JP6406830B2 - 切断装置、包装袋の製造装置、および包装袋の製造方法 - Google Patents
切断装置、包装袋の製造装置、および包装袋の製造方法 Download PDFInfo
- Publication number
- JP6406830B2 JP6406830B2 JP2014027658A JP2014027658A JP6406830B2 JP 6406830 B2 JP6406830 B2 JP 6406830B2 JP 2014027658 A JP2014027658 A JP 2014027658A JP 2014027658 A JP2014027658 A JP 2014027658A JP 6406830 B2 JP6406830 B2 JP 6406830B2
- Authority
- JP
- Japan
- Prior art keywords
- packaging bag
- cutting device
- cutting
- continuous package
- blade
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Auxiliary Devices For And Details Of Packaging Control (AREA)
Description
特許文献2に記載された発明の場合、ガイド部が常時嵌め合い状態で組み合わさっていることから、構成部品の形状が複雑になる。
前記雄刃部および前記雌刃部が前記包装袋を切断する形状は、前記一端部または前記他端部の少なくとも一方に曲線を含むことが好ましい。
Claims (6)
- 長手方向に複数の包装袋が連続して形成された連続包装体を、包装袋ごとに切断する切断装置であって、
前記包装袋は、長手方向の両側にそれぞれ一端部と他端部とを有し、前記連続包装体において隣接する包装袋の前記一端部と前記他端部との間には、切断時に除去される除去部が設けられ、
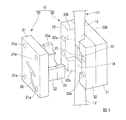
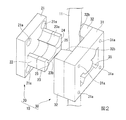
前記切断装置は、前記一端部と前記他端部を切断する雄刃部を有する雄刃ユニットと、前記雄刃部と嵌合する雌刃部を有する雌刃ユニットとを備え、
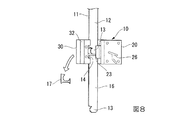
前記雄刃ユニットは、前記雄刃部において前記一端部を切断する刃型と前記他端部を切断する刃型との間から前記連続包装体に向けて気体を噴出する吹き出し口を有し、
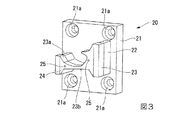
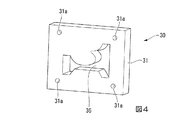
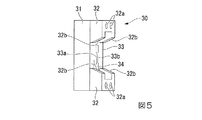
前記雌刃ユニットは、前記連続包装体の幅方向両側を前記雌刃部に向けて案内するガイド部と、前記雌刃部の裏側から前記除去部を排出する排出穴とを有し、
前記連続包装体の前記除去部が前記切断装置により切断される前に、前記吹き出し口から前記連続包装体に向けて気体を噴出することにより、前記連続包装体を押圧して、前記連続包装体の幅方向両側を前記ガイド部により前記雌刃部に向けて案内することを特徴とする切断装置。 - 前記ガイド部は、前記連続包装体の幅方向両側にそれぞれガイド斜面を有し、前記ガイド斜面の間隔は、前記雌刃部に対する前記雄刃部の挿入方向において、前記雌刃部に近づくほど間隔が狭くなることを特徴とする請求項1に記載の切断装置。
- 前記連続包装体の前記除去部が前記切断装置により切断された後に、前記吹き出し口から前記連続包装体に向けて気体を噴出することにより、前記除去部の切り屑を前記排出穴から排出することを特徴とする請求項1または2に記載の切断装置。
- 前記雄刃部および前記雌刃部が前記包装袋を切断する形状は、前記一端部または前記他端部の少なくとも一方に曲線を含むことを特徴とする請求項1〜3のいずれか1項に記載の切断装置。
- 長手方向に複数の包装袋が連続して形成された連続包装体を、包装袋ごとに切断して包装袋を製造する包装袋の製造装置であって、
前記連続包装体を包装袋ごとに切断するため、請求項1〜4のいずれか1項に記載の切断装置を備えることを特徴とする包装袋の製造装置。 - 長手方向に複数の包装袋が連続して形成された連続包装体を、包装袋ごとに切断して包装袋を製造する包装袋の製造方法であって、
前記連続包装体を包装袋ごとに切断するため、請求項1〜4のいずれか1項に記載の切断装置を用いることを特徴とする包装袋の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014027658A JP6406830B2 (ja) | 2014-02-17 | 2014-02-17 | 切断装置、包装袋の製造装置、および包装袋の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014027658A JP6406830B2 (ja) | 2014-02-17 | 2014-02-17 | 切断装置、包装袋の製造装置、および包装袋の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015151172A JP2015151172A (ja) | 2015-08-24 |
| JP6406830B2 true JP6406830B2 (ja) | 2018-10-17 |
Family
ID=53893845
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014027658A Active JP6406830B2 (ja) | 2014-02-17 | 2014-02-17 | 切断装置、包装袋の製造装置、および包装袋の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6406830B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116409511B (zh) * | 2023-05-24 | 2025-05-20 | 美赞臣营养品(香港)有限公司 | 一种袋装产品裁切整理流水线 |
| CN117381873A (zh) * | 2023-10-18 | 2024-01-12 | 楚天科技股份有限公司 | 一种能够切出易撕缝的固体条包袋分切装置 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0755466B2 (ja) * | 1986-12-01 | 1995-06-14 | 株式会社興人 | シ−トの切断機構 |
| JPH04365597A (ja) * | 1991-06-13 | 1992-12-17 | Uchiyama Kikai Seisakusho:Kk | シート状材料の打抜装置 |
| JP4564378B2 (ja) * | 2004-12-27 | 2010-10-20 | 三光機械株式会社 | 縦型多列自動包装機のrカッター装置 |
| JP4919880B2 (ja) * | 2007-06-11 | 2012-04-18 | 兼房株式会社 | 帯状体切断工具 |
-
2014
- 2014-02-17 JP JP2014027658A patent/JP6406830B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015151172A (ja) | 2015-08-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5647384B2 (ja) | 包装袋のカット装置、その方法および製造装置 | |
| US10717577B2 (en) | Plastic bag making apparatus | |
| KR101923407B1 (ko) | 제대기 | |
| JP5319987B2 (ja) | ジッパーテープ及びジッパーテープ付包装袋 | |
| US20200247066A1 (en) | Ultrasonic sealing anvil and ultrasonic sealing apparatus | |
| JPWO2017057244A1 (ja) | アンビル及び超音波シール装置 | |
| JP6892817B2 (ja) | スパウト付きガゼット袋 | |
| CN107000919B (zh) | 外装容器与液体收纳容器的组合体、其制作方法和液体收纳容器 | |
| JP2019038584A (ja) | 包装容器の成形及び充填装置 | |
| JP6406830B2 (ja) | 切断装置、包装袋の製造装置、および包装袋の製造方法 | |
| JP7498639B2 (ja) | フィルム片の打ち抜き接合装置、フィルムの製造装置、袋状容器の製造装置、フィルム片の打ち抜き接合方法、フィルムの製造方法および袋状容器の製造方法 | |
| WO2018028450A1 (zh) | 液体运输系统和内衬袋及使用方法 | |
| JP2002224994A (ja) | プラスチック袋の加工装置 | |
| JP2013039932A (ja) | 注出口付き包装袋 | |
| JP4642600B2 (ja) | 注出口付き包装袋 | |
| KR102301095B1 (ko) | 수액용기 제조장치 | |
| JP2009090987A (ja) | 自立性包装袋 | |
| JP4614294B2 (ja) | 袋 | |
| JP2020006495A (ja) | フィルムのカット方法およびカット装置 | |
| JP2015016018A (ja) | 嵌合具及び嵌合具付き袋体 | |
| EP1609731B1 (en) | Method of manufacturing self-supportable bag | |
| JP6881305B2 (ja) | 超音波シール装置 | |
| KR101712881B1 (ko) | 자립형 포장 용기 | |
| JP2008162611A (ja) | 複合容器及びその製造方法 | |
| JP2019050096A (ja) | バイポーラ電極の製造方法及びバイポーラ電極の製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180220 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180409 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180821 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180918 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6406830 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |