JP6679598B2 - 別置形リール保持装置 - Google Patents
別置形リール保持装置 Download PDFInfo
- Publication number
- JP6679598B2 JP6679598B2 JP2017538770A JP2017538770A JP6679598B2 JP 6679598 B2 JP6679598 B2 JP 6679598B2 JP 2017538770 A JP2017538770 A JP 2017538770A JP 2017538770 A JP2017538770 A JP 2017538770A JP 6679598 B2 JP6679598 B2 JP 6679598B2
- Authority
- JP
- Japan
- Prior art keywords
- reel
- separately
- tape
- reel holding
- feeder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005192 partition Methods 0.000 description 13
- 238000012546 transfer Methods 0.000 description 12
- 239000000758 substrate Substances 0.000 description 10
- 230000009977 dual effect Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 239000002131 composite material Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 230000004308 accommodation Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images




Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/02—Feeding of components
- H05K13/021—Loading or unloading of containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H75/00—Storing webs, tapes, or filamentary material, e.g. on reels
- B65H75/02—Cores, formers, supports, or holders for coiled, wound, or folded material, e.g. reels, spindles, bobbins, cop tubes, cans, mandrels or chucks
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
- H05K13/0417—Feeding with belts or tapes
Description
また、別置形リール保持装置は、複数の部品を保持するキャリアテープをそれぞれ繰り出して前記部品を順次供給する複数台のフィーダ装置、および、前記キャリアテープを巻回したテープリールを回転可能かつ交換可能に保持して前記フィーダ装置に一体的に設けられ、または別体で設けられる本体側リール保持部を有する部品供給装置を備えた部品実装機に対して、別置きされる別置形リール保持装置であって、前記本体側リール保持部が保持する前記テープリール以外の別置きされる前記テープリールを回転可能かつ交換可能に保持するとともに、別置きされる前記テープリールに巻回された前記キャリアテープを前記フィーダ装置に送給可能とし、別置きされる前記テープリールは、前記本体側リール保持部が保持する前記テープリールの次に使用され、かつ、前記本体側リール保持部に保持された前記テープリールが取り外されて遊休のリール保持位置が生じると、当該の前記リール保持位置に移送されてもよい。
本発明の実施形態の別置形リール保持装置7について、図1〜図4を参考にして説明する。まず、別置形リール保持装置7を用いる部品実装機1の全体構成について説明する。図1は、実施形態の別置形リール保持装置7を用いる部品実装機1の全体構成を模式的に示す平面図である。図1の紙面左側から右側に向かう方向が基板Kを搬入出するX軸方向、紙面下側の前側から紙面上側の後側に向かう方向がY軸方向である。部品実装機1は、基板搬送装置2、部品供給装置3、部品移載装置4、部品カメラ5、および制御装置6などが機台9に組み付けられて構成されている。基板搬送装置2、部品供給装置3、部品移載装置4、および部品カメラ5は、制御装置6から制御され、それぞれが所定の作業を行うようになっている。
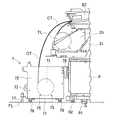
上述したように、本体側リール保持部35から送給するキャリアテープの本数が不足する場合に、実施形態の別置形リール保持装置7が用いられる。図3は、実施形態の別置形リール保持装置7の構成を示す斜視図である。また、図4は、実施形態の別置形リール保持装置7を部品実装機1の前側に別置きした状態を示す側面図である。図4には、新型のフィーダ装置の一例としてオートローディングフィーダ装置82が例示されている。実際には、多数のフィーダ装置81、82がフィーダ装着部32に装着され、かつ、種類や構造の異なるフィーダ装置81、82が併用され得る。
合計2箇所の単式リール収容部731は、それぞれ1個のテープリールTRを交換可能に収容する。仕切り板73の相互間に、それぞれ複式リール収容部732が区画されている。合計9箇所の複式リール収容部732は、それぞれ2個のテープリールTRをX軸方向に並べて交換可能に収容する。したがって、別置形リール保持装置7が保持可能なテープリールTRの最大個数は20個であり、本体側リール保持部35の半分の規模となっている。なお、必ずしも20個全部のテープリールTRを保持する必要はなく、19個以下であってもよい。
上記した構成によれば、本体側リール保持部35は、40個のテープリールTRを保持でき、別置形リール保持装置7は、20個のテープリールTRを保持できる。これにより、フィーダ装置81、82に送給できるキャリアテープCTの総本数は、当初の40本から、別置形リール保持装置7を別置きした後の60本に増やせる。なお、別置形リール保持装置7は、フィーダ装置81、82から見て本体側リール保持部35よりも遠方に配置されるので、キャリアテープCTが僅かに斜め方向に送給されても、問題は生じない。
実施形態の別置形リール保持装置7は、複数の部品を保持するキャリアテープCTをそれぞれ繰り出して部品を順次供給する複数台のフィーダ装置81、82、およびキャリアテープCTを巻回したテープリールTRを回転可能かつ交換可能に保持してフィーダ装置と別体で設けられる本体側リール保持部35を有する部品供給装置3を備えた部品実装機1に対して、別置きされる別置形リール保持装置7であって、本体側リール保持部35が保持するテープリールTR以外の別置きされるテープリールTRを回転可能かつ交換可能に保持するとともに、別置きされるテープリールTRに巻回されたキャリアテープCTをフィーダ装置82に送給可能とする。
なお、別置形リール保持装置7に別置きされるテープリールTRの個数は、20個に限定されず、1個からスロット322の条数に一致した40個の範囲内で選択できる。また、別置形リール保持装置7から円滑にキャリアテープCTを送給するために、送給ルートを案内するテープガイドを適宜付設してもよい。本発明は、その他にも様々な応用や変形が可能である。
32:フィーダ装着部 35:本体側リール保持部
7:実施形態の別置形リール保持装置
71:底板 72:側板 73:仕切り板
75:支持軸 76:キャスタ 77:ストッパ
81:フィーダ装置 82:オートローディングフィーダ装置
TR:テープリール CT:キャリアテープ
Claims (4)
- 複数の部品を保持するキャリアテープをそれぞれ繰り出して前記部品を順次供給する複数台のフィーダ装置、および、前記キャリアテープを巻回したテープリールを回転可能かつ交換可能に保持して前記フィーダ装置に一体的に設けられ、または別体で設けられる本体側リール保持部を有する部品供給装置を備えた部品実装機に対して、別置きされる別置形リール保持装置であって、
前記本体側リール保持部が保持する前記テープリール以外の別置きされる前記テープリールを回転可能かつ交換可能に保持するとともに、別置きされる前記テープリールに巻回された前記キャリアテープを前記フィーダ装置に送給可能とし、
別置きされる前記テープリールは、前記本体側リール保持部が保持する前記テープリールと同時に使用される別置形リール保持装置。 - 複数の部品を保持するキャリアテープをそれぞれ繰り出して前記部品を順次供給する複数台のフィーダ装置、および、前記キャリアテープを巻回したテープリールを回転可能かつ交換可能に保持して前記フィーダ装置に一体的に設けられ、または別体で設けられる本体側リール保持部を有する部品供給装置を備えた部品実装機に対して、別置きされる別置形リール保持装置であって、
前記本体側リール保持部が保持する前記テープリール以外の別置きされる前記テープリールを回転可能かつ交換可能に保持するとともに、別置きされる前記テープリールに巻回された前記キャリアテープを前記フィーダ装置に送給可能とし、
別置きされる前記テープリールは、前記本体側リール保持部が保持する前記テープリールの次に使用され、かつ、前記本体側リール保持部に保持された前記テープリールが取り外されて遊休のリール保持位置が生じると、当該の前記リール保持位置に移送される別置形リール保持装置。 - 前記部品実装機が据え置かれた床面を移動可能なキャスタ、および、前記床面に対する移動を規制可能なストッパを備えた請求項1または2に記載の別置形リール保持装置。
- 前記本体側リール保持部の下方に別置きされる請求項1〜3のいずれか一項に記載の別置形リール保持装置。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2015/075555 WO2017042902A1 (ja) | 2015-09-09 | 2015-09-09 | 別置形リール保持装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2017042902A1 JPWO2017042902A1 (ja) | 2018-06-21 |
| JP6679598B2 true JP6679598B2 (ja) | 2020-04-15 |
Family
ID=58239308
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017538770A Active JP6679598B2 (ja) | 2015-09-09 | 2015-09-09 | 別置形リール保持装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10660249B2 (ja) |
| EP (1) | EP3349559B1 (ja) |
| JP (1) | JP6679598B2 (ja) |
| CN (1) | CN107950085B (ja) |
| WO (1) | WO2017042902A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6545677B2 (ja) * | 2014-07-04 | 2019-07-17 | 株式会社Fuji | テープフィーダ |
| JP6577015B2 (ja) * | 2015-03-06 | 2019-09-18 | 株式会社Fuji | 部品種配置の最適化方法および部品種配置の最適化装置 |
| JP6726669B2 (ja) * | 2015-09-09 | 2020-07-22 | 株式会社Fuji | 部品供給装置 |
| WO2018220716A1 (ja) * | 2017-05-30 | 2018-12-06 | ヤマハ発動機株式会社 | 部品供給装置 |
| CN111345123B (zh) * | 2017-12-06 | 2021-04-13 | 雅马哈发动机株式会社 | 元件安装机、元件供给带盘驱动方法 |
| JP7113075B2 (ja) * | 2018-05-28 | 2022-08-04 | 株式会社Fuji | ユニット着脱装置 |
| JP6867365B2 (ja) * | 2018-12-26 | 2021-04-28 | ファナック株式会社 | 部品実装機に配置されるリール保持装置およびリール保持装置を備えるロボットシステム |
| JP7312904B2 (ja) * | 2020-03-10 | 2023-07-21 | 株式会社Fuji | 部品倉庫 |
| JP7356574B2 (ja) * | 2020-03-18 | 2023-10-04 | 株式会社Fuji | リール着脱装置 |
| CN113286509B (zh) * | 2021-06-18 | 2023-08-15 | 广东博立科技有限公司 | 一种用于电表制造装置的方法 |
Family Cites Families (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2047769A (en) * | 1933-10-27 | 1936-07-14 | Wood Newspaper Mach Corp | Reel loading device |
| US2452481A (en) * | 1946-12-17 | 1948-10-26 | John H Morehead | Hydraulic reel mount for warehouse trucks |
| US3020625A (en) * | 1955-07-05 | 1962-02-13 | United Carr Fastener Corp | Socket feeding method and apparatus |
| SE522521C2 (sv) * | 2001-09-07 | 2004-02-10 | Mydata Automation Ab | Förfarande, system och arrangemang för hantering av komponenttejper |
| DE20120240U1 (de) * | 2001-12-14 | 2003-04-24 | G & L Heikaus Kunststoffverarb | Vorrichtung zur Herstellung von Folienrollen |
| JP4152198B2 (ja) | 2003-01-21 | 2008-09-17 | ヤマハ発動機株式会社 | 一括交換台車及び、それを備えた表面実装機 |
| JP4804296B2 (ja) | 2006-09-21 | 2011-11-02 | ヤマハ発動機株式会社 | 部品供給装置及び表面実装機 |
| JP5318121B2 (ja) * | 2009-01-09 | 2013-10-16 | 富士機械製造株式会社 | 電子回路部品装着機 |
| JP5357743B2 (ja) | 2009-12-26 | 2013-12-04 | 富士機械製造株式会社 | 電子回路部品供給装置 |
| JP5835948B2 (ja) * | 2011-05-31 | 2015-12-24 | Juki株式会社 | 電子部品供給装置 |
| JP5845399B2 (ja) * | 2011-07-28 | 2016-01-20 | パナソニックIpマネジメント株式会社 | 電子部品実装システムおよび電子部品実装方法 |
| JP2013046024A (ja) * | 2011-08-26 | 2013-03-04 | Fuji Mach Mfg Co Ltd | 部品供給装置 |
| WO2013190650A1 (ja) * | 2012-06-20 | 2013-12-27 | 富士機械製造株式会社 | リール、テープフィーダ及び部品実装機並びにテープスプライシング方法 |
| JP6114509B2 (ja) * | 2012-06-28 | 2017-04-12 | ヤマハ発動機株式会社 | 部品供給装置及び部品実装装置 |
| JP5753984B2 (ja) * | 2012-10-15 | 2015-07-22 | パナソニックIpマネジメント株式会社 | テープフィーダ |
| JP2014110322A (ja) * | 2012-12-03 | 2014-06-12 | Panasonic Corp | 電子部品実装装置におけるキャリアテープのセット正否判定システムおよびキャリアテープのセット正否判定方法 |
| RS60560B1 (sr) * | 2012-12-03 | 2020-08-31 | Komax Holding Ag | Postavka i postupak za izradu krimpovanog spoja |
| US9914279B2 (en) * | 2013-01-28 | 2018-03-13 | Ranpak Corp. | Dunnage conversion machine and method with sequential stock roll storage and loading |
| CN105519250B (zh) * | 2013-08-26 | 2018-12-21 | 株式会社富士 | 供料器 |
| JP6007411B2 (ja) * | 2013-09-05 | 2016-10-12 | パナソニックIpマネジメント株式会社 | 部品実装装置用のリールおよび部品実装装置における部品供給方法 |
| EP3544403A1 (en) * | 2014-02-14 | 2019-09-25 | FUJI Corporation | System comprising a feeder exchange device, a feeder |
| CN204046955U (zh) * | 2014-07-28 | 2014-12-24 | 上海儒竞电子科技有限公司 | 一种贴片机的供料装置 |
| JP6412944B2 (ja) * | 2014-09-04 | 2018-10-24 | 株式会社Fuji | 部品実装装置 |
| EP3270676B1 (en) * | 2015-03-09 | 2020-07-29 | FUJI Corporation | Feeder |
| WO2016199199A1 (ja) * | 2015-06-08 | 2016-12-15 | 富士機械製造株式会社 | 部品供給用要具保持装置 |
| JP6726669B2 (ja) * | 2015-09-09 | 2020-07-22 | 株式会社Fuji | 部品供給装置 |
| JP6788606B2 (ja) * | 2015-11-17 | 2020-11-25 | 株式会社Fuji | 実装処理方法 |
| EP3419402B1 (en) * | 2016-02-17 | 2021-10-27 | Fuji Corporation | Work apparatus and production line |
| US10945361B2 (en) * | 2016-02-17 | 2021-03-09 | Fuji Corporation | Production line safety system |
| JP6561317B2 (ja) * | 2016-06-01 | 2019-08-21 | パナソニックIpマネジメント株式会社 | 部品実装システム |
| US10683187B2 (en) * | 2017-12-18 | 2020-06-16 | Cole Darren Hawkins | Mobile electrical cable distribution assembly |
| JP7029596B2 (ja) * | 2018-03-30 | 2022-03-04 | パナソニックIpマネジメント株式会社 | 部品リールの配置決定方法および部品リールの配置決定装置 |
-
2015
- 2015-09-09 JP JP2017538770A patent/JP6679598B2/ja active Active
- 2015-09-09 EP EP15903567.4A patent/EP3349559B1/en active Active
- 2015-09-09 WO PCT/JP2015/075555 patent/WO2017042902A1/ja active Application Filing
- 2015-09-09 CN CN201580082960.XA patent/CN107950085B/zh active Active
- 2015-09-09 US US15/752,281 patent/US10660249B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN107950085A (zh) | 2018-04-20 |
| WO2017042902A1 (ja) | 2017-03-16 |
| CN107950085B (zh) | 2020-05-26 |
| US20180242482A1 (en) | 2018-08-23 |
| US10660249B2 (en) | 2020-05-19 |
| EP3349559B1 (en) | 2020-11-18 |
| JPWO2017042902A1 (ja) | 2018-06-21 |
| EP3349559A1 (en) | 2018-07-18 |
| EP3349559A4 (en) | 2018-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6679598B2 (ja) | 別置形リール保持装置 | |
| JP6726669B2 (ja) | 部品供給装置 | |
| WO2015037099A1 (ja) | 対基板作業システム、作業方法、およびフィーダ移し替え方法 | |
| JP2013046024A (ja) | 部品供給装置 | |
| JP6726684B2 (ja) | リール保持装置 | |
| JP6613296B2 (ja) | リール交換装置 | |
| JP7035262B2 (ja) | 追加形リール保持装置 | |
| JP6771341B2 (ja) | リール交換装置 | |
| JP6672335B2 (ja) | リール保持装置 | |
| JP6656844B2 (ja) | 基板の生産方法 | |
| JP7234433B2 (ja) | 追加形リール保持装置 | |
| JP6968218B2 (ja) | 部品供給方法および部品供給装置 | |
| JP7174133B2 (ja) | 電子部品装着機 | |
| JP7212108B2 (ja) | 電子部品装着機 | |
| WO2023089772A1 (ja) | 部品供給装置および部品装着機 | |
| JP2022090124A (ja) | 部品実装機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180726 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190820 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191009 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200310 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200318 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6679598 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |