4の情報及び前記第5の情報並びに前記撮影した前記金型及び前記金型の保管状態の撮影データを送信する。
・前記データベースが前記通信端末から送信された前記第1の情報、前記第2の情報、前記第3の情報、前記第4の情報、前記第5の情報及び前記撮影データを前記金型の棚卸データとして蓄積する。
図1は、本発明の一実施形態に係る金型の棚卸データの収集システムの構成を示す図である。
図1に示したように、タブレット端末20は、カメラ21と、マイク22と、タッチパット表示部23と、記憶部24と、制御部25と、WiFi通信部26とを有する。
データベース10は、タブレット端末20より送信された棚卸検査結果シートのデータを受信し、これらのデータを金型の棚卸データとして蓄積される。棚卸データは、金型そのものの管理台帳に記載され、金型履歴(カルテ)として保存される。
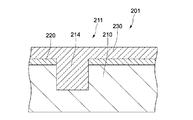
上記実施形態におけるQRコード(登録商標)が刻設された銘板の典型例を説明する。
金属製の識別板本体と、
前記識別板本体の表面に、前記対象物に関する情報に対応する二次元コードに応じた凹部が設けられ表示領域と、
前記表示領域の表面を覆い、かつ、前記凹部を埋める、透明で耐熱性を有する無機有機複合塗料層と
を具備する識別板。
前記無機有機複合塗料層は、70℃〜200℃の耐熱性を有する
識別板。
前記識別板本体は、アルミニウムからなり、
当該識別板は、
前記凹部を避けるように前記表示領域の表面に設けられたアルマイト層
を更に具備する識別板。
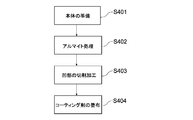
金属製の識別板本体の表示領域の表面に、前記対象物に関する情報に対応する二次元コードに応じた凹部を設け、
前記凹部が設けられた表示領域の表面に、当該表面を覆い、かつ、前記凹部を埋めるように、透明で耐熱性を有する無機有機複合塗料を塗布する
識別板の製造方法。
前記無機有機複合塗料は、70℃〜200℃の耐熱性を有する
識別板の製造方法。
前記識別板本体は、アルミニウムからなり、
当該方法は、
前記識別板本体の表面に、前記対象物に関する情報に対応する二次元コードに応じた凹部を設ける前に、アルマイト処理を施す
識別板の製造方法。
10 データベース
20 タブレット端末
30 棚
40 金型
51〜54 QRコード(登録商標)が刻設された銘板
Claims (2)
- 所定のエリアには保管物を収納する複数の棚が配置され、前記複数の棚にはそれぞれ複数の保管物が収納可能なスペースが設けられ、
前記所定のエリアの所定の位置には、当該エリアを特定する第1の情報が含まれるQRコード(登録商標)が設けられた第1の銘板が取り付けられ、
前記複数の棚のそれぞれの所定の位置には、当該棚を特定する第2の情報が含まれるQRコード(登録商標)が設けられた第2の銘板が取り付けられ、
前記複数の棚のそれぞれの保管物が保管される位置の近くには、当該位置を特定する第3の情報が含まれるQRコード(登録商標)が設けられた第3の銘板が取り付けられ、
前記保管物の所定の位置には、前記保管物を特定する第4の情報が含まれるQRコード(登録商標)が設けられた第4の銘板が取り付けられ、
保管物を確認する作業者が、当該作業者を特定する第5の情報が含まれるQRコード(登録商標)を表示する表示部材を所持し、
前記作業者が撮影機能及びQRコード(登録商標)認識機能を有する通信端末を使って、前記表示部材に表示されたQRコード(登録商標)を撮影して撮影結果から前記第5の情報を取得し、前記第4の銘板に設けられたQRコード(登録商標)を撮影して撮影結果から前記第4の情報を取得し、
その後、前記第1の銘板に設けられたQRコード(登録商標)を撮影して撮影結果から前記第1の情報を取得し、前記第2の銘板に設けられたQRコード(登録商標)を撮影して撮影結果から前記第2の情報を取得し、前記第3の銘板に設けられたQRコード(登録商標)を撮影して撮影結果から前記第3の情報を取得し、
しかる後に、前記保管物及び前記保管物の保管状態を撮影し、
前記通信端末からデータベースに前記第1〜第5の情報並びに前記撮影した前記保管物及び前記保管物の保管状態の撮影データを送信し、
前記データベースが前記通信端末から送信された前記第1〜第5の情報及び前記撮影データを前記保管物が存在する証拠としての保管データとして蓄積する
保管物の保管データの収集方法。 - 請求項1に記載の保管物の保管データの収集方法であって、
前記保管物は、金型又は治工具であり、
前記保管データは、棚卸データとして用いられる
保管物の保管データの収集方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016100383A JP6881897B2 (ja) | 2016-05-19 | 2016-05-19 | 保管物の保管データの収集方法 |
| PCT/JP2017/012818 WO2017199590A1 (ja) | 2016-05-19 | 2017-03-29 | 保管物の保管データの収集方法及びプログラム |
| CN201780030404.7A CN109313433B (zh) | 2016-05-19 | 2017-03-29 | 保管物的保管数据的收集方法及程序 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016100383A JP6881897B2 (ja) | 2016-05-19 | 2016-05-19 | 保管物の保管データの収集方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017207950A JP2017207950A (ja) | 2017-11-24 |
| JP2017207950A5 JP2017207950A5 (ja) | 2019-05-09 |
| JP6881897B2 true JP6881897B2 (ja) | 2021-06-02 |
Family
ID=60325894
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016100383A Active JP6881897B2 (ja) | 2016-05-19 | 2016-05-19 | 保管物の保管データの収集方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6881897B2 (ja) |
| CN (1) | CN109313433B (ja) |
| WO (1) | WO2017199590A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7186035B2 (ja) * | 2018-08-09 | 2022-12-08 | 株式会社日立システムズ | 資産管理システム、資産管理方法 |
| JP7424614B2 (ja) * | 2019-12-24 | 2024-01-30 | 株式会社Kmc | 管理システム及び管理方法 |
| KR102576107B1 (ko) * | 2020-03-10 | 2023-09-08 | 주식회사 아모센스 | 데이터 로거 장치 |
| JP6987934B1 (ja) * | 2020-07-28 | 2022-01-05 | 株式会社日本製鋼所 | 成形条件の管理機能を備えた射出成形機システム |
| CN113800184A (zh) * | 2021-08-05 | 2021-12-17 | 深圳市鼎立特科技有限公司 | 一种基于工业互联网平台的立体库标识采集系统 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002029612A (ja) * | 2000-07-12 | 2002-01-29 | Tsubakimoto Chain Co | 物品保管棚及び物品の入出庫管理方法 |
| JP2007241377A (ja) * | 2006-03-06 | 2007-09-20 | Sony Corp | 検索システム、撮像装置、データ保存装置、情報処理装置、撮像画像処理方法、情報処理方法、プログラム |
| JP6004831B2 (ja) * | 2012-05-23 | 2016-10-12 | 三菱重工業株式会社 | トレーサビリティ管理システム及び方法 |
| WO2015015594A1 (ja) * | 2013-07-31 | 2015-02-05 | 株式会社日立システムズ | 管理対象物管理システム |
| JP6425198B2 (ja) * | 2014-03-19 | 2018-11-21 | 株式会社Kmc | 金型電子カルテシステムを使った金型の管理方法 |
| CN105631592A (zh) * | 2015-12-28 | 2016-06-01 | 海南华人智慧科技有限公司 | 一种基于物联网的rfid资产监管系统 |
-
2016
- 2016-05-19 JP JP2016100383A patent/JP6881897B2/ja active Active
-
2017
- 2017-03-29 WO PCT/JP2017/012818 patent/WO2017199590A1/ja active Application Filing
- 2017-03-29 CN CN201780030404.7A patent/CN109313433B/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN109313433B (zh) | 2021-10-01 |
| JP2017207950A (ja) | 2017-11-24 |
| WO2017199590A1 (ja) | 2017-11-23 |
| CN109313433A (zh) | 2019-02-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6881897B2 (ja) | 保管物の保管データの収集方法 | |
| JP6004831B2 (ja) | トレーサビリティ管理システム及び方法 | |
| JP6948666B2 (ja) | 業務管理装置、業務管理方法、及び業務管理プログラム | |
| JP6856220B2 (ja) | 計量システム、電子秤及び電子秤用マーカー | |
| KR102345148B1 (ko) | 생산물류 erp 자동화 시스템의 협력사 및 고객사의 상호연결관계 파라미터의 설정방법 | |
| KR100919321B1 (ko) | 통합 정비 관리 시스템 | |
| JP2009139996A (ja) | 建築管理システム | |
| KR20080088537A (ko) | 자동차 알루미늄 휠의 개별 이력 데이터 관리를 통한 생산공정 관리 방법 및 그에 따른 시스템 | |
| JP6420086B2 (ja) | 報告書作成システム | |
| JP2019102065A (ja) | 製造委託支援装置、製造委託支援方法、及びそのためのプログラム | |
| CN112084593B (zh) | 压力容器质量控制系统 | |
| KR101011144B1 (ko) | 온라인을 통한 금형 제작 정보 제공방법 및 그 시스템 | |
| JP6401962B2 (ja) | 品質関連情報の蓄積方法 | |
| US20130080885A1 (en) | Systems and Methods For Use In Populating Information Into A Document | |
| CN107038539B (zh) | 货品属性信息处理方法及装置 | |
| JP6672110B2 (ja) | 管理システムおよび管理方法 | |
| JP2022175058A (ja) | 型管理システム、型管理方法及び型管理プログラム | |
| KR20090105088A (ko) | 금형 통합관리 시스템 | |
| JP6902188B2 (ja) | 搬送管理システム、搬送管理方法及び搬送管理プログラム | |
| JP2018200598A (ja) | 部品情報管理サーバ | |
| JP2002269161A (ja) | 板の取合せ方法 | |
| JP2015225511A (ja) | 所要量計算装置、所要量計算方法及びプログラム | |
| US20220004996A1 (en) | Temporary Employment Assistance System | |
| JP2014174969A (ja) | 進捗管理システム | |
| KR20130082926A (ko) | 공기구류 공통자원 관리 시스템 및 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190327 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190327 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200609 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200806 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200825 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201012 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210427 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210506 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6881897 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |