JP6233595B2 - インゴット予熱方法及びインゴット予熱装置 - Google Patents
インゴット予熱方法及びインゴット予熱装置 Download PDFInfo
- Publication number
- JP6233595B2 JP6233595B2 JP2014173096A JP2014173096A JP6233595B2 JP 6233595 B2 JP6233595 B2 JP 6233595B2 JP 2014173096 A JP2014173096 A JP 2014173096A JP 2014173096 A JP2014173096 A JP 2014173096A JP 6233595 B2 JP6233595 B2 JP 6233595B2
- Authority
- JP
- Japan
- Prior art keywords
- ingot
- flame
- aluminum
- heating
- aluminum ingot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Description
また、本発明のインゴット予熱装置は、火炎が発生する火炎口を上面に複数設けた加熱装置と、該加熱装置の上面との間に隙間を設けるようにインゴット材を支持する支持部材と、を備え、平面視において、各火炎口のうち一部の火炎口が前記インゴット材の外側に、該インゴット材を取り囲むように配置されることを特徴としている。
これにより、従来と比較して、加熱効率を向上させることができると共にインゴット材の酸化を抑制することができる。
以下に、本願において特許請求が可能と認識されている発明(以下、「請求可能発明」という場合がある。)の態様をいくつか例示し、それらについて説明する。なお、各態様は、請求項と同様に、項に区分し、各項に番号を付して、必要に応じて他の項を引用する形式で記載する。これは、あくまでも請求可能発明の理解を容易にするためであり、請求可能発明を構成する構成要素の組み合わせを、以下の各項に記載されたものに限定する趣旨ではない。つまり、請求可能発明は、各項に付随する記載、実施の形態等を参酌して解釈されるべきであり、その解釈に従う限りにおいて、各項の態様にさらに他の構成要件を付加した態様も、また、各項の態様から構成要件を削除した態様も、請求可能発明の一態様となり得るのである。
(1)項のインゴット予熱方法では、従来よりも、時間に対する昇温率が大きくなり加熱効率が向上して、しかも、インゴット材の表面への酸化を抑制することができる。なお、インゴット材を加熱する際、複数の火炎によりインゴット材全体を隙間無く完全に包み込むことが好ましいが、インゴット材の上方の一部が開放されても良い。
(3)前記インゴット材をその下方に空間を設けるように支持して、前記火炎口をインゴット材の側方に複数配置して、各火炎口からの火炎により前記インゴット材を加熱することを特徴とする(1)項に記載のインゴット予熱方法。
(2)項及び(3)項のインゴット予熱方法では、容易に、複数の火炎にてインゴット材全体を包み込むようにして加熱することができる。
(4)項に記載のインゴット予熱方法では、渦状の火炎がインゴット材に衝突するとその火炎が表層剥離せずに、火炎がインゴット材の表面にて衝突噴流化したとき、その表面に沿って拡散するために、加熱効率がさらに向上する。
(6)前記インゴット材は断面台形状で所定長さを有しており、各火炎口の配置において、該インゴット材の短手方向に沿って配置された複数の火炎口の両端に位置する各火炎口の中心間の距離が、インゴット材の短手方向に沿う最大幅寸法と略同じか、あるいはそれより大きくなる配置を含み、また、インゴット材の長手方向に沿って配置された複数の火炎口の両端に位置する各火炎口の中心間の距離が、インゴット材の長手方向に沿う長さ寸法と略同じか、あるいはそれより大きくなる配置を含むことを特徴とする(5)項に記載のインゴット予熱装置。
(5)項及び(6)項のインゴット予熱装置では、容易に、加熱装置の複数の火炎口からの複数の火炎によりインゴット材全体を包み込むようにして加熱することができ、加熱効率の観点において最も良好である。
(8)前記インゴット材は断面台形状で所定長さを有しており、前記各火炎口は、インゴット材の長手側の両側部に向かって配置されることを特徴とする(7)項に記載のインゴット予熱装置。
(7)項及び(8)項のインゴット予熱装置では、容易に、加熱装置の複数の火炎口からの複数の火炎によりインゴット材全体を包み込むようにして加熱することができる。しかも、インゴット材に付着している微粉などのごみや小さなバリ等の落下による加熱装置の各火炎口への影響を無くすことができる。
(9)項のインゴット予熱装置では、渦状火炎生成手段により各火炎口からの火炎を渦状に形成することにより、インゴット材の加熱効率がさらに向上する。
本発明の第1及び第2の実施形態に係るインゴット予熱装置1a、1bは、図7を参照して、ダイカスト鋳造装置30の構成要素である加熱炉31内に配置される。本インゴット予熱装置1a、1bは、鋳造用のインゴット材として、例えばアルミインゴット2を保持炉32に投入する前に溶融温度付近の設定温度まで加熱するものである。図7に示すように、ダイカスト鋳造装置30を構成する、インゴット供給装置33、加熱炉31及び保持炉32は互いに近接して配置されている。そして、上下方向に沿って複数段に亘って収容されている多数のアルミインゴット2が順次インゴット供給装置33により加熱炉3内に供給されて本インゴット予熱装置1a、1bにより溶融温度付近の設定温度まで予め加熱される。その後、本インゴット予熱装置1a、1bにて予め加熱されたアルミインゴット2が、加熱炉31からロボットハンド(図示略)等により保持炉32に投入される。その後最終的に、予め加熱されたアルミインゴット2が保持炉32にて所定温度の溶湯に溶解されて、保持炉32内の溶湯がダイカストマシン34に供給されて、ダイカストマシン34にて鋳造品が成形される。
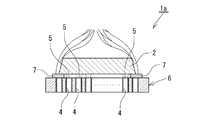
図1及び図2に示すように、第1の実施形態に係るインゴット予熱装置1aは、加熱炉31(図7参照)内に配置され、火炎が発生する火炎口5を上面に複数設けた加熱装置6と、該加熱装置6の上面との間に隙間を設けるようにアルミインゴット2を支持する複数の支持部材7とを備えている。各火炎口5にはガス供給源(図示略)が連通される。そして、各火炎口5にガス及び燃焼エアが供給されて、各火炎口5から同じ容量の火炎がそれぞれ発生する。各火炎口5には渦状火炎生成手段4がそれぞれ設けられる。該渦状火炎生成手段4は、例えば、燃焼エアに旋回流を形成することで渦状のガス流動形態を生成して、渦状の火炎を形成するものである。
なお、複数の火炎によりアルミインゴット2全体を包み込むことによる作用効果は、複数の火炎によりアルミインゴット2全体を隙間無く完全に包み込む状態で最良となるが、アルミインゴット2の上方の一部(平面視で略中央部位)が開放された状態でもよい。要するに、アルミインゴット2の側方全域に複数の火炎が立ち上がり、その各火炎がアルミインゴット2の短手方向両端部の傾斜面に沿って上方に向かって延びるような状態を含むものである(図2参照)。
第2の実施形態に係るインゴット予熱装置1bは、図6に示すように、アルミインゴット2の側部に向かって火炎を発生させる火炎筒部10を複数設けた加熱装置11と、アルミインゴット2の下方に空間を設けるように該アルミインゴット2を支持する複数の支持部材12とを備えている。なお、各火炎筒部10内には、渦状火炎生成手段4がそれぞれ備えられる。各火炎筒部10のアルミインゴット2側の開口が火炎口に相当する。
Claims (4)
- 鋳造用のインゴット材を溶解する保持炉に投入する前に、インゴット材を予め加熱するインゴット予熱方法であって、
複数の火炎口から火炎を発生させ、該複数の火炎によりインゴット材全体を包み込むようにして、該インゴット材を加熱することを特徴とするインゴット予熱方法。 - 前記複数の火炎口をインゴット材の下方に配置して、且つ該複数の火炎口のうち一部の火炎口を、平面視で前記インゴット材の外側に、該インゴット材を取り囲むように配置して、各火炎口からの複数の火炎により該インゴット材を加熱することを特徴とする請求項1に記載のインゴット予熱方法。
- 前記火炎を渦状に形成することを特徴とする請求項1または2に記載のインゴット予熱方法。
- 鋳造用のインゴット材を溶解する保持炉に投入する前に、インゴット材を予め加熱するインゴット予熱装置であって、
火炎が発生する火炎口を上面に複数設けた加熱装置と、
該加熱装置の上面との間に隙間を設けるようにインゴット材を支持する支持部材と、
を備え、
平面視において、各火炎口のうち一部の火炎口が前記インゴット材の外側に、該インゴット材を取り囲むように配置されることを特徴とするインゴット予熱装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014173096A JP6233595B2 (ja) | 2014-08-27 | 2014-08-27 | インゴット予熱方法及びインゴット予熱装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014173096A JP6233595B2 (ja) | 2014-08-27 | 2014-08-27 | インゴット予熱方法及びインゴット予熱装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016047539A JP2016047539A (ja) | 2016-04-07 |
| JP6233595B2 true JP6233595B2 (ja) | 2017-11-22 |
Family
ID=55648749
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014173096A Active JP6233595B2 (ja) | 2014-08-27 | 2014-08-27 | インゴット予熱方法及びインゴット予熱装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6233595B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112427618B (zh) * | 2020-11-23 | 2022-01-11 | 宁波欣昊机械有限公司 | 一种具有加热机构的压铸模具 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5830520B2 (ja) * | 1980-01-31 | 1983-06-29 | 株式会社環境総研コンサルタント | 排気ガス利用の予熱装置およびそれを付設する溶解炉 |
| JP2903943B2 (ja) * | 1993-05-27 | 1999-06-14 | 住友金属工業株式会社 | 鋼材の熱間接合方法 |
| JP3501311B2 (ja) * | 1995-03-23 | 2004-03-02 | 本田技研工業株式会社 | 揺動式誘導加熱装置 |
| JP3936413B2 (ja) * | 1996-07-18 | 2007-06-27 | 株式会社アルテックス | 鋳造用材料の予備加熱装置 |
| JPH10311688A (ja) * | 1997-05-09 | 1998-11-24 | Nippon Sanso Kk | 金属溶解方法 |
| JP3075064U (ja) * | 2000-06-23 | 2001-02-09 | 信之 唐澤 | Mgダイカスト用インゴット予熱装置 |
| JP2002147970A (ja) * | 2000-11-07 | 2002-05-22 | Tokyo Gas Co Ltd | インゴットの予熱装置 |
| CA2436114A1 (en) * | 2003-07-14 | 2005-01-14 | David Bowman | Method and apparatus for preheating and distributing ingots |
| JP4526251B2 (ja) * | 2003-08-26 | 2010-08-18 | 日本坩堝株式会社 | アルミニウム溶解炉 |
| JP3111330U (ja) * | 2005-04-14 | 2005-07-14 | 株式会社広築 | 溶湯保持炉 |
-
2014
- 2014-08-27 JP JP2014173096A patent/JP6233595B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016047539A (ja) | 2016-04-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6994822B2 (ja) | 物品及び物品を形成する方法 | |
| JP7010930B2 (ja) | 金属鋳塊の製造方法 | |
| NO20060365L (no) | Fremgangsmåte for støping av ingot-kompositt | |
| JP6300462B2 (ja) | 鋳造方法及び鋳型 | |
| JP2015511537A (ja) | 連続鋳造設備 | |
| JP6233595B2 (ja) | インゴット予熱方法及びインゴット予熱装置 | |
| CZ286250B6 (cs) | Tryska pro přívod kapalného kovu do formy pro plynulé lití kovových výrobků a zařízení pro plynulé lití vybavené touto tryskou | |
| US20120039718A1 (en) | Casting apparatus for producing a turbine rotor blade of a gas turbine and turbine rotor blade | |
| FR2568153A1 (fr) | Procede et dispositif ameliores pour le coulage horizontal et continu du metal | |
| JP2012528720A (ja) | 大きなサイズの円形型材用連続鋳造設備内において、鋼片を案内して方向付けるための方法および装置 | |
| JP6616343B2 (ja) | 引上式連続鋳造装置 | |
| JP5893796B2 (ja) | 金属の連続鋳造プロセス | |
| JP5768774B2 (ja) | 中空丸断面鋳片の連続鋳造方法および中空丸断面鋳片の連続鋳造用鋳型 | |
| US20120291978A1 (en) | Clean green energy electric protectors for materials | |
| JP6288641B2 (ja) | 鋳造装置 | |
| WO2021193567A1 (ja) | 光ファイバ線引炉および光ファイバ製造方法 | |
| JP6665743B2 (ja) | 高炉朝顔部構造および高炉の設計方法 | |
| KR102521186B1 (ko) | 강의 연속 주조용 주형 및 강의 연속 주조 방법 | |
| KR102649755B1 (ko) | 잉곳 냉각 장치 | |
| JP2004093096A (ja) | 鋳型予熱バーナ | |
| HU222720B1 (hu) | Eljárás öntõcsatorna célzott temperálására, és öntõcsatorna az eljárás foganatosítására | |
| JP6020712B2 (ja) | 引上式連続鋳造装置及び引上式連続鋳造方法 | |
| JP4350134B2 (ja) | 重力鋳造装置 | |
| JP2004098138A (ja) | 金属材料の製造方法及び溶接方法 | |
| JP2009136907A (ja) | 連続鋳造鋳片のプラズマ表層加熱装置及びプラズマ表層加熱方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160916 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170710 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170802 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170913 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170927 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171010 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6233595 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |