JP6285403B2 - 製造機械の故障を予測するセル制御装置および生産システム - Google Patents
製造機械の故障を予測するセル制御装置および生産システム Download PDFInfo
- Publication number
- JP6285403B2 JP6285403B2 JP2015233408A JP2015233408A JP6285403B2 JP 6285403 B2 JP6285403 B2 JP 6285403B2 JP 2015233408 A JP2015233408 A JP 2015233408A JP 2015233408 A JP2015233408 A JP 2015233408A JP 6285403 B2 JP6285403 B2 JP 6285403B2
- Authority
- JP
- Japan
- Prior art keywords
- failure
- manufacturing machine
- control device
- manufacturing
- time
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 196
- 238000003466 welding Methods 0.000 description 44
- 238000013439 planning Methods 0.000 description 20
- 238000003860 storage Methods 0.000 description 15
- 238000007726 management method Methods 0.000 description 8
- 230000009467 reduction Effects 0.000 description 7
- 238000000034 method Methods 0.000 description 6
- 238000010586 diagram Methods 0.000 description 5
- 230000006870 function Effects 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 230000008859 change Effects 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 239000012636 effector Substances 0.000 description 2
- 230000005611 electricity Effects 0.000 description 2
- 230000007774 longterm Effects 0.000 description 2
- 230000032258 transport Effects 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 230000001174 ascending effect Effects 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000002250 progressing effect Effects 0.000 description 1
- 238000012384 transportation and delivery Methods 0.000 description 1
Images



Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM]
- G05B19/41865—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM] characterised by job scheduling, process planning, material flow
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Programme-controlled manipulators
- B25J9/16—Programme controls
- B25J9/1674—Programme controls characterised by safety, monitoring, diagnostic
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/406—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by monitoring or safety
- G05B19/4063—Monitoring general control system
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M99/00—Subject matter not provided for in other groups of this subclass
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/406—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by monitoring or safety
- G05B19/4065—Monitoring tool breakage, life or condition
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM]
- G05B19/41815—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM] characterised by the cooperation between machine tools, manipulators and conveyor or other workpiece supply system, workcell
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM]
- G05B19/4184—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM] characterised by fault tolerance, reliability of production system
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/31—From computer integrated manufacturing till monitoring
- G05B2219/31356—Automatic fault detection and isolation
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/32—Operator till task planning
- G05B2219/32229—Repair fault product by replacing fault parts
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/32—Operator till task planning
- G05B2219/32252—Scheduling production, machining, job shop
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/32—Operator till task planning
- G05B2219/32371—Predict failure time by analysing history fault logs of same machines in databases
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/30—Computing systems specially adapted for manufacturing
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Manufacturing & Machinery (AREA)
- Quality & Reliability (AREA)
- General Engineering & Computer Science (AREA)
- Human Computer Interaction (AREA)
- Mechanical Engineering (AREA)
- Robotics (AREA)
- General Factory Administration (AREA)
- Testing And Monitoring For Control Systems (AREA)
- Manipulator (AREA)
Description
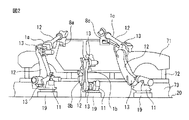
2a,2b,2c ロボット制御装置
3a,3b,3c 製造機械
4 製造セル
5 セル制御装置
6 生産計画装置
8a,8b,8c 溶接ガン
9a,9b,9c 動作プログラム
15 回転位置検出器
21 動作制御部
24 記憶部
51 稼働情報取得部
52 故障予測部
53 交換時期取得部
54 作業調整部
55 動作プログラム生成部
56 記憶部
Claims (3)
- 複数の製造機械を含む製造セルを制御するセル制御装置であって、
製造機械の稼働情報を取得する稼働情報取得部と、
製造機械の稼働情報に基づいて製造機械の部品の故障時期を予測し、製造機械の部品の管理を行う部品管理装置に故障が予測される部品の情報を送信する故障予測部と、
前記部品の交換が可能な時期である交換時期を部品管理装置から取得する交換時期取得部と、
前記故障時期が前記交換時期よりも早いか否かを判別し、前記故障時期が前記交換時期よりも早い場合に、前記故障時期が前記交換時期よりも遅くなるように、前記部品の故障が予測された製造機械の作業の一部を減らして稼働を継続する制御と、減らした前記作業を他の製造機械に実施させる制御とを実施する作業調整部と、を備えることを特徴とする、セル制御装置。 - 作業調整部は、前記部品の故障が予測された製造機械の動作プログラムと、前記他の製造機械の動作プログラムを作成し、それぞれの製造機械の機械制御装置に送出する、請求項1に記載のセル制御装置。
- 請求項1に記載のセル制御装置と、
複数の製造機械を含む製造セルと、
製造機械の部品の管理を行う部品管理装置とを備え、
セル制御装置は、部品管理装置にネットワークを介して故障が予測される部品の情報を送信し、部品管理装置から交換時期を取得することを特徴とする、生産システム。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015233408A JP6285403B2 (ja) | 2015-11-30 | 2015-11-30 | 製造機械の故障を予測するセル制御装置および生産システム |
| DE102016013993.5A DE102016013993B4 (de) | 2015-11-30 | 2016-11-23 | Zellsteuervorrichtung, die einen ausfall von herstellungsmaschinen prognostiziert, und herstellungssystem |
| CN201611076608.8A CN106814715B (zh) | 2015-11-30 | 2016-11-29 | 预测制造机械故障的单元控制装置以及生产系统 |
| US15/363,214 US10274931B2 (en) | 2015-11-30 | 2016-11-29 | Cell control apparatus which predicts failure of manufacturing machines and production system |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015233408A JP6285403B2 (ja) | 2015-11-30 | 2015-11-30 | 製造機械の故障を予測するセル制御装置および生産システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017102554A JP2017102554A (ja) | 2017-06-08 |
| JP6285403B2 true JP6285403B2 (ja) | 2018-02-28 |
Family
ID=58693246
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015233408A Active JP6285403B2 (ja) | 2015-11-30 | 2015-11-30 | 製造機械の故障を予測するセル制御装置および生産システム |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10274931B2 (ja) |
| JP (1) | JP6285403B2 (ja) |
| CN (1) | CN106814715B (ja) |
| DE (1) | DE102016013993B4 (ja) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6581718B2 (ja) * | 2016-03-14 | 2019-09-25 | 株式会社Kokusai Electric | 基板処理装置、コントローラ及び部品管理プログラム |
| JP6718415B2 (ja) * | 2017-06-26 | 2020-07-08 | 株式会社日立ビルシステム | 部品交換予測装置、部品交換予測システム、部品交換予測方法 |
| JP7043801B2 (ja) * | 2017-11-15 | 2022-03-30 | トヨタ自動車株式会社 | 異常予兆報知システム、異常予兆報知方法及びプログラム |
| JP7125225B2 (ja) * | 2017-11-24 | 2022-08-24 | トヨタ自動車株式会社 | 異常予兆報知システム、方法、及び、プログラム |
| US11065707B2 (en) | 2017-11-29 | 2021-07-20 | Lincoln Global, Inc. | Systems and methods supporting predictive and preventative maintenance |
| JP7187759B2 (ja) * | 2018-03-29 | 2022-12-13 | 株式会社東京精密 | 測定機管理装置及び方法 |
| US11016468B1 (en) * | 2018-06-12 | 2021-05-25 | Ricky Dale Barker | Monitoring system for use in industrial operations |
| WO2019239527A1 (ja) * | 2018-06-13 | 2019-12-19 | 日産自動車株式会社 | 保全管理装置及び保全管理方法 |
| JP7151269B2 (ja) | 2018-08-23 | 2022-10-12 | セイコーエプソン株式会社 | ロボットの制御装置および制御方法 |
| FI20180097A1 (en) * | 2018-08-29 | 2020-03-01 | Ponsse Oyj | Determination of a state of a structural part in a work machine |
| JP7373272B2 (ja) * | 2018-09-13 | 2023-11-02 | ナブテスコ株式会社 | 減速機、エンコーダ付きオイルシール、産業機械および工場 |
| JP7107144B2 (ja) | 2018-09-28 | 2022-07-27 | セイコーエプソン株式会社 | 生産システムおよび生産方法 |
| US11110606B2 (en) * | 2019-01-02 | 2021-09-07 | The Boeing Company | Coordinating work within a multi-robot cell |
| CN109732602B (zh) * | 2019-01-08 | 2021-03-16 | 英华达(上海)科技有限公司 | 机械臂调速方法、系统、设备以及介质 |
| US11353863B2 (en) | 2019-02-25 | 2022-06-07 | Halliburton Energy Services, Inc. | Trajectory based maintenance |
| JP7255353B2 (ja) * | 2019-05-22 | 2023-04-11 | セイコーエプソン株式会社 | ロボットの制御装置及び制御方法 |
| JP2021033566A (ja) * | 2019-08-22 | 2021-03-01 | パナソニックIpマネジメント株式会社 | ライン制御システムおよび作業指令決定方法 |
| JP7496499B2 (ja) * | 2020-11-30 | 2024-06-07 | パナソニックIpマネジメント株式会社 | 学習装置、学習方法、および故障予知システム |
| WO2022254722A1 (ja) | 2021-06-04 | 2022-12-08 | ファナック株式会社 | 保守スケジューリング装置、及び保守スケジューリング方法 |
| JP2024034523A (ja) * | 2022-08-31 | 2024-03-13 | 株式会社日立製作所 | 自動作業ラインの制御装置、及び、その制御方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3530263B2 (ja) | 1995-04-17 | 2004-05-24 | 新日本製鐵株式会社 | 故障ロボットの作業代替方法 |
| JP2004202624A (ja) | 2002-12-25 | 2004-07-22 | Kawasaki Heavy Ind Ltd | ロボット用情報利用統合方法及び装置 |
| JP2004334509A (ja) * | 2003-05-07 | 2004-11-25 | Mitsubishi Electric Corp | 生産管理システム |
| JP2005258585A (ja) * | 2004-03-09 | 2005-09-22 | Sumitomo Heavy Ind Ltd | 成形機の部品自動発注方法、システム及びプログラム |
| US7467841B2 (en) | 2006-09-07 | 2008-12-23 | Kabushiki Kaisha Toshiba | Maintenance scheduling system, maintenance scheduling method and image forming apparatus |
| EP1965281A1 (en) * | 2007-03-02 | 2008-09-03 | Abb Research Ltd. | Dynamic maintenance plan for an industrial robot |
| JP2009237714A (ja) * | 2008-03-26 | 2009-10-15 | Seiko Epson Corp | 作業装置システム |
| EP2421130A1 (de) * | 2010-08-20 | 2012-02-22 | Siemens Aktiengesellschaft | Verfahren und Ermittlungseinheit zur Ermittlung eines aktuellen Beanspruchungsindikatorwerts eines elektrischen und/oder elektronischen Bauteils in einer Windkraftanlage |
| JP6664893B2 (ja) * | 2014-12-19 | 2020-03-13 | 川崎重工業株式会社 | ロボット保守支援装置および方法 |
| US9921760B2 (en) * | 2015-10-22 | 2018-03-20 | International Business Machines Corporation | Shifting wearout of storage disks |
| US11838036B2 (en) * | 2016-05-09 | 2023-12-05 | Strong Force Iot Portfolio 2016, Llc | Methods and systems for detection in an industrial internet of things data collection environment |
-
2015
- 2015-11-30 JP JP2015233408A patent/JP6285403B2/ja active Active
-
2016
- 2016-11-23 DE DE102016013993.5A patent/DE102016013993B4/de active Active
- 2016-11-29 CN CN201611076608.8A patent/CN106814715B/zh active Active
- 2016-11-29 US US15/363,214 patent/US10274931B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN106814715A (zh) | 2017-06-09 |
| US10274931B2 (en) | 2019-04-30 |
| DE102016013993A1 (de) | 2017-06-01 |
| US20170153625A1 (en) | 2017-06-01 |
| JP2017102554A (ja) | 2017-06-08 |
| CN106814715B (zh) | 2019-01-25 |
| DE102016013993B4 (de) | 2020-09-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6285403B2 (ja) | 製造機械の故障を予測するセル制御装置および生産システム | |
| JP5845212B2 (ja) | 視覚センサ及び力センサを備えたバリ取り装置 | |
| CN101947789B (zh) | 用于操作机械手的方法及装置 | |
| JPWO2017033376A1 (ja) | 産業用ロボットおよびその運転方法 | |
| JP2004164328A (ja) | 一人camシステムおよび一人camプログラム | |
| CN110722552B (zh) | 自动路径生成装置 | |
| JP6744277B2 (ja) | 寿命予測装置 | |
| KR20140029154A (ko) | 제조 공정에서 과업 할당의 동적 제어를 위한 시스템 및 방법 | |
| JP2018069410A (ja) | 学習制御機能を備えたロボット制御装置 | |
| EP3351355B1 (en) | Device and method for positioning processing tool | |
| JP6444943B2 (ja) | 保守作業を実施する製造セルを制御する製造管理装置 | |
| US10379531B2 (en) | Test system for performing machine test | |
| CN110154043B (zh) | 基于加工结果进行学习控制的机器人系统及其控制方法 | |
| JP2019104097A (ja) | ロボットシステム | |
| JP6618656B1 (ja) | 保守支援システム、数値制御装置および保守支援システムの制御方法 | |
| JP6858521B2 (ja) | ロボット復旧支援装置及びそれを備えるロボットシステム | |
| JP2005202844A (ja) | 数値制御装置 | |
| CN100489714C (zh) | 机器的控制装置以及相关的方法 | |
| CN110968049B (zh) | 生产系统以及生产方法 | |
| JP4682907B2 (ja) | モータ制御装置 | |
| JP2772230B2 (ja) | オフラインティーチング装置 | |
| JP2021020290A (ja) | 予測装置 | |
| US20240403510A1 (en) | Production system with comparison between real and virtual space | |
| KR101138019B1 (ko) | 로봇 제어 장치 및 방법 | |
| CN111367235B (zh) | 数控工具机的诊断保养系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170912 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170926 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171025 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180109 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180201 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6285403 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |