JP6210355B2 - 積層マスクおよび積層マスクの製造方法 - Google Patents
積層マスクおよび積層マスクの製造方法 Download PDFInfo
- Publication number
- JP6210355B2 JP6210355B2 JP2013003623A JP2013003623A JP6210355B2 JP 6210355 B2 JP6210355 B2 JP 6210355B2 JP 2013003623 A JP2013003623 A JP 2013003623A JP 2013003623 A JP2013003623 A JP 2013003623A JP 6210355 B2 JP6210355 B2 JP 6210355B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- metal sheet
- resin
- metal
- hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 36
- 239000002184 metal Substances 0.000 claims description 230
- 229910052751 metal Inorganic materials 0.000 claims description 230
- 239000011347 resin Substances 0.000 claims description 196
- 229920005989 resin Polymers 0.000 claims description 196
- 239000000463 material Substances 0.000 claims description 48
- 238000000034 method Methods 0.000 claims description 34
- 238000005530 etching Methods 0.000 claims description 33
- 238000003475 lamination Methods 0.000 claims description 14
- 230000001678 irradiating effect Effects 0.000 claims description 13
- 238000005520 cutting process Methods 0.000 claims description 8
- 230000000149 penetrating effect Effects 0.000 claims description 7
- 230000008569 process Effects 0.000 claims description 6
- 238000007740 vapor deposition Methods 0.000 description 66
- 239000011521 glass Substances 0.000 description 46
- 239000000758 substrate Substances 0.000 description 45
- 239000010408 film Substances 0.000 description 18
- 230000003628 erosive effect Effects 0.000 description 16
- 238000010586 diagram Methods 0.000 description 14
- 238000013459 approach Methods 0.000 description 12
- 238000012545 processing Methods 0.000 description 12
- 230000008021 deposition Effects 0.000 description 9
- 238000000059 patterning Methods 0.000 description 9
- 239000004642 Polyimide Substances 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 229920001721 polyimide Polymers 0.000 description 5
- 238000004804 winding Methods 0.000 description 5
- 229920006351 engineering plastic Polymers 0.000 description 4
- 238000005452 bending Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000012856 packing Methods 0.000 description 3
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 238000003491 array Methods 0.000 description 2
- 230000003139 buffering effect Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 101100269850 Caenorhabditis elegans mask-1 gene Proteins 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910001374 Invar Inorganic materials 0.000 description 1
- 229910021578 Iron(III) chloride Inorganic materials 0.000 description 1
- 229910001030 Iron–nickel alloy Inorganic materials 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- RBTARNINKXHZNM-UHFFFAOYSA-K iron trichloride Chemical compound Cl[Fe](Cl)Cl RBTARNINKXHZNM-UHFFFAOYSA-K 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000000696 magnetic material Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000000206 photolithography Methods 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000007665 sagging Methods 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 230000035882 stress Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images


















Landscapes
- Electroluminescent Light Sources (AREA)
- Physical Vapour Deposition (AREA)
Description
樹脂層と、前記樹脂層上に積層された金属層と、を有する積層体の前記金属層をエッチングして、複数の金属製シートに分断し、且つ、前記金属製シートに第1孔を形成する工程と、
各第1孔内にレーザ光を照射して、前記樹脂層を貫通し且つ前記第1孔に通じる第2孔を前記樹脂層に形成する工程と、
平面視において隣り合う前記金属製シートの間となる領域にて前記樹脂層を切断して、前記樹脂層を複数の樹脂製シートに分断し、前記樹脂製シートと前記金属製シートとを有する積層マスクを作製する工程と、
を備える。
金属製シートと、
前記金属製シートに積層された樹脂製シートと、
を備え、
前記金属製シートおよび前記樹脂製シートを貫通する複数の貫通孔が形成されており、
平面視において、前記金属製シートの外輪郭は、前記樹脂製シートの外輪郭よりも内側に位置している。
金属製シートと、
前記金属製シートに積層された樹脂製シートと、
を備え、
前記金属製シートおよび前記樹脂製シートを貫通する複数の貫通孔が形成されており、
平面視において、前記金属製シートの外輪郭は、前記樹脂製シートの外輪郭と重なっている。
前記金属製シートは、前記樹脂製シートと反対側の第1面および前記第1面とは反対側の第2面を有し、
前記樹脂製シートは、前記金属製シート側の第3面および前記第3面とは反対側の第4面を有し、
前記金属製シートの法線方向に沿った断面における各第1孔の輪郭は、前記金属製シートのシート面に平行な方向に対向して配置され、各々が、前記金属製シートの法線方向に沿って前記第1面の側から前記第2面の側へ向かうにつれて、前記金属製シートのシート面に平行な方向に互いに接近していく一対の第1部分を有し、
前記樹脂製シートの法線方向に沿った前記断面における各第2孔の輪郭は、前記樹脂製シートのシート面に平行な方向に対向して配置され、各々が、前記樹脂製シートの法線方向に沿って前記第3面の側から前記第4面の側へ向かうにつれて、前記樹脂製シートのシート面に平行な方向に互いに接近していく一対の第2部分を有してもよい。
以下、図1乃至図12を参照して本発明による積層マスクおよび積層マスクの製造方法の第1の実施の形態について説明する。ここで図1乃至図12は本発明の第1の実施の形態を説明するための図である。なお、以下の実施の形態では、有機ELディスプレイ装置を製造する際に有機発光材料を所望のパターンでガラス基板上にパターニングするために用いられる蒸着用の積層マスクおよび積層マスクの製造方法を例にあげて説明する。ただし、このような適用に限定されることなく、種々の用途に用いられる積層マスクおよび積層マスクの製造方法に対し、本発明を適用することができる。
次に、このような積層マスク20および蒸着マスク装置10の製造方法について、主に図7乃至図11を用いて説明する。このうち、図7および図10は、積層マスクの製造方法を全体的に説明するための図であり、図8は、金属製シートにレジストパターンを形成する方法を説明するための図であり、図9は、金属製シートをエッチングする方法を説明するための図であり、図11は、中間シートにレーザ光を照射して第1孔を形成する方法を説明するための図であり、図12は、中間シートにレーザ光を照射して樹脂層を複数の樹脂製シートに分断する方法を説明するための図である。
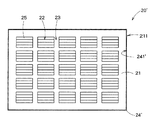
次に、図13を参照して、本発明の第2の実施の形態について説明する。図13は、本発明の第2の実施の形態による積層マスクを示す平面図である。図13を参照して説明する第2の実施の形態は、金属製シート21の外輪郭211と樹脂製シート24の外輪郭241との関係が異なるが、その他の構成は、第1の実施形態と同様に構成することができる。第2の実施の形態に関する以下の説明および以下の説明で用いる図面では、上述した第1の実施の形態と同様に構成され得る部分について、上述の第1の実施の形態における対応する部分に対して用いた符号と同一の符号を用いることとし、重複する説明を省略する。
なお、上述した第1の実施の形態および第2の実施の形態に対して様々な変更を加えることが可能である。以下、図面を参照しながら、変形の一例について説明する。以下の説明および以下の説明で用いる図面では、上述した第1の実施の形態および第2の実施の形態と同様に構成され得る部分について、上述の実施の形態における対応する部分に対して用いた符号と同一の符号を用いることとし、重複する説明を省略する。
15 フレーム
20 積層マスク
21 金属板
21a 第1面
21b 第2面
22 有孔領域
23 無孔領域
24 樹脂製シート
24c 第3面
24d 第4面
25 貫通孔
26 平坦部
28 第1孔
28a 第1部分
29 第2孔
29a 第2部分
30 積層体
32 金属層
32a 第1面
32b 第2面
34 樹脂層
34c 第3面
34d 第4面
35 レジストパターン
40 蒸着装置
42 ガラス基板
48 蒸着材料
44 るつぼ
46 ヒータ
61 第1孔
62 第2孔
69 中間シート
70 レーザ加工装置
72 レーザ照射レンズ
211 外輪郭
241 外輪郭
Claims (9)
- 樹脂層と、前記樹脂層上に積層された金属層と、を有する積層体の前記金属層をエッチングして、複数の金属製シートに分断し、且つ、前記金属製シートに第1孔を形成する工程と、
各第1孔内にレーザ光を照射して、前記樹脂層を貫通し且つ前記第1孔に通じる第2孔を前記樹脂層に形成する工程と、
平面視において隣り合う前記金属製シートの間となる領域にて前記樹脂層を切断して、前記樹脂層を複数の樹脂製シートに分断し、前記樹脂製シートと前記金属製シートとを有する積層マスクを作製する工程と、
を備え、
前記樹脂層を切断する工程において、レーザ光を照射して前記樹脂層を切断する、積層マスクの製造方法。 - 前記樹脂層を切断する工程において照射されるレーザ光は、スポット径を調整可能になっており、
前記レーザ光のスポット径を調整することにより、前記金属製シートの外輪郭と前記樹脂製シートの外輪郭との平面視におけるズレを調整する、請求項1に記載の積層マスクの製造方法。 - 平面視において、前記金属製シートの外輪郭は、前記樹脂製シートの外輪郭よりも内側に位置している、請求項1または2に記載の積層マスクの製造方法。
- 平面視において、前記金属製シートの外輪郭は、前記樹脂製シートの外輪郭と重なっている、請求項1または2に記載の積層マスクの製造方法。
- 金属製シートと、
前記金属製シートに積層された樹脂製シートと、
を備え、
前記金属製シートおよび前記樹脂製シートを貫通する複数の貫通孔が形成されており、 平面視において、前記金属製シートの外輪郭は、前記樹脂製シートの外輪郭よりも内側に位置している、積層マスク。 - 前記貫通孔は、前記金属製シートに形成された第1孔と、前記樹脂製シートに形成された第2孔と、により形成されている、請求項5に記載の積層マスク。
- 前記金属製シートは、前記樹脂製シートと反対側の第1面および前記第1面とは反対側の第2面を有し、
前記樹脂製シートは、前記金属製シート側の第3面および前記第3面とは反対側の第4面を有し、
前記金属製シートの法線方向に沿った断面における各第1孔の輪郭は、前記金属製シートのシート面に平行な方向に互いに対向して配置される一対の第1部分であって、各々が、前記金属製シートの法線方向に沿って前記第1面の側から前記第2面の側へ向かうにつれて、前記金属製シートのシート面に平行な方向に互いに接近していく一対の第1部分を有し、
前記樹脂製シートの法線方向に沿った前記断面における各第2孔の輪郭は、前記樹脂製シートのシート面に平行な方向に互いに対向して配置される一対の第2部分であって、各々が、前記樹脂製シートの法線方向に沿って前記第3面の側から前記第4面の側へ向かうにつれて、前記樹脂製シートのシート面に平行な方向に互いに接近していく一対の第2部分を有する、請求項6に記載の積層マスク。 - 前記金属製シートの法線方向に沿った前記断面において、前記第1部分は、湾曲形状となっている、請求項7に記載の積層マスク。
- 前記金属製シートの法線方向に沿った断面において、一対の前記第1部分のうちの各第1部分の両端部を結ぶ線分が前記金属製シートの法線方向に対してなす角度は、一対の前記第2部分のうちの各第2部分の両端部を結ぶ線分が前記金属製シートの法線方向に対してなす角度よりも大きい、請求項7または8に記載の積層マスク。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013003623A JP6210355B2 (ja) | 2013-01-11 | 2013-01-11 | 積層マスクおよび積層マスクの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013003623A JP6210355B2 (ja) | 2013-01-11 | 2013-01-11 | 積層マスクおよび積層マスクの製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017140786A Division JP6327542B2 (ja) | 2017-07-20 | 2017-07-20 | 積層マスクおよび積層マスクの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014133933A JP2014133933A (ja) | 2014-07-24 |
| JP6210355B2 true JP6210355B2 (ja) | 2017-10-11 |
Family
ID=51412427
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013003623A Active JP6210355B2 (ja) | 2013-01-11 | 2013-01-11 | 積層マスクおよび積層マスクの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6210355B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160074038A (ko) * | 2014-12-17 | 2016-06-28 | 삼성디스플레이 주식회사 | 증착용 마스크 제조 방법 |
| CN104561896A (zh) * | 2014-12-31 | 2015-04-29 | 昆山国显光电有限公司 | 用于蒸镀的掩膜板及其制作方法 |
| CN205974646U (zh) * | 2015-07-17 | 2017-02-22 | 凸版印刷株式会社 | 蒸镀用金属掩模 |
| WO2019082592A1 (ja) * | 2017-10-25 | 2019-05-02 | 株式会社ジャパンディスプレイ | 表示装置の製造方法及び表示装置 |
| KR20200056525A (ko) * | 2018-11-14 | 2020-05-25 | 삼성디스플레이 주식회사 | 마스크 및 마스크 제조 방법 |
| KR20210020292A (ko) * | 2019-08-14 | 2021-02-24 | 현대자동차주식회사 | 차량용 스피커 그릴 제조방법 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07300664A (ja) * | 1994-04-28 | 1995-11-14 | Fujitsu Ltd | メタルマスクの製造方法とその再生方法 |
| JPH09148306A (ja) * | 1995-11-21 | 1997-06-06 | Daido Hoxan Inc | ウエハの微細加工法およびそれに用いる装置 |
| JP4104964B2 (ja) * | 2002-12-09 | 2008-06-18 | 日本フイルコン株式会社 | パターニングされたマスク被膜と支持体からなる積層構造の薄膜パターン形成用マスク及びその製造方法 |
| JP2009052073A (ja) * | 2007-08-24 | 2009-03-12 | Dainippon Printing Co Ltd | 蒸着マスク付シート、蒸着マスク装置の製造方法、および、蒸着マスク付シートの製造方法 |
| JP2009068082A (ja) * | 2007-09-14 | 2009-04-02 | Sony Corp | 蒸着マスクの作製方法および蒸着マスク |
| JP2009078836A (ja) * | 2007-09-26 | 2009-04-16 | Dainippon Printing Co Ltd | 梱包用部材および梱包体 |
| EP2133444A1 (en) * | 2008-04-18 | 2009-12-16 | Applied Materials, Inc. | Mask support, mask assembly, and assembly comprising a mask support and a mask |
| JP5517308B2 (ja) * | 2011-11-22 | 2014-06-11 | 株式会社ブイ・テクノロジー | マスクの製造方法、マスク及びマスクの製造装置 |
-
2013
- 2013-01-11 JP JP2013003623A patent/JP6210355B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014133933A (ja) | 2014-07-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6210355B2 (ja) | 積層マスクおよび積層マスクの製造方法 | |
| CN109072411B (zh) | 蒸镀掩模的制造方法、蒸镀掩模及有机半导体元件的制造方法 | |
| JP6631897B2 (ja) | 蒸着マスクの製造方法および蒸着マスク | |
| JP6357777B2 (ja) | 積層マスクの製造方法 | |
| JP6256000B2 (ja) | 蒸着マスク装置の製造方法 | |
| JP6051876B2 (ja) | メタルマスクおよびメタルマスクの製造方法 | |
| TWI417403B (zh) | A manufacturing method of a vapor deposition mask, a method of manufacturing a vapor deposition mask, and a sheet having a vapor deposition mask | |
| US11211558B2 (en) | Deposition mask device and method of manufacturing deposition mask device | |
| TWI433941B (zh) | A method of manufacturing a vapor deposition mask, a method of manufacturing a vapor deposition mask, a method of manufacturing a sheet-like member for vapor deposition, | |
| JP2015129334A (ja) | 積層マスクの製造方法、積層マスクおよび保護フィルム付き積層マスク | |
| JP2014148746A (ja) | メタルマスクおよびメタルマスクの製造方法 | |
| JP6515520B2 (ja) | 蒸着マスクの製造方法、蒸着マスクを作製するために用いられる金属板および蒸着マスク | |
| JP6548085B2 (ja) | 蒸着マスクの製造方法 | |
| JP2014133934A (ja) | 蒸着マスクの製造方法および蒸着マスク | |
| JP6327542B2 (ja) | 積層マスクおよび積層マスクの製造方法 | |
| JP6191711B2 (ja) | 蒸着マスク、蒸着マスク装置、及び有機エレクトロルミネッセンス素子の製造方法 | |
| JP6372755B2 (ja) | 蒸着マスクの製造方法、蒸着マスクを作製するために用いられる金属板および蒸着マスク | |
| JP2015148002A (ja) | 蒸着マスク、蒸着マスク準備体、及び有機半導体素子の製造方法 | |
| JP2020007623A (ja) | 蒸着マスク、蒸着マスクの製造方法および有機el表示装置の製造方法 | |
| JP6868227B2 (ja) | 蒸着マスク | |
| JP2017222932A (ja) | 蒸着マスク装置の中間体 | |
| JP6332531B2 (ja) | 蒸着マスク材、蒸着マスク材の固定方法、有機半導体素子の製造方法 | |
| JP7104902B2 (ja) | 蒸着マスクの製造方法、及び蒸着マスクを製造するために用いられる金属板の製造方法 | |
| JP6997973B2 (ja) | 蒸着マスク | |
| JP7232430B2 (ja) | 蒸着マスクの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151127 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160729 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160809 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161003 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170421 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170720 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20170728 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170818 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170831 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6210355 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |