JP6244366B2 - 特に車両部品用の操作装置、及び、これを製造するための方法 - Google Patents
特に車両部品用の操作装置、及び、これを製造するための方法 Download PDFInfo
- Publication number
- JP6244366B2 JP6244366B2 JP2015542255A JP2015542255A JP6244366B2 JP 6244366 B2 JP6244366 B2 JP 6244366B2 JP 2015542255 A JP2015542255 A JP 2015542255A JP 2015542255 A JP2015542255 A JP 2015542255A JP 6244366 B2 JP6244366 B2 JP 6244366B2
- Authority
- JP
- Japan
- Prior art keywords
- bearing element
- bearing
- die
- actuating element
- rotary actuating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 14
- 238000004519 manufacturing process Methods 0.000 title claims description 12
- 238000000465 moulding Methods 0.000 claims description 28
- 238000003825 pressing Methods 0.000 claims description 17
- 239000002991 molded plastic Substances 0.000 claims description 13
- 125000006850 spacer group Chemical group 0.000 claims description 6
- 238000002347 injection Methods 0.000 claims description 4
- 239000007924 injection Substances 0.000 claims description 4
- 238000001746 injection moulding Methods 0.000 description 30
- 238000000926 separation method Methods 0.000 description 13
- 230000001419 dependent effect Effects 0.000 description 11
- 238000000638 solvent extraction Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 238000004378 air conditioning Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/261—Moulds having tubular mould cavities
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C17/00—Sliding-contact bearings for exclusively rotary movement
- F16C17/02—Sliding-contact bearings for exclusively rotary movement for radial load only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0017—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor moulding interconnected elements which are movable with respect to one another, e.g. chains or hinges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0053—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor combined with a final operation, e.g. shaping
- B29C45/006—Joining parts moulded in separate cavities
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60K—ARRANGEMENT OR MOUNTING OF PROPULSION UNITS OR OF TRANSMISSIONS IN VEHICLES; ARRANGEMENT OR MOUNTING OF PLURAL DIVERSE PRIME-MOVERS IN VEHICLES; AUXILIARY DRIVES FOR VEHICLES; INSTRUMENTATION OR DASHBOARDS FOR VEHICLES; ARRANGEMENTS IN CONNECTION WITH COOLING, AIR INTAKE, GAS EXHAUST OR FUEL SUPPLY OF PROPULSION UNITS IN VEHICLES
- B60K35/00—Instruments specially adapted for vehicles; Arrangement of instruments in or on vehicles
- B60K35/10—Input arrangements, i.e. from user to vehicle, associated with vehicle functions or specially adapted therefor
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C43/00—Assembling bearings
- F16C43/02—Assembling sliding-contact bearings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2019/00—Buttons or semi-finished parts of buttons for haberdashery
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/04—Bearings
- B29L2031/045—Bushes therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60K—ARRANGEMENT OR MOUNTING OF PROPULSION UNITS OR OF TRANSMISSIONS IN VEHICLES; ARRANGEMENT OR MOUNTING OF PLURAL DIVERSE PRIME-MOVERS IN VEHICLES; AUXILIARY DRIVES FOR VEHICLES; INSTRUMENTATION OR DASHBOARDS FOR VEHICLES; ARRANGEMENTS IN CONNECTION WITH COOLING, AIR INTAKE, GAS EXHAUST OR FUEL SUPPLY OF PROPULSION UNITS IN VEHICLES
- B60K2360/00—Indexing scheme associated with groups B60K35/00 or B60K37/00 relating to details of instruments or dashboards
- B60K2360/126—Rotatable input devices for instruments
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01H—ELECTRIC SWITCHES; RELAYS; SELECTORS; EMERGENCY PROTECTIVE DEVICES
- H01H3/00—Mechanisms for operating contacts
- H01H3/02—Operating parts, i.e. for operating driving mechanism by a mechanical force external to the switch
- H01H3/08—Turn knobs
- H01H3/10—Means for securing to shaft of driving mechanism
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Transportation (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Rotary Switch, Piano Key Switch, And Lever Switch (AREA)
Description
さらに、本発明は、このような操作装置を製造してアセンブリするための方法に関するものである。
従って、射出成形過程の間に、複数のダイス部が、常に、継続的に密着して互いに接触しない場合に(この場合、射出成形用ダイスが、プラスチック材料が注入されたとき、異なった程度に“膨張”したためであろう)、射出成形された部品において、ダイス分割面によって形成される鋳型分離部が異なるものとなってしまう。
この違いが、たった百分の1ミリメートルのオーダーである場合でさえも、回転つまみの回転ベアリングの品質に顕著な影響を及ぼしてしまう。
回転軸まわりに回転可能な回転作動要素は、ダイス分割面を有する第1成形用ダイスにおいて、射出成形プラスチック部品として製造され、
軸受ユニットは、回転軸に対して径方向平面に同心円状に延びる座面を備えた第1ベアリング要素を含み、
第1ベアリング要素は、ダイス分割面を有する第2成形用ダイスにおいて、射出成形プラスチック部品として製造され、
回転作動要素は、第1成形用ダイスによって製造されることにより、回転軸に対して径方向平面に同心円状に延びる接触面が備えられ、
第1、2成形用ダイスの其々において、第1ベアリング要素の座面、または、回転作動要素の接触面のいずれか一方は、其々の要素における第1または第2成形用ダイスのダイス分割面以外に配置され、
これら2つの面の他方は、其々の要素に対する第1、2成形用ダイスのダイス分割面内に配置され、
回転作動要素及び軸受ユニットは、回転作動要素の接触面が、軸受ユニットにおける第1ベアリング要素の座面と接触するように、互いにアセンブリされる。
軸受ユニットが、第1ベアリング要素と機械的に連結されるように適合される第2ベアリング要素を含み、
第2ベアリング要素が、第1ベアリング要素の座面において支持される支持面、及び、回転作動要素のフランジの上方に延びる押さえつけ面を有し、
支持面及び押さえつけ面が、回転軸に対して互いに実質的に同心円をなし、また、回転軸に沿って互いに間隔を空けて配置され、
第2ベアリング要素が、ダイス分割面を備えた第3成形用ダイスにおいて、射出成形プラスチック部品として形成され、
第3成形用ダイスのダイス分割面が、支持面及び押さえつけ面以外に配置される、ことが、さらに、有利に提供されてもよい。
回転作動要素におけるフランジの接触面が、カラーの前面上に載置され、フランジが、前面から径方向に間隔を空け、また、第2ベアリング要素が、第1ベアリング要素に固定されたとき、座面を形成し、
第1及び第2ベアリング要素の一方の係止突起部が、係止されるように協働する他方のベアリング要素に、不用意な係止解除がないように固定されると、さらに有利であろう。
第2ベアリング要素が、第1ベアリング要素に挿入され、また、第1ベアリング要素に対して径方向において内側にオフセットされており、
スペーサ要素が、第2ベアリング要素に挿入され、複数の係止突起部の不用意な係止解除を防止すると、最終的に適切であろう。
回転軸まわりに回転可能であり、ダイス分割面を有する成形用ダイスにおいて、射出成形プラスチック部品として形成される、回転作動要素と、
回転作動要素が回転軸まわりに回転するように支持される、軸受ユニットと、
を含み、
軸受ユニットは、ダイス分割面を有する成形用ダイスにおいて、射出成形プラスチック部品として形成される、第1ベアリング要素を含み、
第1ベアリング要素は、回転軸に対して径方向平面に同心円状に延びる座面を有し、
回転作動要素は、座面と接触する接触面を有し、また、この接触面は、回転軸に対して径方向平面に同心円状に延びており、
第1ベアリング要素の座面、または、回転作動要素の接触面のいずれか一方は、其々の要素における成形用ダイスのダイス分割面以外に配置され、
これら2つの面の他方は、其々の要素に対する成形用ダイスのダイス分割面内に配置される。
この2つの部品の接触面における一面にのみ、必然的にもたらされてしまう、互いの摩擦は、関連する部品の射出成形用ダイス(つまり、回転作動要素またはベアリング要素用の射出成形用ダイス)のダイス分割面内に存在する。
従って、この単一の接触面のみが、ダイス非依存鋳型分離部によって生じると、位置及び公差が、ダイス依存鋳型分離部によってのみ決められる他の(第2)接触面より、いくらか製造公差が大きくなることが本発明の主題である。
‐ 回転作動要素及び軸受ユニットすなわちベアリング要素におけるダイス非依存鋳型分離部の削減
‐ ダイス依存鋳型分離部の増大
‐ 干渉する摩擦頻度(はまり込んで動かなくなる、または、スリップする頻度、また、これらは共通語としてかじりやこすれに言及される)の削減
‐ 互いにこすり合う(回転ベアリングの)接触面間の軸方向の遊びの削減
‐ 部品(部品機構)の簡素化、及び、
‐ 取り付け及びアセンブリ工程の簡素化
軸受ユニットが、第1ベアリング要素と機械的に連結されるように適合される第2ベアリング要素を含み、
この第2ベアリング要素が、第1ベアリング要素の座面において支持される支持面、及び、回転作動要素のフランジの上方に延びる押さえつけ面を有し、
支持面及び押さえつけ面が、回転軸に対して互いに実質的に同心円をなし、また、回転軸に沿って互いに間隔を空けて配置され、
第2ベアリング要素が、ダイス分割面を備えた成形用ダイスにおいて、射出成形プラスチック部品として形成され、
この成形用ダイスのダイス分割面が、支持面及び押さえつけ面以外に配置される、ことが、好ましくは提供される。
他方のベアリング要素に係止されるように協働する一方のベアリング要素における複数の係止突起部が、不用意な係止解除がないように固定され、
回転作動要素におけるフランジの接触面が、カラーの前面上に載置され、
フランジが、前面から径方向に間隔を空け、また、第2ベアリング要素が、第1ベアリング要素に固定されることが提供されてもよい。
第2ベアリング要素が、第1ベアリング要素に挿入され、また、第1ベアリング要素に対して径方向において内側にオフセットされており、
スペーサ要素が、第2ベアリング要素に挿入され、複数の係止突起部の不用意な係止解除を防止することが可能である。
この回転つまみ機構は、第一に本発明に関連があり、また、一方で、図2、4及び7は、射出成形によってこの機構の部品が製造されることができる射出成形用ダイスを示している。
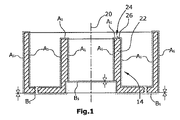
本発明における第1の特徴事項は、座面26の位置精度及び設計が、ダイス依存鋳型分離部によってのみ決められるという事実に見られるであろう(図1のA1参照)。
このダイス分割面34によって生じるダイス非依存鋳型分離部が、図1のB1において示されている。また、他の図における(其々異なるパターン(添字)を有する)A及びBは、ダイス依存鋳型分離部またはダイス非依存鋳型分離部によって形成される射出成形部品の表面領域を示している。
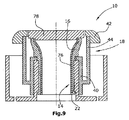
図9に見られるように、例えば、回転リング42が、回転作動要素18に押し込まれており、この回転リング42は、手動で回転可能であり、また、回転作動要素18の保持部44によって保持されており、この保持部44は、回転作動要素18のスリーブ40と共転するように連結されている(回転作動要素18のスリーブ40と一体化されている)。
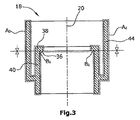
また、これにより、接触面36の位置精度は、射出成形用ダイス48の2つのダイス部49及び50を移動させる、または、あいまって加圧する程度に依存する。
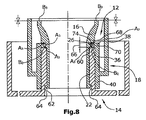
本発明の一実施形態として、スライドゲート技術として理解される、射出成形用ダイス52、そして、第2ベアリング要素16用としてのこの射出成形用ダイス52の3つのダイス部54, 56, 58が、図7に示されている。その一方で、図6は、第2ベアリング要素16を示している。
第2ベアリング要素16は、フック形状の複数の突起部62によって、第1ベアリング要素14に固定される。このフック形状の複数の突起部62は、第1ベアリング要素14のカラー22の内側における複数の凹部(アンダーカット)64と係合する。
一方の(第1ベアリング要素14の)座面26、他方の(第2ベアリング要素16の)支持面60、押さえつけ面70、及び、支持面60と押さえつけ面70との間の距離66の設計つまり相対位置は、すべてダイス依存鋳型分離部Aによって生じる(図1、6、7及び8参照)。
なぜなら、図7に示されているように、(上部)ダイス部54と、2つの(下部スライドゲート)ダイス部56,58との間における(メインの)ダイス分割面72が、第2ベアリング要素16の上述した領域外に存在するためである。
回転作動要素18の内部フランジ38における接触面36のみが、ダイス非依存鋳型分割面として形成される(図3のB2参照)。
図9は、さらに、カバーキャップ78または同様のものが、(固定された)軸受ユニット12における(回転しない)第2ベアリング要素16に取り付けられていることを示しており、このキャップ78は、回転リング42によって包囲されている。
カバーキャップ78は、バックライト付きであってもよく、かつ/または、タッチ制御面、1つ以上のキー、他の作動要素、または、表示面及び/または複数のシンボルを含んでもよい。
22…第1ベアリング要素14におけるカラー、 24…第1ベアリング要素14におけるカラー22の前面、 26…第1ベアリング要素14のカラー22の前面24における座面、
28…第1ベアリング要素14用の射出成形用ダイス、 30…第1ベアリング要素14用の射出成形用ダイス28のダイス部、 32…第1ベアリング要素14用の射出成形用ダイス28のダイス部、 34…第1ベアリング要素14用の射出成形用ダイス28のダイス分割面、 36…回転作動要素18の接触面、 38…回転作動要素18における内部フランジ、 40…回転作動要素18のスリーブ、 42…回転作動要素18の回転リング、
44…回転リング42用の回転作動要素18の保持部、 46…回転作動要素18用の射出成形用ダイス48のダイス分割面、 48…回転作動要素18用の射出成形用ダイス、
49…回転作動要素18用の射出成形用ダイス48のダイス部、 50…回転作動要素18用の射出成形用ダイス48のダイス部、 52…第2ベアリング要素16用の射出成形用ダイス、54…第2ベアリング要素16用の射出成形用ダイス52のダイス部、
56…第2ベアリング要素16用の射出成形用ダイス52の(スライドゲート)ダイス部、58…第2ベアリング要素16用の射出成形用ダイス52の(スライドゲート)ダイス部、
60…支持面、 62…複数の係止突起部、 64…複数の凹部、 66…支持面60と押さえつけ面70との間の距離、 68…軸受ユニット12の第2ベアリング要素16におけるオーバーラッピング突起部、 70…第2ベアリング要素16のオーバーラッピング突起部68における押さえつけ面、 72…第2ベアリング要素16用の射出成形用ダイス52のダイス分割面、 74…軸受ユニット12における受け入れ(環状)ギャップ、
76…スペーサ(スプレッダ)要素、 78…カバーキャップ、 A1,2,3…射出成形部位におけるダイス依存面、 B1,2,3…射出成形部位におけるダイス非依存面
Claims (6)
- 特に車両部品用の操作装置を製造するための方法であって、前記操作装置は、回転作動要素(18)、及び、該回転作動要素が回転軸(20)まわりに回転するように支持される軸受ユニット(12)を含み、前記方法において、
前記回転軸(20)まわりに回転可能な前記回転作動要素(18)は、ダイス分割面(46)を有する第1成形用ダイス(48)において、射出成形プラスチック部品として製造され、
前記軸受ユニット(12)は、前記回転軸(20)に対して径方向平面に同心円状に延びる座面(26)を備えた第1ベアリング要素(14)を含み、
前記第1ベアリング要素(14)は、ダイス分割面(34)を有する第2成形用ダイス(28)において、射出成形プラスチック部品として製造され、
前記回転作動要素(18)は、前記第1成形用ダイス(48)によって製造されることにより、前記回転軸(20)に対して径方向平面に同心円状に延びる接触面(36)が備えられ、
前記第1ベアリング要素(14)の前記座面(26)、または、前記回転作動要素(18)の前記接触面(36)のいずれか一方は、これらの関連する要素(14;18)に対する前記第1または第2成形用ダイス(28; 48)の前記ダイス分割面(34;46)以外に形成され、
これら2つの面(26;36)の他方は、これらの要素(14;18)に対する前記第1または第2成形用ダイス(28;48)の前記ダイス分割面(34;46)内に形成され、
前記回転作動要素(18)及び前記軸受ユニット(12)は、前記回転作動要素(18)の前記接触面(36)が、前記軸受ユニット(12)における前記第1ベアリング要素(14)の前記座面(26)と接触するように、互いにアセンブリされ、
前記回転作動要素(18)は、前記接触面(36)が形成されるフランジ(38)を有し、
前記軸受ユニット(12)は、前記第1ベアリング要素(14)と機械的に連結されるように適合された第2ベアリング要素(16)を含み、
前記第2ベアリング要素(16)は、前記第1ベアリング要素(14)の前記座面(26)において支持される支持面(60)、及び、前記回転作動要素(18)の前記フランジ(38)の上方に延びる押さえつけ面(70)を有し、
前記支持面(60)及び前記押さえつけ面(70)は、前記回転軸(20)に対して互いに実質的に同心円をなし、また、前記回転軸(20)に沿って互いに間隔を空けて配置され、
前記第2ベアリング要素(16)は、ダイス分割面(72)を備えた第3成形用ダイス(52)において、射出成形プラスチック部品として形成され、
前記支持面(60)及び前記押さえつけ面(70)は、前記第3成形用ダイス(52)の前記ダイス分割面(72)以外にそれぞれ配置され、
前記第1及び第2ベアリング要素(14,16)は、互いに結合されている、ことを特徴とする方法。 - 前記第1ベアリング要素(14)は、前記回転作動要素(18)に挿入される、内側に上方に突出して前面(24)を有する、カラー(22)を有し、該カラー(22)は、前記回転作動要素(18)における前記フランジ(38)の前記接触面(36)が、前記カラー(22)の前記前面(24)上に載置され、前記フランジ(38)が、前記前面(24)から径方向に間隔を空け、また、前記第2ベアリング要素(16)が、前記第1ベアリング要素(14)に固定されたとき、前記座面(26)を形成し、
前記第1及び第2ベアリング要素(16; 14)の一方の係止突起部(62)が、係止されるように協働する他方のベアリング要素(14; 16)に、不用意な係止解除がないように固定される、ことを特徴とする請求項1に記載の方法。 - 前記回転作動要素(18)の前記フランジ(38)は、径方向の外側から内側に突出しており、
前記第2ベアリング要素(16)は、前記第1ベアリング要素(14)に挿入され、また、前記第1ベアリング要素(14)に対して径方向において内側にオフセットされており、
スペーサ要素(76)が、前記第2ベアリング要素(16)に挿入され、
前記複数の係止突起部(62)の不用意な係止解除を防止する、ことを特徴とする請求項2に記載の方法。 - 特に車両部品用の操作装置は、
回転軸(20)まわりに回転可能であり、ダイス分割面(46)を有する第1成形用ダイス(48)において、射出成形プラスチック部品として形成される、回転作動要素(18)と、
該回転作動要素(18)が前記回転軸(20)まわりに回転するように支持される、軸受ユニット(12)と、を含み、
前記軸受ユニット(12)は、ダイス分割面(34)を有する第2成形用ダイス(28)において、射出成形プラスチック部品として形成される、第1ベアリング要素(14)を含み、
前記第1ベアリング要素(14)は、前記回転軸(20)に対して径方向平面に同心円状に延びる座面(26)を有し、
前記回転作動要素(18)は、前記座面(26)と接触する接触面(36)を有し、また、前記接触面(36)は、前記回転軸(20)に対して径方向平面に同心円状に延びており、
前記第1ベアリング要素(14)の前記座面(26)、または、前記回転作動要素(18)の前記接触面(36)のいずれか一方は、其々の要素(14; 18)における前記第1または第2成形用ダイス(28; 48)の前記ダイス分割面(34; 46)以外に配置され、
これら2つの面(26; 36)の他方は、其々の要素(14; 18)に対する前記第1または第2成形用ダイス(28; 48)の前記ダイス分割面(34; 46)内に配置され、
前記回転作動要素(18)は、前記接触面(36)が形成されるフランジ(38)を有し、
前記軸受ユニット(12)は、前記第1ベアリング要素(14)と機械的に連結されるように適合された第2ベアリング要素(16)を含み、
前記第2ベアリング要素(16)は、前記第1ベアリング要素(14)の前記座面(26)において支持される支持面(60)、及び、前記回転作動要素(18)の前記フランジ(38)の上方に延びる押さえつけ面(70)を有し、
前記支持面(60)及び前記押さえつけ面(70)は、前記回転軸(20)に対して互いに実質的に同心円をなし、また、前記回転軸(20)に沿って互いに間隔を空けて配置され、
前記第2ベアリング要素(16)は、ダイス分割面(72)を備えた第3成形用ダイス(52)において、射出成形プラスチック部品として形成され、
前記第3成形用ダイス(52)の前記ダイス分割面(72)は、前記支持面(60)及び前記押さえつけ面(70)以外に配置される、ことを特徴とする操作装置。 - 前記第1ベアリング要素(14)は、前記回転作動要素(18)に挿入される、内部に上方に突出したカラー(22)を有し、前記カラー(22)は、前記座面(26)を形成する前面(24)を有し、
他方のベアリング要素(16; 14)に係止されるように協働する一方のベアリング要素(14; 16)における複数の係止突起部(62)が、不用意な係止解除がないように固定され、
前記回転作動要素(18)における前記フランジ(38)の前記接触面(36)は、前記カラー(22)の前記前面(24)上に載置され、
前記フランジ(38)は、前記前面(24)から径方向に間隔を空け、また、前記第2ベアリング要素(16)は、前記第1ベアリング要素(14)に固定される、ことを特徴とする請求項4に記載の操作装置。 - 前記回転作動要素(18)の前記フランジ(38)は、径方向の外側から内側に突出しており、
前記第2ベアリング要素(16)は、前記第1ベアリング要素(14)に挿入され、また、前記第1ベアリング要素(14)に対して径方向において内側にオフセットされており、 スペーサ要素(76)が、前記第2ベアリング要素(16)に挿入され、前記複数の係止突起部(62)の不用意な係止解除を防止する、ことを特徴とする請求項5に記載の操作装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102012220917 | 2012-11-15 | ||
| DE102012220917.4 | 2012-11-15 | ||
| PCT/EP2013/073692 WO2014076115A1 (de) | 2012-11-15 | 2013-11-13 | Bedienvorrichtung insbesondere für eine fahrzeugkomponente und verfahren zu ihrer herstellung |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015534916A JP2015534916A (ja) | 2015-12-07 |
| JP2015534916A5 JP2015534916A5 (ja) | 2016-12-22 |
| JP6244366B2 true JP6244366B2 (ja) | 2017-12-06 |
Family
ID=49622805
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015542255A Active JP6244366B2 (ja) | 2012-11-15 | 2013-11-13 | 特に車両部品用の操作装置、及び、これを製造するための方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9869344B2 (ja) |
| EP (1) | EP2919958B1 (ja) |
| JP (1) | JP6244366B2 (ja) |
| KR (1) | KR101695120B1 (ja) |
| CN (1) | CN104797393B (ja) |
| ES (1) | ES2602316T3 (ja) |
| WO (1) | WO2014076115A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9586480B2 (en) * | 2015-05-05 | 2017-03-07 | GM Global Technology Operations LLC | Automobiles, automobile instruments, and user interfaces for controlling automobile equipment |
| CN113352531B (zh) * | 2021-05-14 | 2023-05-23 | 重庆科技学院 | 一种径推一体水润滑轴承热压成型模具 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1129852A (en) | 1966-05-31 | 1968-10-09 | Parkes Josiah & Sons Ltd | Improvements in or relating to knob mountings |
| JPS6123303A (ja) * | 1984-07-11 | 1986-01-31 | 松下電器産業株式会社 | 2重軸回転操作式電子部品 |
| DE3508232A1 (de) * | 1985-03-08 | 1986-09-11 | Hurst & Schröder GmbH, 5980 Werdohl | Drehschalter fuer elektrische haushaltsgeraete |
| US4735753A (en) * | 1986-07-28 | 1988-04-05 | Ackermann Walter T | Method of making a fastener |
| JPH08329777A (ja) * | 1995-05-30 | 1996-12-13 | Matsushita Electric Ind Co Ltd | ロータリースイッチ |
| DE29516875U1 (de) | 1995-10-25 | 1996-05-30 | Siemens AG, 80333 München | Betätigungselement |
| JPH10294031A (ja) * | 1997-04-17 | 1998-11-04 | Tokai Rika Co Ltd | 操作装置 |
| JP2000100269A (ja) * | 1998-09-25 | 2000-04-07 | Hioki Ee Corp | 電子部品用つまみ |
| JP2001184969A (ja) * | 1999-12-27 | 2001-07-06 | Zexel Valeo Climate Control Corp | スイッチ機構及びこのスイッチ機構を具備する操作パネル |
| JP2001184966A (ja) * | 1999-12-27 | 2001-07-06 | Zexel Valeo Climate Control Corp | ダイヤルスイッチ機構 |
| JP3860382B2 (ja) * | 2000-03-01 | 2006-12-20 | アルプス電気株式会社 | 回転型電気部品 |
| JP2007035378A (ja) * | 2005-07-25 | 2007-02-08 | Mic Electron Co | 複合スイッチ |
| US7657974B2 (en) * | 2006-08-29 | 2010-02-09 | Altek Corporation | Knob structure |
| JP4775589B2 (ja) * | 2007-05-14 | 2011-09-21 | 株式会社デンソー | ダイアル式操作スイッチ |
| DE102007038547B4 (de) * | 2007-08-16 | 2024-09-19 | Kostal Automobil Elektrik Gmbh & Co. Kg | Drehschalter |
| DE102009048330A1 (de) * | 2009-10-06 | 2011-04-07 | Behr-Hella Thermocontrol Gmbh | Bedieneinheit für eine Fahrzeugkomponente, insbesondere eine Belüftungs-, Heizungs- und/oder Klimaanlage |
| US8979289B2 (en) | 2010-12-30 | 2015-03-17 | Arcelik Anonim Sirketi | Illuminated knob for household appliance |
-
2013
- 2013-11-13 CN CN201380059710.5A patent/CN104797393B/zh active Active
- 2013-11-13 US US14/442,916 patent/US9869344B2/en active Active
- 2013-11-13 KR KR1020157015426A patent/KR101695120B1/ko active IP Right Grant
- 2013-11-13 WO PCT/EP2013/073692 patent/WO2014076115A1/de active Application Filing
- 2013-11-13 EP EP13792888.3A patent/EP2919958B1/de active Active
- 2013-11-13 ES ES13792888.3T patent/ES2602316T3/es active Active
- 2013-11-13 JP JP2015542255A patent/JP6244366B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR20150082605A (ko) | 2015-07-15 |
| EP2919958B1 (de) | 2016-09-14 |
| CN104797393A (zh) | 2015-07-22 |
| US9869344B2 (en) | 2018-01-16 |
| US20150330441A1 (en) | 2015-11-19 |
| EP2919958A1 (de) | 2015-09-23 |
| KR101695120B1 (ko) | 2017-01-23 |
| WO2014076115A1 (de) | 2014-05-22 |
| JP2015534916A (ja) | 2015-12-07 |
| CN104797393B (zh) | 2017-03-08 |
| ES2602316T3 (es) | 2017-02-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105317871B (zh) | 换挡变速器的同步单元的同步环和制造这种同步环的方法 | |
| JP6463867B1 (ja) | 回転型動力伝達部材の製造方法 | |
| JP6244366B2 (ja) | 特に車両部品用の操作装置、及び、これを製造するための方法 | |
| US20120318654A1 (en) | Rotary knob assembly | |
| JP2010012694A5 (ja) | ||
| US10486349B2 (en) | Manufacturing method of insert molded article | |
| JP4846631B2 (ja) | 樹脂製ヘリカル歯車の成形金型及びこの成形金型を用いて成形された樹脂製ヘリカル歯車 | |
| JP5418845B2 (ja) | 樹脂射出成形製の回転部材 | |
| CN101488412B (zh) | 旋转操作型编码器及其制造方法 | |
| JP2015534916A5 (ja) | ||
| JP2007100905A (ja) | 自動調心すべり軸受および該自動調心すべり軸受の外輪の製造方法 | |
| TWI728211B (zh) | 玩具 | |
| CN211150375U (zh) | 按钮装置及控制设备 | |
| JP4074326B2 (ja) | 樹脂製ジョイントブーツの製造方法 | |
| KR20140137266A (ko) | 로터 제조용 금형, 금형 제작용 고정지그 및 로터 제조용 금형의 제조방법 | |
| JP2006306033A (ja) | 成形金型 | |
| CN108572539A (zh) | 指针及表 | |
| JP5819150B2 (ja) | 射出成形用金型、及び成形品 | |
| JP2012020472A (ja) | ホットランナ装置 | |
| JP7099264B2 (ja) | ヨーク組立体、及びトルク検出装置、並びにヨーク組立体の製造方法 | |
| JP2002144365A (ja) | 樹脂製スリーブおよびその製造方法 | |
| JP2014009784A (ja) | 樹脂製留め具、及び樹脂製留め具の製造方法 | |
| KR101648089B1 (ko) | 금형 장치 | |
| KR20140136548A (ko) | 사출 성형용 금형 | |
| JPH05237880A (ja) | 樹脂歯車の成形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161031 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161107 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170906 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170913 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171011 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171025 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171113 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6244366 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |