JP6505376B2 - 製品検査システム、検査端末およびプログラム - Google Patents
製品検査システム、検査端末およびプログラム Download PDFInfo
- Publication number
- JP6505376B2 JP6505376B2 JP2014103542A JP2014103542A JP6505376B2 JP 6505376 B2 JP6505376 B2 JP 6505376B2 JP 2014103542 A JP2014103542 A JP 2014103542A JP 2014103542 A JP2014103542 A JP 2014103542A JP 6505376 B2 JP6505376 B2 JP 6505376B2
- Authority
- JP
- Japan
- Prior art keywords
- product
- inspection
- data
- manufacturing
- products
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images














Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/80—Management or planning
Description
<1−1.構成>
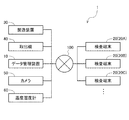
本発明の実施形態による製品検査システム1について図1乃至図15に基づき説明する。
次に、図3〜図6を参照しつつ、取出機40の動作について簡単に説明する。
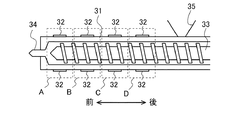
続いて、図7〜図9を参照しつつ、製造装置30により行われる「射出成形」について説明する。射出成形とは、プラスチックを溶かして製品金型に充填し、冷却して固める成形方法である。すなわち、射出成形は、(1)溶かす、(2)充填する、(3)固める、の3つの工程からなる。
次に、図10及び図11を参照しながら、データ管理装置10に記憶されている製品データテーブル11について説明する。
続いて、図12及び図13を参照しつつ、製品検査におけるデータ管理装置10及び検査端末20の動作について説明する。
以上説明した本実施形態にかかる製品検査システム1によれば、複数の製品それぞれの合否判定結果が当該複数の製品それぞれに対応する環境データ及び計測データに関連づけられる。このため、不合格となった製品に対応する環境データ及び計測データを確認することにより、製品不良の発生原因を検証することが可能である。
本発明による製品検査システムは上述の実施形態に限定されず、特許請求の範囲に記載した範囲で種々の変形や改良が可能である。
20 検査端末、21 スクリュー、24 操作表示部(タッチパネル)、
25 通信インタフェース、26 USBインタフェース、28 バス、30 製造装置、
31 シリンダ、32 ヒータ、32 ノズル、33 スクリュー、34 ノズル、
35 ホッパー、36 プラスチック樹脂、40 取出機、41 支柱、
42 第1レール、43 第2レール、44 軸部材、50 カメラ、60 温度湿度計、
70 ベルトコンベア、80 アンダーパネル、100 ネットワーク、431 アーム、
432 チャック板、AR1,AR2 領域、BN1,BN2 ボタン
Claims (12)
- 製品検査システムであって、
複数の製品それぞれの製造時における製造データと、前記複数の製品それぞれの検査対象部分の撮影画像に関する画像データとをそれぞれ関連づけて記憶するデータ管理装置と、
検査端末と、
を備え、
前記検査端末は、
前記複数の製品のうち、一の製品の画像データを前記データ管理装置からネットワークを介して取得して前記一の製品の検査対象部分の撮影画像をN個の領域に分割して表示し、
前記N個の領域のうち検査箇所として予め設定されたM個(M<N)の検査箇所全ての検査が完了したか否かを判定し、
予め設定されたM個の検査箇所全ての検査が完了したと判定されると、前記一の製品の合否判定結果に関する操作入力を受け付け可能にし、
前記一の製品の合否判定結果に関する操作入力が受け付けられると、当該合否判定結果を前記データ管理装置に送信し、
前記データ管理装置は、前記一の製品の前記合否判定結果を前記一の製品に対応する製造データに関連づけて記憶することを特徴とする製品検査システム。 - 請求項1に記載の製品検査システムにおいて、
前記複数の製品を製造する製造装置と、
前記製造装置で製造された対象製品を前記製造装置から取り出して保持しつつ、所定の載置場所に移動させて載置する取出機と、
前記対象製品の検査対象部分を撮影するカメラと、
をさらに備え、
前記取出機は、前記対象製品を取り出してから前記所定の載置場所に移動させるまでの間に、前記対象製品の検査対象部分を前記カメラの撮影面に対向させ、
前記カメラは、前記対象製品の検査対象部分と前記カメラの撮影面とが対向したタイミングで、当該検査対象部分を撮影することを特徴とする製品検査システム。 - 請求項2に記載の製品検査システムにおいて、
前記取出機は、前記対象製品を前記製造装置から取り出して保持しつつ所定の方向に回動可能な製品取出部材を有し、
前記取出機は、前記製品取出部材を前記所定の方向に回動させることにより、前記対象製品の検査対象部分を前記カメラの撮影面に対向させることを特徴とする製品検査システム。 - 請求項1ないし請求項3のいずれかに記載の製品検査システムにおいて、
前記検査端末は、前記一の製品の撮影画像に設定された一又は複数の検査箇所の全ての検査が完了したと判定された場合に、前記一の製品の前記合否判定結果に関する操作入力を受け付け可能にすることを特徴とする製品検査システム。 - 請求項4に記載の製品検査システムにおいて、
前記検査端末は、前記一又は複数の検査箇所に対応する一又は複数の領域の全てに所定の操作入力が受け付けられた場合に、前記一又は複数の検査箇所の全ての検査が完了したと判定することを特徴とする製品検査システム。 - 請求項4または請求項5に記載の製品検査システムにおいて、
前記検査端末は、所定数以上の製品検査が行われる場合には、前記一又は複数の検査箇所に不良を含む不良画像を特定のタイミングで表示することを特徴とする製品検査システム。 - 請求項2に記載の製品検査システムにおいて、
前記製造データは、前記複数の製品の各製造時において、前記製造装置が計測した前記製造装置各部の計測データと、前記製造装置が配置される環境の環境データとを含むことを特徴とする製品検査システム。 - 検査端末であって、
操作表示部と、
制御部と、
を備え、
前記制御部は、
複数の製品それぞれの検査対象部分の撮影画像に関する画像データであって当該複数の製品それぞれの製造時における製造データに関連づけられている画像データのうち、一の製品に対応する画像データを取得して当該一の製品の検査対象部分の撮影画像をN個の領域に分割して前記操作表示部に表示し、
前記N個の領域のうち検査箇所として予め設定されたM個(M<N)の検査箇所全ての検査が完了したか否かを判定し、
予め設定されたM個の検査箇所全ての検査が完了したと判定されると、前記一の製品の合否判定結果に関する操作入力を受け付け可能にし、
前記操作表示部を介して前記一の製品の合否判定結果に関する操作入力が受け付けられると、当該合否判定結果を前記一の製品に対応する製造データに関連づけて記憶することを特徴とする検査端末。 - 請求項8に記載の検査端末において、
前記複数の製品に関する前記製造データと前記画像データとをそれぞれ関連づけて記憶する記録媒体を接続するためのインタフェースをさらに備え、
前記制御部は、前記一の製品に対応する前記一の画像データを前記記録媒体から取得するとともに、前記記録媒体において前記一の製品の前記合否判定結果を前記一の製品に対応する製造データに関連づけて記憶することを特徴とする検査端末。 - データ管理装置との間でネットワークを介して通信が可能な検査端末に、
a)複数の製品それぞれの検査対象部分の撮影画像に関する画像データであって当該複数の製品それぞれの製造時における製造データに関連づけられている画像データのうち、一の製品に対応する画像データを受信するステップと、
b)前記ステップa)で取得した画像データに基づき、前記一の製品の検査対象部分の撮影画像をN個の領域に分割して前記検査端末の操作表示部に表示するステップと、
c)前記N個の領域のうち検査箇所として予め設定されたM個(M<N)の検査箇所全ての検査が完了したか否かを判定するステップと、
d)予め設定されたM個の検査箇所全ての検査が完了したと判定されると、前記一の製品の合否判定結果に関する操作入力を受け付け可能にするステップと、
e)前記操作表示部を介して前記一の製品の合否判定結果に関する操作入力が受け付けられると、当該合否判定結果を前記データ管理装置に送信するステップと、
を実行させるプログラム。 - 請求項10に記載のプログラムにおいて、
前記ステップc)は、
c−1)前記一の製品の撮影画像に設定された一又は複数の検査箇所の全ての検査が完了したか否かを判定するステップと、
c−2)前記ステップc−2)において肯定判定されると、前記一の製品の前記合否判定結果に関する操作入力を受け付け可能にするステップと、
を有することを特徴とするプログラム。 - 検査端末に、
a)複数の製品それぞれの検査対象部分の撮影画像に関する画像データであって当該複数の製品それぞれの製造時における製造データに関連づけられている画像データのうち、一の製品に対応する画像データを取得するステップと、
b)前記ステップa)で取得した画像データに基づき、前記一の製品の検査対象部分の撮影画像をN個の領域に分割して操作表示部に表示するステップと、
c)前記N個の領域のうち検査箇所として予め設定されたM個(M<N)の検査箇所全ての検査が完了したか否かを判定するステップと、
d)予め設定されたM個の検査箇所全ての検査が完了したと判定されると、前記一の製品の合否判定結果に関する操作入力を受け付け可能にするステップと、
e)前記操作表示部を介して前記一の製品の合否判定結果に関する操作入力が受け付けられると、当該合否判定結果を前記一の製品に対応する製造データに関連づけて記憶するステップと、
を実行させるプログラム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014103542A JP6505376B2 (ja) | 2014-05-19 | 2014-05-19 | 製品検査システム、検査端末およびプログラム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014103542A JP6505376B2 (ja) | 2014-05-19 | 2014-05-19 | 製品検査システム、検査端末およびプログラム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015219149A JP2015219149A (ja) | 2015-12-07 |
| JP6505376B2 true JP6505376B2 (ja) | 2019-04-24 |
Family
ID=54778630
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014103542A Active JP6505376B2 (ja) | 2014-05-19 | 2014-05-19 | 製品検査システム、検査端末およびプログラム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6505376B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020154625A (ja) * | 2019-03-19 | 2020-09-24 | 日鉄大径鋼管株式会社 | 品質改善システム |
| JP2022080077A (ja) * | 2020-11-17 | 2022-05-27 | セイコーエプソン株式会社 | 成形機管理システムおよびコンピュータープログラム |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2728143B2 (ja) * | 1990-03-16 | 1998-03-18 | 東洋機械金属株式会社 | 射出成形機 |
| JP4668059B2 (ja) * | 2005-12-26 | 2011-04-13 | 株式会社デジタル | 目視検査支援装置、目視検査支援プログラムおよびそのプログラムを記録した記録媒体 |
| JP5537008B2 (ja) * | 2007-11-29 | 2014-07-02 | 株式会社東芝 | 外観検査装置 |
| JP2012253199A (ja) * | 2011-06-03 | 2012-12-20 | Hioki Ee Corp | 検査結果表示装置、基板検査システムおよび検査結果表示方法 |
| JP5948797B2 (ja) * | 2011-11-07 | 2016-07-06 | オムロン株式会社 | 検査結果の目視確認作業の支援用のシステムおよび装置ならびに方法 |
| JP2013205277A (ja) * | 2012-03-29 | 2013-10-07 | Terumo Corp | 目視検査監視システム及び目視検査監視方法 |
-
2014
- 2014-05-19 JP JP2014103542A patent/JP6505376B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015219149A (ja) | 2015-12-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI357969B (en) | Method for inspecting polarizer bonding precision | |
| US20160098824A1 (en) | Three dimensional printing inspection apparatus and method | |
| JP6171908B2 (ja) | データ解析装置 | |
| JP6193916B2 (ja) | 射出成形システム | |
| JP6054991B2 (ja) | 射出成形システム | |
| JP3223233U (ja) | 携帯電話回収装置 | |
| US10377092B2 (en) | Verification of tow placement by a robot | |
| US20090287342A1 (en) | Molding Machine Management System, Molding Machine, Management Apparatus, and Molding Machine Management Method | |
| JP6505376B2 (ja) | 製品検査システム、検査端末およびプログラム | |
| JP5138968B2 (ja) | 良否判定装置 | |
| JP7260417B2 (ja) | 射出成形機の異常検出装置 | |
| JP2011253469A (ja) | 生産ラインにおける製品検査情報記録システム | |
| JP2017193146A (ja) | 金型監視装置 | |
| JP2011077095A (ja) | 設備監視システム、設備監視方法および設備監視プログラム | |
| JP2019069459A5 (ja) | ||
| TWI671830B (zh) | 樹脂封裝裝置的拍攝方法及樹脂封裝裝置 | |
| JP2007210125A (ja) | 成形機操作システム及び成形機操作方法 | |
| JP5794329B2 (ja) | 設備監視システム、設備監視方法および設備監視プログラム | |
| JP2021041454A (ja) | 成形システム | |
| US20220155760A1 (en) | Molding machine management system and computer program | |
| US20220379533A1 (en) | Injection Molding Machine Management System | |
| JP6438428B2 (ja) | 射出成形システム | |
| CN114506043B (zh) | 成型机管理系统以及记录介质 | |
| CN117545610A (zh) | 模具监视装置 | |
| JP7363638B2 (ja) | 表示制御装置及び制御プログラム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170518 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180220 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180416 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180911 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181002 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190312 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190327 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6505376 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |