JP6400833B2 - 積層鉄心の製造方法および積層鉄心の製造装置 - Google Patents
積層鉄心の製造方法および積層鉄心の製造装置 Download PDFInfo
- Publication number
- JP6400833B2 JP6400833B2 JP2017505742A JP2017505742A JP6400833B2 JP 6400833 B2 JP6400833 B2 JP 6400833B2 JP 2017505742 A JP2017505742 A JP 2017505742A JP 2017505742 A JP2017505742 A JP 2017505742A JP 6400833 B2 JP6400833 B2 JP 6400833B2
- Authority
- JP
- Japan
- Prior art keywords
- iron core
- thin plate
- punching
- connecting portion
- core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/022—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies with salient poles or claw-shaped poles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
- B21D28/06—Making more than one part out of the same blank; Scrapless working
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
- B21D28/10—Incompletely punching in such a manner that the parts are still coherent with the work
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/14—Stator cores with salient poles
- H02K1/146—Stator cores with salient poles consisting of a generally annular yoke with salient poles
- H02K1/148—Sectional cores
Description
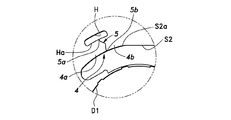
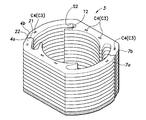
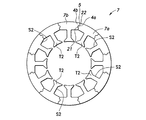
図1、図2、及び図3はそれぞれ本発明の第1実施形態に係る順送り金型装置1およびそのストリップレイアウトの一部を示す説明図であり、図4は打抜き後のロータコア片6を示す平面図であり、図5は打抜き後のステータコア片7(非連結状態)を示す平面図であり、図6はステータコア片7における連結部位を示す拡大図であり、図7は順送り金型装置1が備えるカム機構31の概略図であり、図8は工程(8)における半抜き加工の説明図であり、図9は工程(8)における全抜き加工の説明図であり、図10はステータコア3の斜視図である。なお、図1〜図3では、一連のストリップレイアウトを示しており、また、順送り金型装置1の主要な構成要素として、パンチP1〜P6のみを示している。
図12は本発明の第2実施形態に係る順送り金型装置1およびそのストリップレイアウトの一部を示す説明図であり、図13はステータコア3におけるステータコア片7の連結部を示す平面図であり、図14は図13に示したステータコア片7における連結部位の変形例を示す平面図である。図13は、上述の第1実施形態における図2に対応する図である。なお、図13及び図14において第1実施形態と同様の構成要素については、同一の符号が付されている。また、第2実施形態に関し、以下で特に言及しない事項については、上述の第1実施形態の場合と同様として詳細な説明を省略する。
図15及び図16は本発明の第3実施形態に係るステータコア片を示す平面図である。なお、図15及び図16において第1または第2実施形態と同様の構成要素については、同一の符号が付されている。また、第3実施形態に関し、以下で特に言及しない事項については、上述の第1または第2実施形態の場合と同様として詳細な説明を省略する。
3 ステータコア(積層鉄心)
4 連結部位
4a 第1連結端部
4b 第2連結端部
5 分割線
7 ステータコア片(鉄心薄板)
31 カム機構
40 半抜き片
41 押圧板
45 全抜き片
51 スリット
P1−P12 パンチ
Claims (9)
- 周方向に相互に連結された複数の分割鉄心片を有する鉄心薄板を帯状薄鋼板から打抜き、それら鉄心薄板を複数積層して分割型の積層鉄心を製造する方法であって、
前記鉄心薄板は、第1の鉄心薄板および第2の鉄心薄板を含み、
前記帯状薄鋼板において、前記第1の鉄心薄板を構成する分割鉄心片間の連結部位をそれぞれ打抜き加工する第1連結部打抜き工程と、
前記帯状薄鋼板において、前記第2の鉄心薄板を構成する分割鉄心片間の連結部位をそれぞれ打抜き加工する第2連結部打抜き工程と、
前記第1の鉄心薄板および前記第2の鉄心薄板をそれぞれ少なくとも1以上積層して互いに結合させる積層工程と
を有し、
前記第1の鉄心薄板における前記分割鉄心片間の連結部位は、前記第2の鉄心薄板における前記分割鉄心片間の連結部位よりも分離容易に設けられていることを特徴とする分割型の積層鉄心の製造方法。 - 前記第1連結部打抜き工程では、前記第1の鉄心薄板における前記連結部位を第1分割線に沿って分割する全抜き加工が施され、
前記第2連結部打抜き工程では、前記第2の鉄心薄板における前記連結部位を第2分割線に沿って分割する半抜き加工が施されることを特徴とする請求項1に記載の分割型の積層鉄心の製造方法。 - 前記第1連結部打抜き工程では、前記第1の鉄心薄板における前記連結部位を第1分割線に沿って分割する打抜き加工が施され、
前記第2連結部打抜き工程では、前記第2の鉄心薄板における前記連結部位にスリットを形成する打抜き加工が施されることを特徴とする請求項1に記載の分割型の積層鉄心の製造方法。 - 前記第1分割線が直線状をなすことを特徴とする請求項2または請求項3に記載の分割型の積層鉄心の製造方法。
- 前記第1連結部打抜き工程による前記第1の鉄心薄板における前記連結部位の打抜き形状と、前記第2連結部打抜き工程による前記第2の鉄心薄板における前記連結部位の打抜き形状とが互いに異なることを特徴とする請求項1から請求項4のいずれかに記載の分割型の積層鉄心の製造方法。
- 前記第2の鉄心薄板は、前記積層鉄心における最上層または最下層に配置されることを特徴とする請求項1から請求項5のいずれかに記載の分割型の積層鉄心の製造方法。
- 前記第2の鉄心薄板は、前記積層鉄心における最上層または最下層に配置されることを特徴とする請求項1から請求項5のいずれかに記載の分割型の積層鉄心の製造方法。
- 前記第1連結部打抜き工程および前記第2連結部打抜き工程は、当該第1及び第2連結部打抜き工程における打抜き加工を選択的に行う同一のパンチによって実施されることを特徴とする請求項1または請求項2に記載の分割型の積層鉄心の製造方法。
- 周方向に相互に連結された複数の分割鉄心片を有する鉄心薄板を帯状薄鋼板から打抜き、それら鉄心薄板を複数積層して分割型の積層鉄心を製造する装置であって、
前記鉄心薄板は、第1の鉄心薄板および第2の鉄心薄板を含み、
前記帯状薄鋼板において、前記第1の鉄心薄板を構成する分割鉄心片間の連結部位をそれぞれ打抜き加工する第1連結部打抜き部と、
前記帯状薄鋼板において、前記第2の鉄心薄板を構成する分割鉄心片間の連結部位をそれぞれ打抜き加工する第2連結部打抜き部と、
前記第1の鉄心薄板および前記第2の鉄心薄板をそれぞれ少なくとも1以上積層して互いに結合させる積層部と
を備え、
前記第1の鉄心薄板における前記分割鉄心片間の連結部位は、前記第2の鉄心薄板における前記分割鉄心片間の連結部位よりも分離容易に設けられていることを特徴とする分割型の積層鉄心の製造方装置。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2015/001448 WO2016147214A1 (ja) | 2015-03-16 | 2015-03-16 | 積層鉄心の製造方法および積層鉄心の製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2016147214A1 JPWO2016147214A1 (ja) | 2017-12-28 |
| JP6400833B2 true JP6400833B2 (ja) | 2018-10-03 |
Family
ID=56918455
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017505742A Active JP6400833B2 (ja) | 2015-03-16 | 2015-03-16 | 積層鉄心の製造方法および積層鉄心の製造装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10587172B2 (ja) |
| EP (1) | EP3273580B1 (ja) |
| JP (1) | JP6400833B2 (ja) |
| CN (1) | CN107408872B (ja) |
| WO (1) | WO2016147214A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109417314A (zh) * | 2016-07-08 | 2019-03-01 | 日创电机株式会社 | 电动机的定子、电动机的定子的制造方法及电动机 |
| JP7137918B2 (ja) | 2017-10-16 | 2022-09-15 | 株式会社三井ハイテック | 積層鉄心の製造方法 |
| PL3765233T3 (pl) * | 2018-04-13 | 2024-02-19 | Ipg Photonics Corporation | Laserowo wspomagana obróbka materiałów arkuszowych |
| EP3736062A1 (de) | 2019-05-08 | 2020-11-11 | voestalpine Stahl GmbH | Verfahren zum stanzpaketieren von blechteilen zu blechpaketen |
| DE102020125897A1 (de) * | 2020-10-02 | 2022-04-07 | Vacuumschmelze Gmbh & Co. Kg | Blechpaket, elektrische Maschine und Verfahren zum Herstellen eines Blechpakets |
| CN112366905B (zh) * | 2021-01-11 | 2021-03-19 | 宁波震裕科技股份有限公司 | 一种齿轭局部分离的电机定子制造工艺 |
| WO2023182256A1 (ja) * | 2022-03-24 | 2023-09-28 | ニデック株式会社 | 固定子コアの製造方法、固定子コア、及び、モータ |
| WO2023182257A1 (ja) * | 2022-03-24 | 2023-09-28 | ニデック株式会社 | 固定子コアの製造方法、固定子コア及びモータ |
| CN114453482B (zh) * | 2022-04-12 | 2022-07-01 | 宁波震裕科技股份有限公司 | 一种铁芯的制造工艺 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0998545A (ja) | 1995-09-29 | 1997-04-08 | Mitsubishi Electric Corp | 電動送風機とその製造方法 |
| JP5189915B2 (ja) | 2008-07-14 | 2013-04-24 | 株式会社大一商会 | 遊技機 |
| JP5311276B2 (ja) * | 2008-07-17 | 2013-10-09 | 日立工機株式会社 | 電動工具 |
| JP2010178487A (ja) * | 2009-01-29 | 2010-08-12 | Kuroda Precision Ind Ltd | 積層鉄心の製造方法および順送り金型装置 |
| JP5773926B2 (ja) * | 2012-03-27 | 2015-09-02 | 三菱電機株式会社 | 積層固定子鉄心、積層固定子、積層固定子の製造方法 |
| JP5814304B2 (ja) * | 2013-06-21 | 2015-11-17 | 黒田精工株式会社 | 積層鉄心製造装置および積層鉄心の製造方法 |
-
2015
- 2015-03-16 US US15/556,894 patent/US10587172B2/en active Active
- 2015-03-16 JP JP2017505742A patent/JP6400833B2/ja active Active
- 2015-03-16 CN CN201580077641.XA patent/CN107408872B/zh active Active
- 2015-03-16 WO PCT/JP2015/001448 patent/WO2016147214A1/ja active Application Filing
- 2015-03-16 EP EP15885314.3A patent/EP3273580B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN107408872A (zh) | 2017-11-28 |
| EP3273580A4 (en) | 2018-11-14 |
| EP3273580B1 (en) | 2021-12-08 |
| EP3273580A1 (en) | 2018-01-24 |
| CN107408872B (zh) | 2019-07-26 |
| JPWO2016147214A1 (ja) | 2017-12-28 |
| US20180026501A1 (en) | 2018-01-25 |
| US10587172B2 (en) | 2020-03-10 |
| WO2016147214A1 (ja) | 2016-09-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6400833B2 (ja) | 積層鉄心の製造方法および積層鉄心の製造装置 | |
| JP6401466B2 (ja) | 積層鉄心及びその製造方法 | |
| JP5583391B2 (ja) | 固定子積層鉄心 | |
| JP5719979B1 (ja) | 積層鉄心製造装置および積層鉄心の製造方法 | |
| JP5379522B2 (ja) | 分割鉄心片の製造方法 | |
| EP2445086B1 (en) | Stator core and method for manufacturing same | |
| JP2008113529A (ja) | 積層鉄心およびその製造方法 | |
| WO2012114577A1 (ja) | 固定子鉄心の製造方法、および、固定子鉄心 | |
| WO2019066032A1 (ja) | 回転電機用コアの製造方法 | |
| JP2010178487A (ja) | 積層鉄心の製造方法および順送り金型装置 | |
| JP5688919B2 (ja) | 積層鉄心の製造方法 | |
| JP2015080412A5 (ja) | ||
| JP2017208986A (ja) | 回転電機用積層鉄芯の製造方法 | |
| JP5248972B2 (ja) | 積層鉄心の製造方法及び金型装置 | |
| JP2011254699A (ja) | 積層鉄心の製造方法及び製造装置 | |
| JP5697640B2 (ja) | 積層鉄心の製造方法および積層鉄心製造装置 | |
| JP6045638B2 (ja) | 積層鉄心の製造方法 | |
| JP2008113498A (ja) | 積層鉄心およびその製造方法 | |
| JP2008278753A (ja) | 積層鉄心の製造方法及び金型装置 | |
| JP4578460B2 (ja) | 固定子積層鉄心の製造方法 | |
| JP4991885B2 (ja) | 積層鉄心の製造方法 | |
| JP6316783B2 (ja) | 積層鉄心の製造方法及び製造装置 | |
| JP5039473B2 (ja) | 分割積層鉄心の製造方法及び製造装置 | |
| JP6586286B2 (ja) | 積層鉄心の製造方法 | |
| JP2016077046A (ja) | 積層鉄心の製造方法及び積層体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171129 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180821 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180905 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6400833 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |