JP6788694B2 - 部品実装ラインの最適化装置および部品実装ラインの最適化方法 - Google Patents
部品実装ラインの最適化装置および部品実装ラインの最適化方法 Download PDFInfo
- Publication number
- JP6788694B2 JP6788694B2 JP2019008935A JP2019008935A JP6788694B2 JP 6788694 B2 JP6788694 B2 JP 6788694B2 JP 2019008935 A JP2019008935 A JP 2019008935A JP 2019008935 A JP2019008935 A JP 2019008935A JP 6788694 B2 JP6788694 B2 JP 6788694B2
- Authority
- JP
- Japan
- Prior art keywords
- component
- component mounting
- optimization
- mounting
- cycle time
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Landscapes
- General Factory Administration (AREA)
- Supply And Installment Of Electrical Components (AREA)
Description
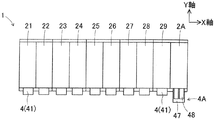
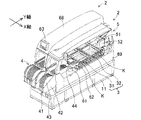
まず、部品実装ライン1および部品実装機2の構成例について、図1および図2を参考にして説明する。図1は、実施形態の最適化装置7の対象となる部品実装ライン1の構成例を模式的に示す平面図である。図示されるように、部品実装ライン1は、10台の第1〜第10部品実装機21〜2Aが直列に配置されて構成される。図中の左側の第1部品実装機21が上流側、右側の第10部品実装機2Aが下流側となる。また、図中のXY座標軸に示されるように、第1〜第10部品実装機21〜2Aに順番に基板Kを搬送する方向をX軸方向、水平面内でX軸方向に直交する方向をY軸方向とする。図2は、2台の部品実装機2を示した斜視図である。部品実装機2は、基板搬送装置3、部品供給装置4、部品移載装置5、部品カメラ61、ノズルステーション62、および制御装置などが機台69に組み付けられて構成されている。
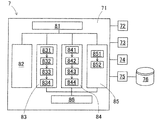
次に、実施形態の部品実装ラインの最適化装置7の構成について説明する。図3は、実施形態の部品実装ラインの最適化装置7の装置構成および機能構成を示すブロック図である。最適化装置7は、コンピュータ装置71、およびコンピュータ装置71上で動作するソフトウェアにより構成される。コンピュータ装置71は、入力部72、表示部73、メモリ部74、および通信部75を備えている。入力部72は、オペレータによる入力設定を行う部位である。表示部73は、オペレータに情報を表示する部位である。メモリ部74は、各種ソフトウェアや、ソフトウェア実行時の処理条件、処理結果などを記憶する部位である。通信部75は、外部メモリ装置や他のコンピュータ装置と、通信を介して情報を授受する部位である。
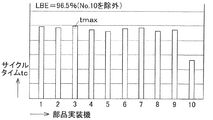
ラインバランス処理部83は、最適化処理部82によって得られた最適化結果に基づき、特定の一部の部品実装機を除外してラインバランス効率LBEを演算および表示する。ラインバランス処理部83は、サイクルタイム演算部831、除外機設定部832、バランス効率演算部833、およびバランス効率表示部834を備える。図4は、ラインバランス処理部83の処理内容を説明する処理フローの図である。また、図5は、ラインバランス処理部83の処理結果を例示説明する表示例の図である。
LBE(%)=(Tsum÷Tmax)×100 …………(式1)
LBE(%)=(tav÷tmax)×100 ……………(式2)
ただし、除外されなかった第1〜第9部品実装機21〜29のサイクルタイムtcを平均した平均値tavであり、サイクルタイムtcの最大値tmax(第3部品実装機23の値)である。
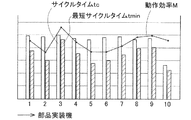
動作効率処理部84は、最適化処理部82によって得られた最適化結果に基づき、第1〜第10部品実装機21〜2Aの動作効率Mをそれぞれ演算および表示する。動作効率処理部84は、サイクルタイム演算部841、最短タイム演算部842、動作効率演算部843、および動作効率表示部844を備える。サイクルタイム演算部841は、ラインバランス処理部83のサイクルタイム演算部831と同じ演算処理を行い、各部品実装機21〜2Aのサイクルタイムtcをそれぞれ演算する。
M(%)=(tmin÷tc)×100 …………(式3)
実効程度処理部85は、最適化処理部82が最適化処理を実施した以後に、設定された処理条件の最適化の実効程度を演算および表示する。ただし、最適化処理の実施以前であってもオペレータによる処理条件の設定が行われた後であれば、実効程度処理部85は動作可能である。実効程度処理部85は、実効程度演算部851および実効程度表示部852を備える。
実施形態の部品実装ライン1の最適化装置7は、基板Kを装着実施位置に搬入し位置決めし搬出する基板搬送装置3と、部品を順次供給する部品供給装置4と、部品供給装置4から部品を採取して位置決めされた基板Kに装着する部品移載装置5と、を備える部品実装機2が複数台直列に配置された部品実装ライン1で基板Kを生産する際に、設定変更可能な処理条件に基づいて生産に関する最適化処理を実施する部品実装ラインの最適化装置7であって、各部品実装機21〜2Aが最適化処理によって割り振られた部品種の部品を1枚の基板Kに装着するのに要するサイクルタイムtcをそれぞれ演算するサイクルタイム演算部831と、特定の一部の部品実装機(第10部品実装機2A)を以降の演算処理から除外するように設定する除外機設定部832と、除外されなかった第1〜第9部品実装機21〜29のサイクルタイムtcが均等化されている度合いを表すラインバランス効率LBEを演算するバランス効率演算部833と、ラインバランス効率LBEを表示するバランス効率表示部834と、を備える。
なお、実施形態において、最適化装置7は、ラインバランス処理部83、動作効率処理部84、および実効程度処理部85を備えるが、これに限定されない。つまり、最適化装置7の最小の構成は、ラインバランス処理部83、動作効率処理部84、および実効程度処理部85のいずれかひとつと、最適化処理部82とを備えればよい。
21〜2A:第1〜第10部品実装機
3:基板搬送装置 4:部品供給装置
4A:トレイ装置からなる部品供給装置 5:部品移載装置
7:部品実装ラインの最適化装置 71:コンピュータ装置
81:処理選択部 82:最適化処理部
83:ラインバランス処理部
831:サイクルタイム演算部 832:除外機設定部
833:バランス効率演算部 834:バランス効率表示部
84:動作効率処理部
841:サイクルタイム演算部 842:最短タイム演算部
843:動作効率演算部 844:動作効率表示部
85:実効程度処理部
851:実効程度演算部 852:実効程度表示部
86:共通表示部
Claims (2)
- 基板を装着実施位置に搬入し位置決めし搬出する基板搬送装置と、部品を順次供給する部品供給装置と、吸着ノズルを使用して前記部品供給装置から前記部品を吸着し位置決めされた前記基板に装着する部品移載装置と、を備える部品実装機が複数台直列に配置された部品実装ラインで前記基板を生産する際に、設定変更可能な処理条件であって前記基板の搬送速度および搬送加速度、ならびに前記吸着ノズルの動作速度および加速度のうちの少なくとも一つの前記処理条件に基づいて、生産に関する最適化処理を実施する部品実装ラインの最適化装置であって、
各前記部品実装機が前記最適化処理によって割り振られた部品種の前記部品を1枚の前記基板に装着するのに要するサイクルタイムを、オペレータにより設定された前記処理条件に基づいてそれぞれ演算するサイクルタイム演算部と、
前記部品の吸着および装着に許容される最大値とする仮想された前記処理条件を含む装着実施条件を設定し、各前記部品実装機が前記最適化処理によって割り振られた部品種の前記部品を1枚の前記基板に装着できる最短サイクルタイムを前記装着実施条件に基づいてそれぞれ演算する最短タイム演算部と、
各前記部品実装機について前記サイクルタイムが前記最短サイクルタイムに近づく度合いを表す動作効率をそれぞれ演算する動作効率演算部と、
前記動作効率を表示する動作効率表示部と、を備える部品実装ラインの最適化装置。 - 基板を装着実施位置に搬入し位置決めし搬出する基板搬送装置と、部品を順次供給する部品供給装置と、吸着ノズルを使用して前記部品供給装置から前記部品を吸着し位置決めされた前記基板に装着する部品移載装置と、を備える部品実装機が複数台直列に配置された部品実装ラインで前記基板を生産する際に、設定変更可能な処理条件であって前記基板の搬送速度および搬送加速度、ならびに前記吸着ノズルの動作速度および加速度のうちの少なくとも一つの前記処理条件に基づいて、生産に関する最適化処理を実施する部品実装ラインの最適化方法であって、
各前記部品実装機が前記最適化処理によって割り振られた部品種の前記部品を1枚の前記基板に装着するのに要するサイクルタイムを、オペレータにより設定された前記処理条件に基づいてそれぞれ演算するサイクルタイム演算ステップと、
前記部品の吸着および装着に許容される最大値とする仮想された前記処理条件を含む装着実施条件を設定し、各前記部品実装機が前記最適化処理によって割り振られた部品種の前記部品を1枚の前記基板に装着できる最短サイクルタイムを前記装着実施条件に基づいてそれぞれ演算する最短タイム演算ステップと、
各前記部品実装機について前記サイクルタイムが前記最短サイクルタイムに近づく度合いを表す動作効率をそれぞれ演算する動作効率演算ステップと、
前記動作効率を表示する動作効率表示ステップと、を備える部品実装ラインの最適化方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019008935A JP6788694B2 (ja) | 2019-01-23 | 2019-01-23 | 部品実装ラインの最適化装置および部品実装ラインの最適化方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019008935A JP6788694B2 (ja) | 2019-01-23 | 2019-01-23 | 部品実装ラインの最適化装置および部品実装ラインの最適化方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017507274A Division JP6491317B2 (ja) | 2015-03-26 | 2015-03-26 | 部品実装ラインの最適化装置および部品実装ラインの最適化方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019071477A JP2019071477A (ja) | 2019-05-09 |
| JP6788694B2 true JP6788694B2 (ja) | 2020-11-25 |
Family
ID=66441324
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019008935A Active JP6788694B2 (ja) | 2019-01-23 | 2019-01-23 | 部品実装ラインの最適化装置および部品実装ラインの最適化方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6788694B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7398668B2 (ja) * | 2020-03-12 | 2023-12-15 | パナソニックIpマネジメント株式会社 | 部品配置決定方法および部品配置決定プログラム |
| WO2024116339A1 (ja) * | 2022-11-30 | 2024-06-06 | 株式会社Fuji | 装着動作の最適化装置、方法及びプログラム |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000252685A (ja) * | 1999-03-04 | 2000-09-14 | Matsushita Electric Ind Co Ltd | 設備データ検証方法 |
| JP4399385B2 (ja) * | 2005-03-24 | 2010-01-13 | パナソニック株式会社 | 装置タクト最適化方法、装置タクト最適化装置、実装処理装置 |
| JP2009200427A (ja) * | 2008-02-25 | 2009-09-03 | Juki Corp | 実装ラインにおける実装動作の最適化方法 |
| EP3038442B1 (en) * | 2013-08-22 | 2021-08-18 | FUJI Corporation | Production optimization device for component mounting line |
-
2019
- 2019-01-23 JP JP2019008935A patent/JP6788694B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019071477A (ja) | 2019-05-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6491317B2 (ja) | 部品実装ラインの最適化装置および部品実装ラインの最適化方法 | |
| US20150107088A1 (en) | Component mounting system and component mounting method | |
| US11009860B2 (en) | Preparation schedule creating method and preparation schedule creating apparatus | |
| JP7029597B2 (ja) | 生産計画作成方法および生産計画作成装置 | |
| JP7126045B2 (ja) | 計画管理方法および計画管理装置 | |
| JP6788694B2 (ja) | 部品実装ラインの最適化装置および部品実装ラインの最適化方法 | |
| JP7142149B2 (ja) | 装着エラーの原因推定装置、および装着エラーの原因推定方法 | |
| JP6147750B2 (ja) | 対基板作業システム、作業手順最適化プログラム、作業台数決定プログラム | |
| JP5281546B2 (ja) | 電子部品の装着方法、電子部品装着装置、電子部品装着装置の電子部品装着順序決定方法及び電子部品装着装置の装着データ作成方法 | |
| JP2021033566A (ja) | ライン制御システムおよび作業指令決定方法 | |
| JP6761494B2 (ja) | 部品実装ラインの最適化装置および部品実装ラインの最適化方法 | |
| JP7627376B2 (ja) | エラー原因推定装置およびエラー原因推定方法 | |
| JP7083966B2 (ja) | 部品実装管理装置、部品実装管理方法、部品実装管理プログラム、記録媒体 | |
| JP7544855B2 (ja) | 基板生産シミュレーション方法 | |
| JP6293465B2 (ja) | 電子部品装着装置 | |
| EP3594995B1 (en) | Wafer feed device | |
| CN116326232B (zh) | 自动送料器的配置支援系统及自动送料器的配置支援程序 | |
| JP2025008891A (ja) | 部品実装機 | |
| WO2025134177A1 (ja) | 作業支援装置および作業支援方法 | |
| WO2023013014A1 (ja) | 情報処理装置、および表示方法 | |
| WO2023281750A1 (ja) | 部品実装機及び異常判断方法 | |
| JP2013077650A (ja) | 基板生産ラインの管理方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190123 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191009 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191017 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191212 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200526 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200817 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20200817 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20200825 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20200901 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201027 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201030 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6788694 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |