JP6486441B2 - 光波長変換部材の製造方法、光波長変換部材、光波長変換部品、及び発光装置 - Google Patents
光波長変換部材の製造方法、光波長変換部材、光波長変換部品、及び発光装置 Download PDFInfo
- Publication number
- JP6486441B2 JP6486441B2 JP2017198556A JP2017198556A JP6486441B2 JP 6486441 B2 JP6486441 B2 JP 6486441B2 JP 2017198556 A JP2017198556 A JP 2017198556A JP 2017198556 A JP2017198556 A JP 2017198556A JP 6486441 B2 JP6486441 B2 JP 6486441B2
- Authority
- JP
- Japan
- Prior art keywords
- wavelength conversion
- conversion member
- light
- light wavelength
- sintered body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000006243 chemical reaction Methods 0.000 title claims description 158
- 230000003287 optical effect Effects 0.000 title claims description 44
- 238000004519 manufacturing process Methods 0.000 title claims description 25
- 238000010304 firing Methods 0.000 claims description 38
- FPIPGXGPPPQFEQ-OVSJKPMPSA-N all-trans-retinol Chemical compound OC\C=C(/C)\C=C\C=C(/C)\C=C\C1=C(C)CCCC1(C)C FPIPGXGPPPQFEQ-OVSJKPMPSA-N 0.000 claims description 28
- 238000000034 method Methods 0.000 claims description 25
- 239000002245 particle Substances 0.000 claims description 22
- 229910018072 Al 2 O 3 Inorganic materials 0.000 claims description 17
- 229910052751 metal Inorganic materials 0.000 claims description 17
- 239000002184 metal Substances 0.000 claims description 17
- 229910052760 oxygen Inorganic materials 0.000 claims description 17
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims description 16
- 239000001301 oxygen Substances 0.000 claims description 16
- 239000011717 all-trans-retinol Substances 0.000 claims description 14
- 235000019169 all-trans-retinol Nutrition 0.000 claims description 14
- 125000004429 atom Chemical group 0.000 claims description 9
- 229910052782 aluminium Inorganic materials 0.000 claims description 7
- 125000004432 carbon atom Chemical group C* 0.000 claims description 6
- 230000005496 eutectics Effects 0.000 claims description 6
- 239000002223 garnet Substances 0.000 claims description 5
- 229910052733 gallium Inorganic materials 0.000 claims description 4
- 229910052747 lanthanoid Inorganic materials 0.000 claims description 4
- 150000002602 lanthanoids Chemical class 0.000 claims description 4
- 229910052706 scandium Inorganic materials 0.000 claims description 4
- 229910052727 yttrium Inorganic materials 0.000 claims description 4
- 239000000919 ceramic Substances 0.000 description 27
- 239000000843 powder Substances 0.000 description 12
- 238000010791 quenching Methods 0.000 description 10
- 230000000171 quenching effect Effects 0.000 description 10
- 150000001875 compounds Chemical class 0.000 description 9
- 239000013078 crystal Substances 0.000 description 8
- 230000007423 decrease Effects 0.000 description 8
- 239000000758 substrate Substances 0.000 description 8
- 230000000694 effects Effects 0.000 description 7
- 239000000203 mixture Substances 0.000 description 7
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 6
- 238000004833 X-ray photoelectron spectroscopy Methods 0.000 description 6
- 230000005484 gravity Effects 0.000 description 6
- 239000000463 material Substances 0.000 description 6
- 239000002270 dispersing agent Substances 0.000 description 5
- 239000007789 gas Substances 0.000 description 5
- 238000002156 mixing Methods 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- 239000012159 carrier gas Substances 0.000 description 4
- 238000013329 compounding Methods 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- 239000002994 raw material Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 3
- 229910052684 Cerium Inorganic materials 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 238000005286 illumination Methods 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 239000002002 slurry Substances 0.000 description 3
- 239000010935 stainless steel Substances 0.000 description 3
- 229910001220 stainless steel Inorganic materials 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 239000003575 carbonaceous material Substances 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000007606 doctor blade method Methods 0.000 description 2
- 230000005284 excitation Effects 0.000 description 2
- 238000001513 hot isostatic pressing Methods 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 239000003960 organic solvent Substances 0.000 description 2
- 238000010298 pulverizing process Methods 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 238000007088 Archimedes method Methods 0.000 description 1
- 229910001369 Brass Inorganic materials 0.000 description 1
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical compound [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 description 1
- 229940126062 Compound A Drugs 0.000 description 1
- 229910005191 Ga 2 O 3 Inorganic materials 0.000 description 1
- NLDMNSXOCDLTTB-UHFFFAOYSA-N Heterophylliin A Natural products O1C2COC(=O)C3=CC(O)=C(O)C(O)=C3C3=C(O)C(O)=C(O)C=C3C(=O)OC2C(OC(=O)C=2C=C(O)C(O)=C(O)C=2)C(O)C1OC(=O)C1=CC(O)=C(O)C(O)=C1 NLDMNSXOCDLTTB-UHFFFAOYSA-N 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- AZDRQVAHHNSJOQ-UHFFFAOYSA-N alumane Chemical group [AlH3] AZDRQVAHHNSJOQ-UHFFFAOYSA-N 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 229910002091 carbon monoxide Inorganic materials 0.000 description 1
- ZMIGMASIKSOYAM-UHFFFAOYSA-N cerium Chemical group [Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce][Ce] ZMIGMASIKSOYAM-UHFFFAOYSA-N 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000007731 hot pressing Methods 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 230000031700 light absorption Effects 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000001579 optical reflectometry Methods 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 230000001603 reducing effect Effects 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 238000002490 spark plasma sintering Methods 0.000 description 1
- 238000004611 spectroscopical analysis Methods 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 230000004580 weight loss Effects 0.000 description 1
Images






Landscapes
- Led Device Packages (AREA)
- Optical Filters (AREA)
- Luminescent Compositions (AREA)
Description
特許文献1に記載の技術は、一方向凝固法によって、蛍光体である焼結体を作製するものであり、焼結体の組成は、体積比でAl2O3/YAG:Ce=55/45である。なお、焼結体の蛍光強度や色ムラ(色バラツキ)などの蛍光特性は、限定的なものである。
具体的には、例えば特許文献2、3等の技術では、焼結体を製造する場合には、真空雰囲気焼成、SPS、熱間等方圧加圧(HIP)が採用されているが、この真空雰囲気焼成、SPS、HIPを実施する場合には、その加熱源、断熱材、焼成容器として、カーボン系の材料(カーボン材)が使用されることが多い。
従って、A3B5O12:Ce量は、焼結体全体の3〜70体積%の範囲であることが好ましい。
A:Sc、Y、ランタノイド(Ceは除く)
B:Al、Ga
本第3局面の組成であることにより、効率よく青色光を可視光に変換することができる。
本第4局面の範囲にあることによって、十分な蛍光特性を得られるようになる。つまり、前記Ceの濃度(Ce濃度)が5mol%を上回ると、濃度消光を起こし易くなり、蛍光強度の低下を招く。なお、Ce濃度が0.1mol%未満であると、十分な蛍光強度を得ることが難しくなるので、0.1mol%以上が好ましい。
この光波長変換部材は、焼結体の中央部の破断面におけるC(即ち炭素)の原子数CinとAlの原子数Alinとの比(Cin/Alin)と、焼結体の端部の破断面におけるCの原子数CoutとAlの原子数Aloutとの比(Cout/Alout)と、の相対濃度比(Cout/Alout)/(Cin/Alin)が、2以下である。
ここで、「焼結体の端部」とは、焼結体の外周から1mm以内の範囲であり、「焼結体の中央部」とは、「焼結体の端部より内部(例えば破断面における重心)」を示している。
(6)本発明の第6局面は、第5局面の光波長変換部材と、その光波長変換部材を支持する金属製の支持部材と、を備えるとともに、支持部材の熱伝導率は光波長変換部材の熱伝導率より高い光波長変換部品である。
本第7局面は、好ましい光波長変換部品の構成を例示している。この構成であれば、光波長変換部材の温度が高くなっても、金属製の支持部材を介して、効果的に放熱することが可能である。また、枠体である支持部材によって、光波長変換部材を確実に支持することができる。
本第8局面の発光装置(詳しくは光波長変換部材)にて波長が変換された光(即ち蛍光)は、高い蛍光強度を有する。また、高い色均質性を有する。
<以下に、本発明の各構成について説明する>
・前記「光波長変換部材」は、上述した構成を有するセラミックス焼結体であり、各結晶粒子やその粒界には、不可避不純物が含まれていてもよい。
・前記「A3B5O12:Ce」とは、A3B5O12中の元素Aの一部にCeが固溶置換していることを示しており、このような構造を有することにより、同化合物は蛍光特性を示すようになる。
[1.第1実施形態]
[1−1.発光装置]
まず、第1実施形態の光波長変換部材を備えた発光装置について説明する。
[1−2.光波長変換部材]
次に、光波長変換部材9について説明する。
この光波長変換部材9では、セラミックス焼結体全体におけるA3B5O12:Ceの割合が、セラミックス焼結体の3〜70体積%であり、A3B5O12:Ceは、焼成時にAl2O3中に共晶析出した多結晶粒子から構成されている。
A:Sc、Y、ランタノイド(Ceは除く)
B:Al、Ga
さらに、セラミックス焼結体は、A3B5O12:Ce中のCeの濃度が、元素Aに対して5mol%以下(但し0を含まず)である。
[1−3.光波長変換部材の製造方法]
ここでは、光波長変換部材9を製造する際の概略の手順について、簡単に説明する。
次に、調製した粉末材料に、有機溶剤と分散剤とを加え、ボールミルにて粉砕混合を行った。
次に、スラリーを用いて、ドクターブレード法によりシート成形体を作製した。
次に、シート成形体を、脱脂した。
[1−4.効果]
次に、本第1実施形態の効果を説明する。
A:Sc、Y、ランタノイド(Ceは除く)
B:Al、Ga
この組成により、効率よく青色光を可視光に変換することができる。
焼結体がこの組成の範囲にあることによって、十分な蛍光特性を得られるようになる。つまり、Ce濃度が5mol%を上回ると、濃度消光を起こし易くなり、蛍光強度の低下を招くので、この範囲が好適である。
(6)本第1実施形態の発光装置1(詳しくは光波長変換部材9)にて波長が変換された光(即ち蛍光)は、高い蛍光強度を有する。また、高い色均質性を有する。
[2.第2実施形態]
次に、第2実施形態について説明するが、第1実施形態と同様な内容については、その説明は省略又は簡略化する。
[2−1.構成]
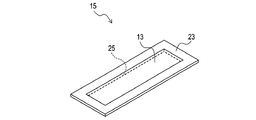
図3に模式的に示すように、本第2実施形態の発光装置11は、第1実施形態と同様な構成の光波長変換部材13が支持された光波長変換部品15と、例えばLD等の発光素子17と、基板(即ち配線基板)19、21などを備えている。
この光波長変換部品15は、光波長変換部材13と、光波長変換部材13を支持する支持部材23とから構成されている。
この発光装置1では、第1実施形態と同様に、発光素子17から放射された光は、透光性を有する光波長変換部材13を透過するとともに、その光の一部は光波長変換部材13の内部で波長変換されて発光する。
[2−2.製造方法]
ここでは、本第2実施形態の要部である光波長変換部品15を製造する方法について説明する。
支持部材23を製造する場合には、例えばステンレス製の板材を切削して、上述した寸法の枠体とする。
例えば、圧入、加締め(例えば熱加締め)、金属(例えばAg)ペーストによる接合、合金化して接合する方法等が挙げられる。なお、無機接着剤は、支持部材23と光波長変換部材13との界面で、熱伝導低下、光反射率低下を招くことから好ましくない。
[2−3.効果]
本第2実施形態は、第1実施形態と同様な効果を奏する。
[2−4.変形例]
・本第2実施形態の変形例として、例えば、図5(a)に示すように、支持部材31を、四角形の枠体33と、その枠体33で囲まれた空間(貫通孔)の上部(図5(a)の上方)の一部を覆う表面板35とから構成してもよい。この表面板35の中央には開口部37が設けられている。また、光波長変換部材39は、表面板35より内側(図5(a)の下方)に配置されている。
・また、図5(d)に示すように、支持部材61の貫通孔63の開口端63a側(光が出力される側)を、光波長変換部材65の圧入方向(図5(d)の下方)に向かって、内径が小さくなるようにしてもよい。これにより、光波長変換部材65の圧入が容易になり、また、光波長変換部材65が確実に固定されるので、耐久性が向上するという利点がある。
[3.実施例]
次に、具体的な各実施例について説明する。
<実施例1>
下記表1に示す条件により、No.1〜4、29のセラミックス焼結体(即ち光波長変換部材)の試料を作製した。なお、各試料のうち、No.1〜3が本発明の範囲内の試料であり、No.4、29が本発明の範囲外(比較例)の試料である。
そして、粉砕混合によって得られた粉末に、ポリビニルブチラール樹脂を混合し、得られた各スラリーを用いて、ドクターブレード法により各シート成形体を作製した。
なお、分散剤としては、例えば、ポリカルボン酸系分散剤のサンノプコ社製SNディスパーサント5468や、日本油脂株式会社製マリアリムAKM−0531を用いることができる。
なお、表1中の、「O2%:23」、「O2%:16」、「O2%:0.8」、「O2%:0」、「O2%:20」、「O2%:5」、「O2%:10」、「O2%:25」は、それぞれ、キャリアガスがArで、酸素濃度が23%、16%、0.8%、0%、20%、5%、10%、25%の雰囲気を示している。なお、各%は体積%である。
セラミックス焼結体の相対密度は、アルキメデス法で密度を測定し、測定した密度を相対密度に換算する方法で算出した。
前記セラミックス焼結体の主面を研磨加工して厚みを薄くし、20mm角×厚み0.5mmのサンプルを作製した。つまり、板状の焼結体の主面を削って破断面を露出させてサンプル面を形成した。
(c)色ムラ(色バラツキ)
色ムラは、色彩照度計による色度バラツキ測定によって評価した。
つまり、蛍光強度については、中央部、角部とも110よりも大きいものが好ましいと考えられる。色ムラについては、ΔX<0.025が好ましいと考えられる。
X線光電分光法(XPS:X-ray Photoelectron Spectroscopy)で分析して、C/Al相対濃度比(原子数の割合:atm%)を求めた。
また、相対濃度比の評価基準は、相対濃度比(Cout/Alout)/(Cin/Alin)<2とし、この範囲であれば好ましいと考えられる。
実施例1のいずれの試料においても、相対密度は99%以上で十分に緻密化されていた。
また、下記表1に示すように、酸素濃度0.8体積%以上25体積%未満の焼成雰囲気で焼成した試料No.1〜3は、蛍光強度、色ムラのいずれも良好な結果となった。
また、酸素濃度を高くした焼成雰囲気で焼成したNo.29は、蛍光強度が低くかった。
一方、相対C/Alが2を上回るNo.4は、蛍光強度が低く、色ムラが大きかった。
実施例1と同様な製造方法で、下記表1に示すように、セラミックス焼結体の試料(No.5〜8の試料)を作製して、同様に評価を行った。なお、各試料のうち、No.5、6が本発明の範囲内の試料であり、No.7、8が本発明の範囲外(比較例)の試料である。
また、焼成は、キャリアガスがArで、酸素濃度が20体積%の雰囲気ガスで置換後、所定の炉内雰囲気で実施した。
また、圧力104Pa以上の焼成雰囲気で焼成したNo.5、6は、蛍光強度、色ムラのいずれも良好な結果となった。
実施例1と同様な製造方法で、下記表1に示すように、セラミックス焼結体の試料(No.9〜13の試料)を作製して、同様に評価を行った。
また、焼成は、キャリアガスがArで、酸素濃度が5体積%の雰囲気ガスで置換後、所定の炉内雰囲気で実施した。
その結果、YAG:Ce量が所定の範囲(即ち3〜70体積%)にあるNo.10〜12は、蛍光強度、色ムラのいずれも良好な結果となった。
また、YAG:Ce量が多いNo.13は、試料の中央部の蛍光強度は高かったが、角部の蛍光強度が小さかった。また、色ムラが大きかった。
実施例1と同様な製造方法で、下記表1に示すように、セラミックス焼結体の試料(No.14〜20の試料)を作製して、同様に評価を行った。
その結果、いずれの試料においても、相対密度は99%以上で十分に緻密化されていた。
<実施例5>
実施例1と同様な製造方法で、下記表1に示すように、セラミックス焼結体の試料(No.21〜26の試料)を作製して、同様に評価を行った。なお、各試料のうち、No.22〜26が本発明の範囲内の試料であり、No.21が本発明の範囲外(比較例)の試料である。
また、焼成は、大気雰囲気で実施した。
また、Ce濃度が所定の範囲(0mol%を上回り5mol%以下)にあるNo.22〜25は、蛍光強度、色ムラのいずれも良好な結果となった。
また、Ce濃度が高いNo.26は、色ムラは基準内であったが、蛍光強度が低くなった。
<実施例6>
実施例1と同様な製造方法で、下記表1に示すように、セラミックス焼結体の試料(No.27、28の試料)を作製して、同様に評価を行った。
また、No.27は、蛍光強度、色ムラのいずれも良好な結果となった。No.28は、色ムラは基準内であったが、蛍光強度が低くなった。

実施例5と同様な方法で作成した焼結体を、10mm角×厚み0.2mmに加工して第1光波長変換部材(即ちNo.30の試料)とした。
この第2光波長変換部材を、外径が20mm角×厚み0.2mmのアルミニウム製の支持部材である金属枠の貫通孔(即ち開口部)に圧入し、No.31の試料(即ち光波長変換部品)とした(図6参照)。なお、開口部の形状及び寸法は、第2光波長変換部材の形状及び寸法と同じである。
詳しくは、各試料の各光波長変換部材の表面に、465nmの波長を有する青色LD光をレンズで0.3mm幅まで集光させて照射し、透過した光をレンズによって集光させ、パワーセンサーによりその蛍光強度を測定した。
一方、金属枠で支持されたNo.31の試料では、レーザー光の出力密度が60W/mm2でも、光波長変換部材の温度上昇に伴う消光が発生しなかった。
[4.他の実施形態]
本発明は前記実施形態になんら限定されるものではなく、本発明を逸脱しない範囲において種々の態様で実施しうることはいうまでもない。
(3)光波長変換部材を支持する光波長変換部品の構成としては、第2実施形態の構成に限らず、各種の構成が挙げられる。
の少なくとも一部を、他の実施形態の構成に対して付加、置換等してもよい。なお、特許請求の範囲に記載の文言から特定される技術思想に含まれるあらゆる態様が本発明の実施形態である。
5、17、47、57…発光素子
9、13、39、45、55、65、73、85…光波長変換部材
15…光波長変換部品
23、31、41、51、61、71、81…支持部材
Claims (8)
- Al2O3とA3B5O12:Ceで表される成分(但しA、Bは元素)とを主成分とする焼結体から構成された光波長変換部材の製造方法であって、
前記焼結体を焼成して製造する場合に、圧力が104Pa以上で、且つ、酸素濃度が0.8体積%以上25体積%未満の焼成雰囲気で焼成することを特徴とする光波長変換部材の製造方法。 - 前記焼結体全体に占める前記A3B5O12:Ceの割合が、3〜70体積%であり、
前記A3B5O12:Ceは、前記焼成時に前記Al2O3中に共晶析出した多結晶粒子から構成されていることを特徴とする請求項1に記載の光波長変換部材の製造方法。 - 前記焼結体が、下記元素群から選択される少なくとも1種の元素から構成されている前記A3B5O12:Ceで表されるガーネット構造を有することを特徴とする請求項1又は2に記載の光波長変換部材の製造方法。
A:Sc、Y、ランタノイド(Ceは除く)
B:Al、Ga - 前記A3B5O12:Ce中のCeの濃度が、前記元素Aに対して5mol%以下(但し0を含まず)であることを特徴とする請求項1〜3のいずれか1項に記載の光波長変換
部材の製造方法。 - Al2O3とA3B5O12:Ceで表される成分(但しA、Bは元素)とを主成分とする焼結体から構成された光波長変換部材であって、
前記焼結体の中央部の破断面におけるCの原子数CinとAlの原子数Alinとの比(Cin/Alin)と、前記焼結体の端部の破断面におけるCの原子数CoutとAlの原子数Aloutとの比(Cout/Alout)と、の相対濃度比(Cout/Alout)/(Cin/Alin)が、2以下であることを特徴とする光波長変換部材。 - 前記請求項5に記載の光波長変換部材と、該光波長変換部材を支持する金属製の支持部材と、を備えるとともに、前記支持部材の熱伝導率は前記光波長変換部材の熱伝導率より高いことを特徴とする光波長変換部品。
- 前記支持部材は枠体であり、該枠体の枠内に前記光波長変換部材を固定したことを特徴とする請求項6に記載の光波長変換部品。
- 前記請求項5に記載の光波長変換部材、或いは、前記請求項6又は7に記載の光波長変換部品を備えたことを特徴とする発光装置。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/343,188 US11063186B2 (en) | 2016-10-28 | 2017-10-24 | Method for producing light wavelength conversion member, light wavelength conversion member, light wavelength conversion component and light emitting device |
| PCT/JP2017/038232 WO2018079501A1 (ja) | 2016-10-28 | 2017-10-24 | 光波長変換部材の製造方法、光波長変換部材、光波長変換部品、及び発光装置 |
| EP17865459.6A EP3534191A4 (en) | 2016-10-28 | 2017-10-24 | PROCESS FOR PRODUCING A LIGHT WAVELENGTH CONVERSION ELEMENT, LIGHT WAVELENGTH CONVERSION ELEMENT, LIGHT WAVELENGTH CONVERSION COMPONENT AND ELECTROLUMINESCENT DEVICE |
| CN201780066927.7A CN109891275B (zh) | 2016-10-28 | 2017-10-24 | 光波长转换构件的制造方法、光波长转换构件、光波长转换部件及发光装置 |
| KR1020197011087A KR102318473B1 (ko) | 2016-10-28 | 2017-10-24 | 광 파장 변환 부재의 제조 방법, 광 파장 변환 부재, 광 파장 변환 부품, 및 발광 장치 |
| TW106137051A TWI648242B (zh) | 2016-10-28 | 2017-10-27 | Manufacturing method of optical wavelength conversion member, optical wavelength conversion member, optical wavelength conversion component, and light-emitting device |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017015653 | 2017-01-31 | ||
| JP2017015653 | 2017-01-31 | ||
| JP2017100204 | 2017-05-19 | ||
| JP2017100204 | 2017-05-19 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018188612A JP2018188612A (ja) | 2018-11-29 |
| JP6486441B2 true JP6486441B2 (ja) | 2019-03-20 |
Family
ID=64479603
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017198556A Active JP6486441B2 (ja) | 2016-10-28 | 2017-10-12 | 光波長変換部材の製造方法、光波長変換部材、光波長変換部品、及び発光装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6486441B2 (ja) |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005095514A (ja) * | 2003-09-26 | 2005-04-14 | Hitachi Medical Corp | 放射線検出器及びそれを用いたx線ct装置 |
| WO2006001316A1 (ja) * | 2004-06-24 | 2006-01-05 | Ube Industries, Ltd. | 白色発光ダイオード装置 |
| WO2009154193A1 (ja) * | 2008-06-16 | 2009-12-23 | 株式会社ニコン | セラミックス組成物、蛍光体セラミックス及びその製造方法、並びに発光素子 |
| US8940187B2 (en) * | 2010-03-31 | 2015-01-27 | Ube Industries, Ltd | Ceramic composite for light conversion, process for production thereof, and light-emitting devices provided with same |
| JP5088977B2 (ja) * | 2010-08-18 | 2012-12-05 | コバレントマテリアル株式会社 | セラミックス複合体 |
| JP6393187B2 (ja) * | 2011-08-16 | 2018-09-19 | 日東電工株式会社 | 蛍光体組成物およびその製造方法 |
| DE102013100832A1 (de) * | 2013-01-28 | 2014-07-31 | Schott Ag | Stark streuender keramischer Konverter sowie ein Verfahren zu dessen Herstellung |
| JP6430123B2 (ja) * | 2014-02-06 | 2018-11-28 | スタンレー電気株式会社 | 波長変換体及びそれを用いた発光装置 |
| JP6233978B2 (ja) * | 2014-03-03 | 2017-11-22 | クアーズテック株式会社 | 波長変換焼成体 |
| JP6834491B2 (ja) * | 2015-01-21 | 2021-02-24 | 三菱ケミカル株式会社 | 焼結蛍光体、発光装置、照明装置、車両前照灯、及び焼結蛍光体の製造方法 |
| KR20180123059A (ko) * | 2016-03-29 | 2018-11-14 | 미쯔비시 케미컬 주식회사 | 형광체, 발광 장치, 조명 장치 및 화상 표시 장치 |
-
2017
- 2017-10-12 JP JP2017198556A patent/JP6486441B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018188612A (ja) | 2018-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5088977B2 (ja) | セラミックス複合体 | |
| JP7120745B2 (ja) | 光波長変換装置及び光複合装置 | |
| JP2011021062A (ja) | 蛍光体、発光モジュール及び車両用灯具 | |
| JP6845372B2 (ja) | 光波長変換装置 | |
| JP2012079989A (ja) | 光源装置および照明装置 | |
| WO2018079421A1 (ja) | 光波長変換部材及び発光装置 | |
| WO2018079501A1 (ja) | 光波長変換部材の製造方法、光波長変換部材、光波長変換部品、及び発光装置 | |
| KR102318473B1 (ko) | 광 파장 변환 부재의 제조 방법, 광 파장 변환 부재, 광 파장 변환 부품, 및 발광 장치 | |
| JP6486441B2 (ja) | 光波長変換部材の製造方法、光波長変換部材、光波長変換部品、及び発光装置 | |
| TWI681147B (zh) | 光波長轉換構件及發光裝置 | |
| JP2019159175A (ja) | 光波長変換部材及び光波長変換装置 | |
| JP6499237B2 (ja) | 光波長変換部材及び発光装置 | |
| JP6741885B2 (ja) | 光波長変換部材及び発光装置 | |
| JP7244297B2 (ja) | 光波長変換部品 | |
| JP6725774B2 (ja) | 光波長変換部材及び発光装置 | |
| JP2018026550A (ja) | 発光装置、照明装置、画像表示装置及び車両表示灯 | |
| US20230213171A1 (en) | Fluorescent plate, wavelength conversion member, and light source device | |
| JP2018070431A (ja) | 光波長変換部材及び発光装置 | |
| CN114556599A (zh) | 波长转换部件、发光元件和发光装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20180928 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20181029 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181113 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181226 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190219 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6486441 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |