JP6475512B2 - モールド成型装置及びモールド成型方法 - Google Patents
モールド成型装置及びモールド成型方法 Download PDFInfo
- Publication number
- JP6475512B2 JP6475512B2 JP2015034659A JP2015034659A JP6475512B2 JP 6475512 B2 JP6475512 B2 JP 6475512B2 JP 2015034659 A JP2015034659 A JP 2015034659A JP 2015034659 A JP2015034659 A JP 2015034659A JP 6475512 B2 JP6475512 B2 JP 6475512B2
- Authority
- JP
- Japan
- Prior art keywords
- sensor
- mold
- sensor chip
- protrusions
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000465 moulding Methods 0.000 title claims description 30
- 238000000034 method Methods 0.000 title claims description 17
- 229920005989 resin Polymers 0.000 claims description 21
- 239000011347 resin Substances 0.000 claims description 21
- 238000003825 pressing Methods 0.000 claims description 11
- 239000000758 substrate Substances 0.000 claims description 9
- 229920005992 thermoplastic resin Polymers 0.000 claims description 7
- 239000012530 fluid Substances 0.000 claims description 5
- 239000010408 film Substances 0.000 description 30
- 239000000463 material Substances 0.000 description 14
- 230000007246 mechanism Effects 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 5
- 230000008859 change Effects 0.000 description 4
- 229920001721 polyimide Polymers 0.000 description 4
- 239000000919 ceramic Substances 0.000 description 2
- 239000000446 fuel Substances 0.000 description 2
- 230000036541 health Effects 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 241000448276 Bembras Species 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- 230000005856 abnormality Effects 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000009529 body temperature measurement Methods 0.000 description 1
- 235000019577 caloric intake Nutrition 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000011344 liquid material Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 230000008520 organization Effects 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 238000002161 passivation Methods 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 238000001721 transfer moulding Methods 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
Images






Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Encapsulation Of And Coatings For Semiconductor Or Solid State Devices (AREA)
Description
この湿度センサについては、湿度の感知方式の違いから抵抗式と静電容量式の2つがあるが、どちらも一般にIDT電極等に被覆させた感湿膜が雰囲気湿度によりに水分が吸着すると、電気的な容量が変化する特性(抵抗式では抵抗値の変化、静電容量式では容量値の変化)を利用したものである。この感湿膜には、有機膜、酸化膜などの様々な種類の材料が用いられており、有機膜としては、例えばポリイミドが用いられる。感湿膜は上記目的から、外気の雰囲気に曝す必要があり、従来は、キャビティ状のセラミックパッケージ等の中にセンサ素子を搭載し、外気導入孔を開けたセラミックリッド等の蓋を被せた中空パッケージを適用していた。
請求項3の発明に係るモールド成型方法は、上記センサチップと上記突起部との間に、30〜85μmのフッ素樹脂系の熱可塑性樹脂フィルムを挟み込みモールド成型することを特徴とする。
圧力室Aに加える圧カ−保圧=8−7=1MPa
即ち、可動ピン11はフィルム23を介してセンサチップ3を圧力1MPaで押し当てており、しかも全てのセンサチップ3に対して一定(均一)の圧力を与えることができ、片当たりによるセンサチップ3へのダメージ、樹脂フラッシュ等が防止される。
更に、このフローティング部27の押付け動作は、上記可動ピン11の動作と同様、保圧を加えるタイミングに連動させることで、センサチップ3に加わる応力を低減させることができる。
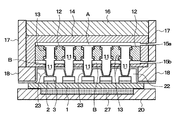
3…センサチップ、 3s…センサ部、
4…開口、 5…樹脂、
6…センサパッケージ、 11…可動ピン(突起部)、
11−2,11−3…可動ピン群、 11h…凹部、
12…可動ピンガイド、 14…油圧コア、
15a,15b…ポート、 18…キャビティブロック、
20…下金型、 22…キャビティ空間、
23…熱可塑性樹脂フィルム、25a,25b…プレート、
27…フローティング部、 A,B…圧力室。
Claims (3)
- 基板上に実装された複数のセンサチップに対応して複数の突起部を押し当て配置することにより、このセンサチップ上の一部を開口にしてモールド成型するモールド成型装置において、
上記センサチップに押し当てる上記複数の突起部を個別又は数個毎に移動可能に支持すると共に、
上記複数の突起部に流体圧を与える圧力室を設け、上記複数のセンサチップに押し当てられる上記突起部の押圧が一定となるようにしたことを特徴とするモールド成型装置。 - 基板上に実装された複数のセンサチップに対応して金型の複数の突起部を押し当て配置し、その後、金型のキャビティ空間に樹脂を流し込むことにより上記センサチップ上の一部を開口にしてモールド成型するモールド成型方法において、
上記センサチップに押し当てる上記複数の突起部を個別又は数個毎に移動可能とし、
上記複数の突起部に流体圧を与える圧力室を設け、上記複数のセンサチップに押し当てられる上記突起部の押圧が一定となるようにしたことを特徴とするモールド成型方法。 - 上記センサチップと上記突起部との間に、30〜85μmのフッ素樹脂系の熱可塑性樹脂フィルムを挟み込みモールド成型することを特徴とする請求項2記載のモールド成型方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015034659A JP6475512B2 (ja) | 2015-02-25 | 2015-02-25 | モールド成型装置及びモールド成型方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015034659A JP6475512B2 (ja) | 2015-02-25 | 2015-02-25 | モールド成型装置及びモールド成型方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016155301A JP2016155301A (ja) | 2016-09-01 |
| JP6475512B2 true JP6475512B2 (ja) | 2019-02-27 |
Family
ID=56824913
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015034659A Active JP6475512B2 (ja) | 2015-02-25 | 2015-02-25 | モールド成型装置及びモールド成型方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6475512B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6304517B1 (ja) * | 2017-02-14 | 2018-04-04 | 第一精工株式会社 | 樹脂封止方法及び樹脂封止装置 |
| JP6891048B2 (ja) * | 2017-06-02 | 2021-06-18 | アピックヤマダ株式会社 | 樹脂モールド金型及び樹脂モールド装置 |
| JP7289279B2 (ja) * | 2020-04-10 | 2023-06-09 | 三菱電機株式会社 | モールド装置、及び半導体装置の製造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003154551A (ja) * | 2001-11-26 | 2003-05-27 | Sony Corp | 半導体デバイス用モールド装置及び半導体デバイスの製造方法 |
| JP4017480B2 (ja) * | 2002-09-24 | 2007-12-05 | Towa株式会社 | 樹脂封止金型 |
| JP4453608B2 (ja) * | 2004-08-19 | 2010-04-21 | トヨタ自動車株式会社 | 樹脂封止装置および樹脂封止方法 |
| JP2010129897A (ja) * | 2008-11-28 | 2010-06-10 | Kyocera Chemical Corp | 半導体封止装置の製造方法および半導体封止装置 |
| JP5560479B2 (ja) * | 2009-07-01 | 2014-07-30 | アピックヤマダ株式会社 | 樹脂モールド金型及び樹脂モールド装置、並びに樹脂モールド方法 |
-
2015
- 2015-02-25 JP JP2015034659A patent/JP6475512B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016155301A (ja) | 2016-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6475512B2 (ja) | モールド成型装置及びモールド成型方法 | |
| US20060255435A1 (en) | Method for encapsulating a semiconductor device and semiconductor device | |
| CN107742630A (zh) | 影像感测器封装结构 | |
| TWI715758B (zh) | 半導體器件封裝件及製造其之方法 | |
| US20070216046A1 (en) | Manufacturing miniature structured elements with tool incorporating spacer elements | |
| US9664576B2 (en) | Load detector and electronic unit using the same | |
| US20070216048A1 (en) | Manufacturing optical elements | |
| KR102184809B1 (ko) | 수지 성형 장치 및 수지 성형품의 제조 방법 | |
| JP6057824B2 (ja) | 電子部品の圧縮樹脂封止方法及び圧縮樹脂封止装置 | |
| CN104511995A (zh) | 凹坑配液过程形成光学透镜的装置和方法 | |
| JP6304517B1 (ja) | 樹脂封止方法及び樹脂封止装置 | |
| WO2014034021A1 (ja) | センサパッケージおよびその製造方法 | |
| JP5608523B2 (ja) | 樹脂封止装置 | |
| KR101052324B1 (ko) | 봉지재 성형 방법 | |
| JP2010045285A (ja) | 樹脂封止装置及び樹脂封止方法 | |
| CN113195401B (zh) | 用于制造具有阻尼器结构的微机械设备的方法 | |
| JP4897768B2 (ja) | 電子部品の中空封止方法、中空封止用樹脂、及び中空封止用樹脂の製造方法 | |
| JP2011100825A5 (ja) | 中空樹脂パッケージの形成方法および形成装置 | |
| JP5820342B2 (ja) | 流量センサおよびその製造方法 | |
| TW202029365A (zh) | 光學封裝結構及其製造方法 | |
| CN110394794A (zh) | 一种软体驱动装置 | |
| KR101441981B1 (ko) | 평탄도 보정이 가능한 전자부품의 수지성형장치 및 방법 | |
| KR20210124429A (ko) | 수지 성형 장치 및 수지 성형품의 제조 방법 | |
| TWM511428U (zh) | 用於熱固性樹脂封裝料片之成型機台 | |
| JP6419845B2 (ja) | 半導体装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171206 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181017 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181113 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190108 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190122 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190201 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6475512 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |