JP6234379B2 - 逆洗可能な濾過エレメント - Google Patents
逆洗可能な濾過エレメント Download PDFInfo
- Publication number
- JP6234379B2 JP6234379B2 JP2014555245A JP2014555245A JP6234379B2 JP 6234379 B2 JP6234379 B2 JP 6234379B2 JP 2014555245 A JP2014555245 A JP 2014555245A JP 2014555245 A JP2014555245 A JP 2014555245A JP 6234379 B2 JP6234379 B2 JP 6234379B2
- Authority
- JP
- Japan
- Prior art keywords
- surface layer
- layer
- filtration
- opening
- support structure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000010410 layer Substances 0.000 claims description 161
- 239000012528 membrane Substances 0.000 claims description 158
- 239000002344 surface layer Substances 0.000 claims description 115
- 238000001914 filtration Methods 0.000 claims description 98
- 239000000463 material Substances 0.000 claims description 43
- 238000000576 coating method Methods 0.000 claims description 35
- 239000011248 coating agent Substances 0.000 claims description 34
- 239000007788 liquid Substances 0.000 claims description 32
- 239000011888 foil Substances 0.000 claims description 30
- 238000000034 method Methods 0.000 claims description 18
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 18
- 239000012530 fluid Substances 0.000 claims description 7
- 238000004519 manufacturing process Methods 0.000 claims description 7
- 238000007789 sealing Methods 0.000 claims description 4
- 238000009751 slip forming Methods 0.000 claims 1
- 239000011148 porous material Substances 0.000 description 30
- 230000008901 benefit Effects 0.000 description 12
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 9
- 239000004744 fabric Substances 0.000 description 8
- 238000000926 separation method Methods 0.000 description 8
- 230000015572 biosynthetic process Effects 0.000 description 7
- 230000009977 dual effect Effects 0.000 description 7
- 230000000694 effects Effects 0.000 description 7
- -1 polyethylene Polymers 0.000 description 7
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 description 6
- 238000009826 distribution Methods 0.000 description 6
- 238000003475 lamination Methods 0.000 description 6
- 239000012466 permeate Substances 0.000 description 6
- 239000002904 solvent Substances 0.000 description 6
- 125000006850 spacer group Chemical group 0.000 description 6
- 238000003466 welding Methods 0.000 description 6
- ZFPGARUNNKGOBB-UHFFFAOYSA-N 1-Ethyl-2-pyrrolidinone Chemical compound CCN1CCCC1=O ZFPGARUNNKGOBB-UHFFFAOYSA-N 0.000 description 5
- 238000011001 backwashing Methods 0.000 description 5
- 239000000835 fiber Substances 0.000 description 5
- 239000000945 filler Substances 0.000 description 5
- 238000009434 installation Methods 0.000 description 5
- 229920000139 polyethylene terephthalate Polymers 0.000 description 5
- 239000005020 polyethylene terephthalate Substances 0.000 description 5
- 239000007787 solid Substances 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- IAZDPXIOMUYVGZ-UHFFFAOYSA-N Dimethylsulphoxide Chemical compound CS(C)=O IAZDPXIOMUYVGZ-UHFFFAOYSA-N 0.000 description 4
- 230000005587 bubbling Effects 0.000 description 4
- 238000004140 cleaning Methods 0.000 description 4
- 230000000149 penetrating effect Effects 0.000 description 4
- 238000005191 phase separation Methods 0.000 description 4
- 229920000642 polymer Polymers 0.000 description 4
- 229920000036 polyvinylpyrrolidone Polymers 0.000 description 4
- 239000001267 polyvinylpyrrolidone Substances 0.000 description 4
- 235000013855 polyvinylpyrrolidone Nutrition 0.000 description 4
- 239000000758 substrate Substances 0.000 description 4
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 3
- 239000004734 Polyphenylene sulfide Substances 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- 238000005452 bending Methods 0.000 description 3
- 230000009286 beneficial effect Effects 0.000 description 3
- 239000011230 binding agent Substances 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 239000004745 nonwoven fabric Substances 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 230000035699 permeability Effects 0.000 description 3
- 239000004417 polycarbonate Substances 0.000 description 3
- 229920000515 polycarbonate Polymers 0.000 description 3
- 229920005597 polymer membrane Polymers 0.000 description 3
- 229920000069 polyphenylene sulfide Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 238000004026 adhesive bonding Methods 0.000 description 2
- 239000000010 aprotic solvent Substances 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 238000005345 coagulation Methods 0.000 description 2
- 230000015271 coagulation Effects 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 239000000706 filtrate Substances 0.000 description 2
- 229910010272 inorganic material Inorganic materials 0.000 description 2
- 239000011147 inorganic material Substances 0.000 description 2
- KQNPFQTWMSNSAP-UHFFFAOYSA-N isobutyric acid Chemical compound CC(C)C(O)=O KQNPFQTWMSNSAP-UHFFFAOYSA-N 0.000 description 2
- 239000012669 liquid formulation Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000001471 micro-filtration Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 239000011368 organic material Substances 0.000 description 2
- 229920002493 poly(chlorotrifluoroethylene) Polymers 0.000 description 2
- 239000005023 polychlorotrifluoroethylene (PCTFE) polymer Substances 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920005644 polyethylene terephthalate glycol copolymer Polymers 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- 239000010802 sludge Substances 0.000 description 2
- 238000000108 ultra-filtration Methods 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 229920002748 Basalt fiber Polymers 0.000 description 1
- 229920004469 Baysilone® Fluid M 50 Polymers 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 1
- 229920002284 Cellulose triacetate Polymers 0.000 description 1
- 239000004801 Chlorinated PVC Substances 0.000 description 1
- 102000004190 Enzymes Human genes 0.000 description 1
- 108090000790 Enzymes Proteins 0.000 description 1
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 1
- 229920002153 Hydroxypropyl cellulose Polymers 0.000 description 1
- 229920004011 Macrolon® Polymers 0.000 description 1
- 229910019093 NaOCl Inorganic materials 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000002033 PVDF binder Substances 0.000 description 1
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 1
- 229920012266 Poly(ether sulfone) PES Polymers 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- 229910010413 TiO 2 Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- SMEGJBVQLJJKKX-HOTMZDKISA-N [(2R,3S,4S,5R,6R)-5-acetyloxy-3,4,6-trihydroxyoxan-2-yl]methyl acetate Chemical compound CC(=O)OC[C@@H]1[C@H]([C@@H]([C@H]([C@@H](O1)O)OC(=O)C)O)O SMEGJBVQLJJKKX-HOTMZDKISA-N 0.000 description 1
- NNLVGZFZQQXQNW-ADJNRHBOSA-N [(2r,3r,4s,5r,6s)-4,5-diacetyloxy-3-[(2s,3r,4s,5r,6r)-3,4,5-triacetyloxy-6-(acetyloxymethyl)oxan-2-yl]oxy-6-[(2r,3r,4s,5r,6s)-4,5,6-triacetyloxy-2-(acetyloxymethyl)oxan-3-yl]oxyoxan-2-yl]methyl acetate Chemical compound O([C@@H]1O[C@@H]([C@H]([C@H](OC(C)=O)[C@H]1OC(C)=O)O[C@H]1[C@@H]([C@@H](OC(C)=O)[C@H](OC(C)=O)[C@@H](COC(C)=O)O1)OC(C)=O)COC(=O)C)[C@@H]1[C@@H](COC(C)=O)O[C@@H](OC(C)=O)[C@H](OC(C)=O)[C@H]1OC(C)=O NNLVGZFZQQXQNW-ADJNRHBOSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 229940081735 acetylcellulose Drugs 0.000 description 1
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 238000004220 aggregation Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 238000004873 anchoring Methods 0.000 description 1
- 210000001601 blood-air barrier Anatomy 0.000 description 1
- 238000003490 calendering Methods 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000001768 carboxy methyl cellulose Substances 0.000 description 1
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 1
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 1
- 229920002301 cellulose acetate Polymers 0.000 description 1
- 229920000457 chlorinated polyvinyl chloride Polymers 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000004821 distillation Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 239000011151 fibre-reinforced plastic Substances 0.000 description 1
- 238000009292 forward osmosis Methods 0.000 description 1
- 238000009432 framing Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 230000002706 hydrostatic effect Effects 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 239000001863 hydroxypropyl cellulose Substances 0.000 description 1
- 235000010977 hydroxypropyl cellulose Nutrition 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000006193 liquid solution Substances 0.000 description 1
- 239000006194 liquid suspension Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 238000001728 nano-filtration Methods 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 239000012766 organic filler Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000005373 pervaporation Methods 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920002239 polyacrylonitrile Polymers 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920005596 polymer binder Polymers 0.000 description 1
- 239000002491 polymer binding agent Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 238000001223 reverse osmosis Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- SUKJFIGYRHOWBL-UHFFFAOYSA-N sodium hypochlorite Chemical compound [Na+].Cl[O-] SUKJFIGYRHOWBL-UHFFFAOYSA-N 0.000 description 1
- 239000011343 solid material Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 238000013022 venting Methods 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/12—Composite membranes; Ultra-thin membranes
- B01D69/1213—Laminated layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D63/00—Apparatus in general for separation processes using semi-permeable membranes
- B01D63/08—Flat membrane modules
- B01D63/081—Manufacturing thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D63/00—Apparatus in general for separation processes using semi-permeable membranes
- B01D63/08—Flat membrane modules
- B01D63/082—Flat membrane modules comprising a stack of flat membranes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D65/00—Accessories or auxiliary operations, in general, for separation processes or apparatus using semi-permeable membranes
- B01D65/02—Membrane cleaning or sterilisation ; Membrane regeneration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D67/00—Processes specially adapted for manufacturing semi-permeable membranes for separation processes or apparatus
- B01D67/0002—Organic membrane manufacture
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D67/00—Processes specially adapted for manufacturing semi-permeable membranes for separation processes or apparatus
- B01D67/0002—Organic membrane manufacture
- B01D67/0009—Organic membrane manufacture by phase separation, sol-gel transition, evaporation or solvent quenching
- B01D67/0013—Casting processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/10—Supported membranes; Membrane supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/10—Supported membranes; Membrane supports
- B01D69/107—Organic support material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/12—Composite membranes; Ultra-thin membranes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2313/00—Details relating to membrane modules or apparatus
- B01D2313/14—Specific spacers
- B01D2313/146—Specific spacers on the permeate side
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2321/00—Details relating to membrane cleaning, regeneration, sterilization or to the prevention of fouling
- B01D2321/04—Backflushing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2323/00—Details relating to membrane preparation
- B01D2323/42—Details of membrane preparation apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2323/00—Details relating to membrane preparation
- B01D2323/46—Impregnation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D63/00—Apparatus in general for separation processes using semi-permeable membranes
- B01D63/08—Flat membrane modules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/06—Flat membranes
Description
実施例1:本発明に係るフィルタエレメントの実現可能性を試験するために、30%の開口面積(多孔率)を得るように、厚さ250μmのPETホイルを直径0.55mmの穴で穿孔した。得られたホイルのSEM写真が図8に示されており、貫通開口は815で表されている。そのようなホイルは、本発明に係る支持構造物を形成するために、積層されてもよいし、別の方法で固着されてもよい。

11 支持構造物、膜層
12 濾過層、膜層
13 濾過層、膜層
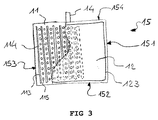
14 主出口
15 カートリッジ
41 支持構造物
42 支持構造物
43 支持構造物
52 膜層
60 平面濾過エレメント
61 支持構造物
62 膜層
70 二重型コーティングシステム、二重コーティングシステム
71 コーティング装置
72 コーティング装置
73 液浴
92 膜層
111 外表面層、支持体表面、外表面、表面層、支持体外表面層、支持構造物外表面、支持体外表面
112 外表面、外表面層、支持体外表面層、支持構造物外表面、支持体外表面、表面層
113 スペーシング部材、隆起
114 流路、通路、内部流路
115 貫通開口、濾過水/透過液排出開口、開口
116 裏側
117 裏側
121 ステム、突出部、貫通部
122 ヘッド、突出部、係合ヘッド、貫通部
123 シーム
151 縁部
152 縁部
153 縁部
154 縁部
413 隆起
414 接続部材
423 隆起
424 接続部材
434 接続部材
511 層、支持体外表面
515 貫通開口
521 突出部、アンダーカット型形状
525 貫通開口
611 シート、内側シート、外表面層
615 貫通開口
618 シート、外側シート
622 係合ヘッド
701 分布チャンバ
702 溝
703 リップ
911 支持体ホイル
915 貫通開口
921 ステム
922 係合ヘッド
1110 シート、支持体
1200 膜層
1201 外側領域、外側スキン領域、スキン層、スキン
1202 中心部
1203 細孔
1220 係合ヘッド
1221 スキン、スキン層、内側スキン領域、外側領域
1222 中心部
Claims (20)
- 剛性を持つ平面支持構造物と、膜材料から作製された少なくとも1つの濾過層と、を備え、
前記平面支持構造物が、対向する第1の外表面層と第2の外表面層の間に延在するスペーシング部材によって前記平面支持構造物の全体にわたって分布された多数の箇所で離間されるとともに互いに固着され、したがって前記第1の外表面層と前記第2の外表面層との間で、濾過水を排出するように構成された排水区画を画定する、前記第1の外表面層および前記第2の外表面層を備え、前記第1の外表面層および前記第2の外表面層のうちの少なくとも1つの外表面層が、前記排水区画と流体接続する貫通開口を備え、前記貫通開口が、前記外表面層の全体にわたって分布されるとともに前記外表面層内に互いとの間の内部接続を持たず、
前記少なくとも1つの外表面層が、前記貫通開口を無視すると、前記第1の外表面層および前記第2の外表面層の全体にわたって連続的に延在する材料から形成され、かつ
前記少なくとも1つの濾過層が、前記貫通開口を含めて前記少なくとも1つの外表面層を覆う、平面濾過エレメントであって、
前記濾過層の膜材料が、前記少なくとも1つの外表面層の上に直接形成され、かつ、前記貫通開口に入り込み、したがって前記排水区画に向かって突出部を形成し、前記突出部が前記貫通開口よりも大きく、したがって前記平面支持構造物に前記濾過層を係止するアンダーカット型係止具を形成することを特徴とする、平面濾過エレメント。 - 前記第1の外表面層および前記第2の外表面層の両方が前記貫通開口を備え、かつ両方が前記濾過層で覆われ、前記膜材料が前記貫通開口に入り込み、したがってアンダーカット型係止具を備える前記突出部を形成する、請求項1に記載の平面濾過エレメント。
- 前記少なくとも1つの外表面層および前記濾過層が、前記貫通開口の間に延在する略平坦な境界面を示す、請求項1または2に記載の平面濾過エレメント。
- 前記平面支持構造物が、少なくとも150MPaの曲げ弾性率を有する、請求項1または2に記載の平面濾過エレメント。
- 前記貫通開口が、穿孔である、請求項1から4のいずれか一項に記載の平面濾過エレメント。
- 前記少なくとも1つの外表面層の単位総表面積あたりの前記貫通開口の面積が、2%から70%の間の範囲に含まれる、請求項1から5のいずれか一項に記載の平面濾過エレメント。
- 前記貫通開口が、0.1mmから2mmの間の寸法を有する、請求項1から6のいずれか一項に記載の平面濾過エレメント。
- 前記突出部が、前記貫通開口を通るステムと、前記貫通開口を越えて前記排水区画に向かって延在する突出ヘッドと、を備え、前記突出ヘッドが、前記平面支持構造物と係合する、請求項1から7のいずれか一項に記載の平面濾過エレメント。
- 前記突出ヘッドの寸法が、対応する貫通開口の寸法よりも大きい、請求項8に記載の平面濾過エレメント。
- 前記少なくとも1つの外表面層が外側ホイルと内側層との重ね合わせから形成され、前記外側ホイルが前記内側層に接着され、かつ前記外側ホイルおよび前記内側層の両方が、対応する貫通開口を備え、前記外側ホイルの貫通開口が、前記内側層の対応する前記貫通開口よりも小さく、かつ前記突出部が、少なくとも前記外側ホイルに係止された、請求項1から9のいずれか一項に記載の平面濾過エレメント。
- 前記排水区画が、少なくとも部分的に膜材料のない液体通路を備える、請求項1から10のいずれか一項に記載の平面濾過エレメント。
- 前記第1の外表面層および/または前記第2の外表面層が、周辺境界に沿って貫通開口がなく、かつ前記濾過層が、濾過されていない液体と濾過された液体との間のシーリングを提供するために、前記周辺境界で対応する前記外表面層にさらに接着された、請求項1から11のいずれか一項に記載の平面濾過エレメント。
- 前記濾過層が、25μmから500μmの間の範囲に含まれる厚さを有する、請求項1から12のいずれか一項に記載の平面濾過エレメント。
- 前記平面支持構造物が、2mmから50mmの間の範囲に含まれる厚さを有する、請求項1から13のいずれか一項に記載の平面濾過エレメント。
- 前記貫通開口の寸法、前記少なくとも1つの外表面層の単位面積あたりの前記貫通開口の面積、膜材料、および前記突出部の寸法が、少なくとも1.4バールの背圧に抵抗する、外表面層と濾過層との間の係止を得るように選択された、請求項1から14のいずれか一項に記載の平面濾過エレメント。
- 複数の垂直方向に配置された、請求項1から15のいずれか一項に記載の平面濾過エレメントを備える、濾過デバイス。
- 平面濾過エレメントを製造する方法であって、
対向する第1の外表面層および第2の外表面層の全体にわたって連続的に延在する材料から形成された外表面層を備える、剛性を持つ平面支持構造物を用意するステップであって、前記外表面層が、スペーシング部材により、前記平面支持構造物の全体にわたって分布された多数の箇所で離間されるとともに互いに固着されて、前記第1の外表面層と前記第2の外表面層との間に置かれた排水区画を画定し、層の全体にわたって分布された多数の箇所で前記第1の外表面層および前記第2の外表面層のうちの少なくとも1つには、前記排水区画と流体接続する貫通開口が設けられ、前記外表面層内に互いとの間の内部接続を持たない、剛性を持つ平面支持構造物を用意するステップと、
コーティングされた支持構造物を得るために、溶液が前記貫通開口(115、515、615)に入り込むように、膜を形成する前記溶液で前記少なくとも1つの外表面層をコーティングするステップと、
前記コーティングされた溶液から、膜材料から構成される濾過層を得るために、前記コーティングされた支持構造物に膜形成ステップを適用し、前記少なくとも1つの外表面層を覆い、膜材料の突出部が、前記濾過層から前記貫通開口を通って突出し、前記貫通開口の寸法よりも大きい寸法を有し、したがって前記平面支持構造物に前記濾過層を係止するアンダーカット型係止具を形成するステップと、
を含む方法。 - 前記突出部が、前記貫通開口を越えて前記排水区画に向かって延在する、請求項17に記載の方法。
- 前記貫通開口は、寸法が0.1mmから2mmの間の範囲に含まれるように、かつ前記少なくとも1つの外表面層の単位総表面積あたりの前記貫通開口の面積が2%から70%の間の範囲に含まれるように選択される、請求項17または18に記載の方法。
- 濾過デバイスにおける請求項1から15のいずれか一項に記載の平面濾過エレメントの使用であって、前記平面濾過エレメントが、少なくとも1.4バールの圧力で逆洗周期に供される、使用。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12153928 | 2012-02-03 | ||
| EP12153928.2 | 2012-02-03 | ||
| PCT/EP2013/052161 WO2013113928A1 (en) | 2012-02-03 | 2013-02-04 | Backwashable filtration element |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015509837A JP2015509837A (ja) | 2015-04-02 |
| JP6234379B2 true JP6234379B2 (ja) | 2017-11-22 |
Family
ID=47678793
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014555245A Active JP6234379B2 (ja) | 2012-02-03 | 2013-02-04 | 逆洗可能な濾過エレメント |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US9919273B2 (ja) |
| EP (1) | EP2809432B1 (ja) |
| JP (1) | JP6234379B2 (ja) |
| KR (1) | KR101993023B1 (ja) |
| CN (1) | CN104321129B (ja) |
| AU (1) | AU2013214116B2 (ja) |
| BR (1) | BR112014019091A8 (ja) |
| CA (1) | CA2861284A1 (ja) |
| IL (1) | IL233865B (ja) |
| RU (1) | RU2610075C2 (ja) |
| SG (1) | SG11201404424RA (ja) |
| WO (1) | WO2013113928A1 (ja) |
| ZA (1) | ZA201405325B (ja) |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DK178159B1 (en) * | 2014-02-03 | 2015-07-06 | Sani Membranes Aps | Filter plate assembly |
| DK178140B1 (en) * | 2014-02-03 | 2015-06-22 | Sani Membranes Aps | Filter plate assembly |
| WO2015140355A1 (en) | 2014-03-21 | 2015-09-24 | Vito Nv (Vlaamse Instelling Voor Technologisch Onderzoek Nv) | Supported filtration membranes and methods of manufacturing |
| WO2015140356A2 (en) * | 2014-03-21 | 2015-09-24 | Vito Nv (Vlaamse Instelling Voor Technologisch Onderzoek Nv) | Film-supported polymeric membranes and methods of manufacturing |
| CN106999859B (zh) | 2014-12-05 | 2020-05-19 | 佛兰芒技术研究所有限公司 | 具有集成功能的膜盒 |
| WO2017012866A1 (en) * | 2015-07-23 | 2017-01-26 | Vito Nv | Patched semi-permeable membrane |
| KR102556715B1 (ko) * | 2015-08-28 | 2023-07-17 | 머티어리얼리스 엔브이 | 적층 제조를 위한 물체의 설계를 자립형으로 수정하는 시스템 및 방법 |
| FI20155793A (fi) * | 2015-11-03 | 2017-05-04 | Outotec Finland Oy | Suodatinelementti kiekkosuodatinlaitetta varten |
| DE102016103065B3 (de) * | 2016-02-22 | 2017-04-27 | Mario Browa | Trockenlegungselement für Pflanzen und dessen Verwendung |
| CA3026596A1 (en) * | 2016-06-08 | 2017-12-14 | Vito Nv (Vlaamse Instelling Voor Technologisch Onderzoek Nv) | Biomass membrane contactor |
| WO2017211738A1 (en) | 2016-06-08 | 2017-12-14 | Vito Nv (Vlaamse Instelling Voor Technologisch Onderzoek Nv) | Membrane support made with preformed sheets |
| CN106823811A (zh) * | 2017-03-30 | 2017-06-13 | 湖州鼎泰净水科技有限公司 | 一种新型软片膜单元 |
| CN107252590A (zh) * | 2017-07-27 | 2017-10-17 | 江苏丰鑫源环保集团有限公司 | 一种pps与ptfe复合纤维增强涂层针刺毡 |
| KR101927831B1 (ko) * | 2017-11-15 | 2018-12-11 | 김창용 | 벤딩가능한 플렉시블 멤브레인 평막 모듈 및 그의 제조방법 |
| DK180105B1 (en) | 2018-03-08 | 2020-05-04 | Sani Membranes Aps | A FILTER-PLATE WITH EXTERNAL FLOW AREA |
| CN108525522B (zh) * | 2018-06-20 | 2023-11-10 | 邢传宏 | 一种平膜元件用支撑元件及平膜元件 |
| US11167375B2 (en) | 2018-08-10 | 2021-11-09 | The Research Foundation For The State University Of New York | Additive manufacturing processes and additively manufactured products |
| EP3673972A1 (en) | 2018-12-28 | 2020-07-01 | Vito NV | Alkali-mediated carbon dioxide capture and utilization |
| WO2020172753A1 (en) * | 2019-02-28 | 2020-09-03 | Thetis Environmental Inc. | Flat sheet membrane with integral posts |
| US20230025056A1 (en) * | 2019-12-18 | 2023-01-26 | Saltkraft Aps | Support for high pressure osmotic membrane |
| KR102299597B1 (ko) * | 2019-12-27 | 2021-09-08 | 연세대학교 산학협력단 | 복합 멤브레인 및 이의 제조방법 |
| CN111482045A (zh) * | 2020-04-03 | 2020-08-04 | 义乌鸿川科技有限公司 | 一种制氧压缩机用膜骨架 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0365212A (ja) * | 1989-07-31 | 1991-03-20 | Matsushita Electric Ind Co Ltd | 気体分離膜モジュール |
| AU655551B2 (en) | 1992-12-16 | 1994-12-22 | Kubota Corporation | Filtration membrane cartridge |
| TW255835B (en) * | 1994-01-07 | 1995-09-01 | Kubota Kk | Filtration membrane module |
| JP3219579B2 (ja) * | 1994-01-07 | 2001-10-15 | 株式会社クボタ | 膜モジュール |
| JP3538902B2 (ja) | 1994-07-01 | 2004-06-14 | 栗田工業株式会社 | 浸漬型膜分離装置の膜エレメント |
| JPH09122457A (ja) * | 1995-10-30 | 1997-05-13 | Nitto Denko Corp | 膜エレメント |
| JP3681219B2 (ja) | 1996-05-23 | 2005-08-10 | 日東電工株式会社 | ポリスルホン多孔質分離膜 |
| JPH11333263A (ja) * | 1998-05-29 | 1999-12-07 | Yuasa Corp | 膜エレメントとこれを用いた膜分離装置 |
| JP2000044718A (ja) * | 1998-07-28 | 2000-02-15 | Mitsubishi Rayon Co Ltd | 濾過エレメントおよびこれを用いた濾過エレメントユニット、並びにこれを設置した浄化槽 |
| US6755970B1 (en) * | 1999-06-22 | 2004-06-29 | Trisep Corporation | Back-flushable spiral wound filter and methods of making and using same |
| CN101362058B (zh) * | 1999-12-08 | 2011-10-12 | 巴克斯特国际公司 | 制造微孔滤膜的方法 |
| EP1174177A3 (en) * | 2000-07-18 | 2002-12-04 | Nitto Denko Corporation | Spiral wound membrane element, spiral wound membrane module and treatment system employing the same as well as running method and washing method therefor |
| JP4583671B2 (ja) * | 2000-07-19 | 2010-11-17 | 日東電工株式会社 | スパイラル型膜エレメントおよびスパイラル型膜モジュールの運転方法および洗浄方法 |
| DE10062341A1 (de) | 2000-12-14 | 2002-06-20 | Interplast Kunststoffe Gmbh | Verbundplatte, vorzugsweise aus Kunststoff und Verfahren zu deren Herstellung |
| JP5127107B2 (ja) | 2001-02-16 | 2013-01-23 | 東レ株式会社 | 分離膜の製造方法 |
| DE60231332D1 (de) * | 2001-12-10 | 2009-04-09 | Toray Industries | Trennmembran |
| KR100460450B1 (ko) * | 2002-10-04 | 2004-12-08 | 한국화학연구원 | 함침-롤링법에 의한 열적 안정성이 우수한 실리카 복합막의 제조방법 |
| ITMI20032533A1 (it) | 2003-12-19 | 2005-06-20 | Politec Polimeri Tecnici Sa | Pannello alveolare estruso ad elevata resistenza meccanica |
| DE102004057107B8 (de) | 2004-11-26 | 2016-07-28 | A3 Water Solutions Gmbh | Rahmenloser, plattenförmiger Filtrationskörper und Filtrationsmodul |
| AU2006217128B2 (en) | 2005-02-28 | 2011-08-11 | Alfa Laval Corporate Ab | Permeate spacer module |
| WO2009135529A1 (en) | 2008-05-07 | 2009-11-12 | Agfa-Gevaert | Membrane bags with seamless membrane substance, uses thereof, filtration units therewith and manufacturing processes. |
| EP2361144B1 (en) * | 2008-10-07 | 2018-05-16 | The Research Foundation of the State University of New York | High flux high efficiency nanofiber membranes and methods of production thereof |
| KR101196794B1 (ko) * | 2009-11-05 | 2012-11-05 | 주식회사 코레드 | 멤브레인 모듈 및 멤브레인 모듈 조립체, 이를 포함하는 침지식 막분리장치 |
| RU2462298C1 (ru) * | 2011-01-25 | 2012-09-27 | Государственное образовательное учреждение высшего профессионального образования Воронежская государственная технологическая академия (ГОУ ВПО ВГТА) | Мембранный аппарат с плоскими фильтрующими элементами |
-
2013
- 2013-02-04 CA CA2861284A patent/CA2861284A1/en not_active Abandoned
- 2013-02-04 EP EP13703024.3A patent/EP2809432B1/en active Active
- 2013-02-04 AU AU2013214116A patent/AU2013214116B2/en not_active Ceased
- 2013-02-04 CN CN201380011122.4A patent/CN104321129B/zh active Active
- 2013-02-04 JP JP2014555245A patent/JP6234379B2/ja active Active
- 2013-02-04 SG SG11201404424RA patent/SG11201404424RA/en unknown
- 2013-02-04 US US14/376,375 patent/US9919273B2/en active Active
- 2013-02-04 WO PCT/EP2013/052161 patent/WO2013113928A1/en active Application Filing
- 2013-02-04 KR KR1020147024601A patent/KR101993023B1/ko active IP Right Grant
- 2013-02-04 BR BR112014019091A patent/BR112014019091A8/pt not_active Application Discontinuation
- 2013-02-04 RU RU2014134988A patent/RU2610075C2/ru not_active IP Right Cessation
-
2014
- 2014-07-18 ZA ZA2014/05325A patent/ZA201405325B/en unknown
- 2014-07-30 IL IL233865A patent/IL233865B/en active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| IL233865B (en) | 2018-12-31 |
| IL233865A0 (en) | 2014-09-30 |
| ZA201405325B (en) | 2015-08-26 |
| BR112014019091A2 (ja) | 2017-06-20 |
| WO2013113928A1 (en) | 2013-08-08 |
| EP2809432B1 (en) | 2019-08-21 |
| RU2610075C2 (ru) | 2017-02-07 |
| US20150027948A1 (en) | 2015-01-29 |
| CN104321129A (zh) | 2015-01-28 |
| SG11201404424RA (en) | 2014-08-28 |
| JP2015509837A (ja) | 2015-04-02 |
| BR112014019091A8 (pt) | 2017-07-11 |
| EP2809432A1 (en) | 2014-12-10 |
| CN104321129B (zh) | 2016-10-26 |
| AU2013214116A1 (en) | 2014-08-07 |
| CA2861284A1 (en) | 2013-08-08 |
| KR20140130459A (ko) | 2014-11-10 |
| KR101993023B1 (ko) | 2019-09-30 |
| US9919273B2 (en) | 2018-03-20 |
| AU2013214116B2 (en) | 2017-04-13 |
| RU2014134988A (ru) | 2016-03-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6234379B2 (ja) | 逆洗可能な濾過エレメント | |
| US9630148B2 (en) | Filter compound material, method for the production thereof and flat filter elements made of the filter compound material | |
| RU2388526C2 (ru) | Мембрана, содержащая интегрированный проницаемый канал | |
| JP6136269B2 (ja) | 水処理用分離膜エレメント | |
| ES2387566T3 (es) | Soporte para membrana laminada de material textil no tejido obtenido por vía húmeda | |
| JP6111668B2 (ja) | 分離膜エレメント、および分離膜エレメントの製造方法 | |
| JP5474197B2 (ja) | フィルター膜を支持するためのフレーム | |
| WO2007036332A2 (de) | Filterelement mit integralem aufbau und verfahren zu seiner herstellung | |
| KR20190010213A (ko) | 필터여재, 이의 제조방법 및 이를 포함하는 필터유닛 | |
| WO2014208602A1 (ja) | 分離膜エレメント | |
| JP2015071159A (ja) | 分離膜エレメント | |
| JP2003181227A (ja) | フィルタカートリッジ | |
| JP2014193459A (ja) | 分離膜エレメント | |
| CN114025866B (zh) | 分离膜元件及其使用方法、以及水处理装置 | |
| JP2014193460A (ja) | 分離膜および分離膜エレメント | |
| JP2015142911A (ja) | 分離膜および分離膜エレメント | |
| JP2015085322A (ja) | 分離膜エレメント | |
| JP2015142894A (ja) | 分離膜エレメント | |
| JP2015091574A (ja) | 分離膜エレメント |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151113 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160727 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160808 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161104 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170206 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170417 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170925 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171024 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6234379 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |