JP6185973B2 - プレス機械のスライドクッション装置 - Google Patents
プレス機械のスライドクッション装置 Download PDFInfo
- Publication number
- JP6185973B2 JP6185973B2 JP2015234450A JP2015234450A JP6185973B2 JP 6185973 B2 JP6185973 B2 JP 6185973B2 JP 2015234450 A JP2015234450 A JP 2015234450A JP 2015234450 A JP2015234450 A JP 2015234450A JP 6185973 B2 JP6185973 B2 JP 6185973B2
- Authority
- JP
- Japan
- Prior art keywords
- cushion
- pressure
- slide
- hydraulic
- line
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/10—Die sets; Pillar guides
- B21D37/12—Particular guiding equipment, e.g. pliers; Special arrangements for interconnection or cooperation of dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/02—Die-cushions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/04—Blank holders; Mounting means therefor
- B21D24/08—Pneumatically or hydraulically loaded blank holders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/10—Devices controlling or operating blank holders independently, or in conjunction with dies
- B21D24/14—Devices controlling or operating blank holders independently, or in conjunction with dies pneumatically or hydraulically
Description
<プレス機械>
図1は本発明に係るスライドクッション装置を含むプレス機械全体の概略構成図である。
スライドクッション装置100は、主としてスライド14の直下に配設された板材102の内部に一体形成された複数の液圧シリンダ(油圧シリンダ群)110と、上金型20の凹部に上下動可能に配置された加圧部材120と、加圧部材120に配設された複数のスライドクッションピン(クッションピン)122と、スライドクッション用油圧装置(スライドクッション用液圧装置)150とから構成されている。
ダイクッション装置200は、主としてブランクホルダ202と、ブランクホルダ202を複数のダイクッションピン204を介して支持するダイクッションパッド210と、ダイクッションパッド210を支持し、ダイクッションパッド210にダイクッション力を発生させる油圧シリンダ(液圧シリンダ)220と、ダイクッション用油圧装置250とから構成されている。
図5は、図4に示したスライドクッション用油圧装置150を拡大した構成図である。
図6は、図4に示した給油装置190を拡大した構成図である。
本例のスライドクッション装置100を使用する場合、スライドクッション用油圧装置150に対して作動油を加圧封入する準備・段取り作業を行う必要がある。
ユーザがプレス機械10に金型を装着する場合、ユーザ側でシステム圧を脱圧することが考えられるが、通常の金型装着時は、以下に示すようにシステム圧が作用したまま金型の装着作業が可能である。
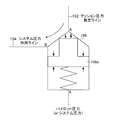
次に、ロジック弁158及びパイロットリリーフ弁160によるスライドクッション圧力制御について説明する。
AB:Bポート側受圧面積
AX:Xポート側受圧面積
PA:Aポート圧力(クッション圧力)
PB:Bポート圧力(システム圧力)
PX:Xポート圧力(パイロット圧力)
F:ばね力
fQ:流体力
ここで、以下に示す[数1]式を満たす場合、ロジック弁158のポペット158aには、Xポート側に押し下げられる力が働いて弁が開き、[数2]式を満たす場合、ロジック弁158のポペット158aには、Aポート側に押し下げられる力が働いて弁が閉じる。
AA・PA+AB・PB>AX・PX+F+fQ
[数2]
AA・PA+AB・PB<AX・PX+F++fQ
[数1]式、[数2]式において、AA、AB、AX、PB、Fは定数であるため、ロジック弁158では、スライドクッション圧力(Aポート圧力)PAとパイロット圧力(Xポート圧力)PXと、弁を流れる流量を妨げる方向に作用する流体力fQとのバランスに応じて弁の開閉動作が行われる。
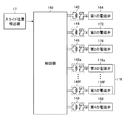
図8はスライドクッション装置100に適用される制御器140の実施形態を示すブロック図である。
次に、プレス機械10の1サイクル期間におけるスライドクッション装置100の各機能について説明する。
スライド14が上死点に位置する時、第2の電磁弁172、176のうちの少なくとも一方(本例では、第2の電磁弁176)が励磁(ON制御)され(図9(D))、アキュムレータ156が接続されているシステム圧力作用ライン154は、第2の電磁弁176、クッション圧力発生ライン152、及び励磁状態の第3の電磁弁116a、116e、116fを介して選択された9基の油圧シリンダ110a、110d、110e、油圧シリンダ110k、110m、110o、油圧シリンダ110f、110i、110jの各加圧室に通じている。
成形開始(加圧部材120が材料(ブランク)30に接触する)前のある(予め設定された)スライド位置に到達すると、第2の電磁弁176を励磁解除(OFF制御)する(図9(D))。この状態では、スライドクッション圧力作用に使用する9基の油圧シリンダの加圧室に9MPaが作用している状態は不変である。
[スライドクッション圧力作用]
スライド14が下降し、加圧部材120が下金型(パンチ型)22の上面に接し(つつ、ブランクホルダ202に保持され)ている材料30に接触した時点で、プレス成形が開始される。
更にスライド14を(やや)下降し、上金型(ダイス型)20が材料30を介してブランクホルダ202に接触した時点(スライドクッション圧力が作用開始し、75%程度昇圧完了した昇圧過程終盤の時点)で、ダイクッション圧力が作用開始する。尚、ダイクッション圧力の制御は、本発明に係る制御ではないが、後で簡単に説明する。
<スライドクッション脱圧→ロッキングと平行してダイクッション脱圧→ロッキング>
[スライドクッション脱圧]
スライド14が下降し、下死点あるいはその僅か手前(下死点近傍)に至った時点で、第1の電磁弁164をONさせると(図9(B))、ロジック弁158のポペットは(ポペットを閉ざす方向に作用していたパイロット圧力がシステム圧力作用ライン154に開放される為)開く方向に移動し、スライドクッション圧力は、システム圧力(第1のシステム圧力)よりやや大きい第2のシステム圧力(第1のシステム圧力とロジック弁158のバネ力相当のクラッキング圧との総和に等しい圧力)まで脱圧(低下)する。この段階でロジック弁158のポペットは閉じる。
スライド14が下死点から上昇に転じ、下死点から若干量(1mm前後)上昇すると、スライドクッション圧力は、ロジック弁158が閉じてシステム圧力作用ライン154から遮断されている作用とピストン部材112がスライドクッションピン122を介して押圧される力が開放される作用とによって、ほぼ0MPaまで脱圧し(低下し)、スライド位置1mm前後の(下死点近傍)位置に停止する(ロッキングする)。
スライド14が更に上昇し、下死点から10mmに達した時点で、第2の電磁弁172、176をON制御すると(図9(C),(D))、クッション圧力発生ライン152にはシステム圧力作用ライン154のシステム圧力(9MPa)が絞り弁170、174を介して通じ、システム圧力作用ライン154からクッション圧力発生ライン152に油流が生じ、ピストン部材112は(製品高さが約70mmある)製品を下方に押し出す(突き落とす)べく作用する。押し出す過程で(押し出し)ストロークのうちの3/4ストロークした時点で第2の電磁弁172をOFF制御して押し出し速度を減速し、スライド14が丁度80mm程度に上昇した時点で、ピストン部材112は突出し(機械)限位置に到達する。製品は、下金型22上に“そっと”ショック無く置かれる状態になる。その状態でダイクッションパッド210は、依然としてスライド下死点以下の位置に停止している。
スライド14が更に160mm程度に上昇した時点で、ダイクッションパッド210は、ブランクホルダ202を介して製品を初期位置(=ダイクッション開始位置=製品搬送位置)までノックアウトしながら上昇する。
スライド14が更に上昇して上死点に至る(戻る)と、この時点で第1の電磁弁164をOFF制御する(図9(B))。
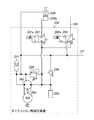
図10は、図1に示したダイクッション用油圧装置250の実施形態を示す回路図である。尚、このダイクッション用油圧装置250は、特開2006−315074号公報で開示されているものと同等のものであるが、2ポート2位置電磁切換弁(以下、単に「第1の切換弁」という)267と、3ポート2位置電磁切換弁(以下、単に「第2の切換弁」という)268とが追加されている点で相違する。また、本実施形態のダイクッション用油圧装置250は、スライドクッション装置100に対してクッション圧力先行加圧ライン155を介して圧油の供給が可能であり、また、スライドクッション装置100から先行加圧油量排出ライン157を介して排出される作動油を受入する。
スライドクッション圧力作用時において、ロジック弁158によりスライドクッション圧力の圧油がシステム圧力に開放される場合は、ロジック弁158による圧油の絞り作用により作動油が発熱する。
Claims (11)
- プレス機械のスライドを構成する板材又は前記スライドの直下に配設された板材の内部に一体形成された複数の液圧シリンダと、
前記スライドと共に上下動する上金型の凹部に上下動可能に配置され、前記上金型に対向する下金型の凸部との間で材料を押圧する加圧部材と、
前記加圧部材に配設され、前記上金型を貫通して前記液圧シリンダのピストン部材に当接するクッションピンと、
少なくとも前記クッションピンが当接する前記液圧シリンダの加圧室に供給する液圧を制御するスライドクッション用液圧装置と、を備え、
前記スライドクッション用液圧装置は、クッション圧力発生ラインと、所定のシステム圧力に作動液が保持されるシステム圧力作用ラインとを有し、
前記複数の液圧シリンダの各加圧室は、前記複数の液圧シリンダと同数の複数の切換弁のうちのいずれか1つの切換弁を介して前記クッション圧力発生ライン又は前記システム圧力作用ラインに接続され、又は前記複数の液圧シリンダよりも少ない複数の切換弁のうちのいずれか1つの切換弁を介して前記クッション圧力発生ライン又は前記システム圧力作用ラインに接続され、
前記スライドクッション用液圧装置は、前記クッション圧力発生ラインと前記システム圧力作用ラインとの間に配設され、スライドクッション圧力作用時にメインリリーフ弁として動作可能なパイロット駆動式のロジック弁と、前記クッション圧力発生ラインと前記システム圧力作用ラインとの間に配設され、前記ロジック弁を制御するパイロット圧力を発生させるパイロットリリーフ弁とを含んで構成されるプレス機械のスライドクッション装置。 - プレス機械のスライドを構成する板材又は前記スライドの直下に配設された板材の内部に一体形成された複数の液圧シリンダと、
前記スライドと共に上下動する上金型の凹部に上下動可能に配置され、前記上金型に対向する下金型の凸部との間で材料を押圧する加圧部材と、
前記加圧部材に配設され、前記上金型を貫通して前記液圧シリンダのピストン部材に当接するクッションピンと、
少なくとも前記クッションピンが当接する前記液圧シリンダの加圧室に供給する液圧を制御するスライドクッション用液圧装置と、を備え、
前記スライドクッション用液圧装置は、クッション圧力発生ラインと、所定のシステム圧力に作動液が保持されるシステム圧力作用ラインとを有し、
前記複数の液圧シリンダの各加圧室は、前記クッション圧力発生ラインに直接接続され、
前記スライドクッション用液圧装置は、前記クッション圧力発生ラインと前記システム圧力作用ラインとの間に配設され、スライドクッション圧力作用時にメインリリーフ弁として動作可能なパイロット駆動式のロジック弁と、前記クッション圧力発生ラインと前記システム圧力作用ラインとの間に配設され、前記ロジック弁を制御するパイロット圧力を発生させるパイロットリリーフ弁とを含んで構成されるプレス機械のスライドクッション装置。 - プレス機械のスライドを構成する板材又は前記スライドの直下に配設された板材の内部に一体形成された複数の液圧シリンダと、
前記スライドと共に上下動する上金型の凹部に上下動可能に配置され、前記上金型に対向する下金型の凸部との間で材料を押圧する加圧部材と、
前記加圧部材に配設され、前記上金型を貫通して前記液圧シリンダのピストン部材に当接するクッションピンと、
少なくとも前記クッションピンが当接する前記液圧シリンダの加圧室に供給する液圧を制御するスライドクッション用液圧装置と、を備え、
前記スライドクッション用液圧装置は、クッション圧力発生ラインと、所定のシステム圧力に作動液が保持されるシステム圧力作用ラインとを有し、
前記複数の液圧シリンダの各加圧室は、前記複数の液圧シリンダと同数の複数の切換弁のうちのいずれか1つの切換弁を介して前記クッション圧力発生ライン又は前記システム圧力作用ラインに接続され、又は前記複数の液圧シリンダよりも少ない複数の切換弁のうちのいずれか1つの切換弁を介して前記クッション圧力発生ライン又は前記システム圧力作用ラインに接続され、
前記スライドクッション用液圧装置には、作動液が加圧封入され、前記クッション圧力発生ラインと前記システム圧力作用ラインとの間には、前記作動液を加圧及び給液するための液圧ポンプが設けられていないプレス機械のスライドクッション装置。 - プレス機械のスライドを構成する板材又は前記スライドの直下に配設された板材の内部に一体形成された複数の液圧シリンダと、
前記スライドと共に上下動する上金型の凹部に上下動可能に配置され、前記上金型に対向する下金型の凸部との間で材料を押圧する加圧部材と、
前記加圧部材に配設され、前記上金型を貫通して前記液圧シリンダのピストン部材に当接するクッションピンと、
少なくとも前記クッションピンが当接する前記液圧シリンダの加圧室に供給する液圧を制御するスライドクッション用液圧装置と、を備え、
前記スライドクッション用液圧装置は、クッション圧力発生ラインと、所定のシステム圧力に作動液が保持されるシステム圧力作用ラインとを有し、
前記複数の液圧シリンダの各加圧室は、前記クッション圧力発生ラインに直接接続され、
前記スライドクッション用液圧装置には、作動液が加圧封入され、前記クッション圧力発生ラインと前記システム圧力作用ラインとの間には、前記作動液を加圧及び給液するための液圧ポンプが設けられていないプレス機械のスライドクッション装置。 - 前記複数の液圧シリンダの数をNとすると、前記Nは10以上である請求項1から4のいずれか1項に記載のプレス機械のスライドクッション装置。
- 前記複数の液圧シリンダの1つの最大推力をfとしたときの前記N基の液圧シリンダの総最大推力N×fは、仕様上の最大スライドクッション力の1.5倍以上である請求項5に記載のプレス機械のスライドクッション装置。
- 前記システム圧力作用ラインには、0.3Mpa〜10.0Mpaの範囲のシステム圧力に作動液を保持するアキュムレータが接続される請求項1から6のいずれか1項に記載のプレス機械のスライドクッション装置。
- 前記スライドクッション用液圧装置は、前記ロジック弁のパイロットポートに作用する圧力を、前記パイロット圧力と前記システム圧力とのいずれか一方に切り換える第1の電磁弁を含む請求項1又は2に記載のプレス機械のスライドクッション装置。
- 前記スライドクッション用液圧装置は、前記クッション圧力発生ラインと前記システム圧力作用ラインとの間に配設され、前記クッション圧力発生ラインと前記システム圧力作用ラインとの間を開閉する第2の電磁弁を含む請求項8に記載のプレス機械のスライドクッション装置。
- 前記第1の電磁弁及び前記第2の電磁弁を制御する制御器であって、前記スライドの下降期間に前記ロジック弁のパイロットポートに前記パイロット圧力が印加されるように前記第1の電磁弁を制御し、前記スライドの上昇期間に前記第2の電磁弁が開くように前記第2の電磁弁を制御する制御器を備えた請求項9に記載のプレス機械のスライドクッション装置。
- 前記クッション圧力発生ラインには、逆止弁を介して外部液圧装置から加圧された作動液の供給が可能なクッション圧力先行加圧ラインが接続され、
前記システム圧力作用ラインには、リリーフ弁を介して先行加圧液量排出ラインが接続される請求項1、2、8から10のいずれか1項に記載のプレス機械のスライドクッション装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015234450A JP6185973B2 (ja) | 2015-12-01 | 2015-12-01 | プレス機械のスライドクッション装置 |
| EP16200859.3A EP3175936B1 (en) | 2015-12-01 | 2016-11-28 | Slide cushion device of press machine |
| US15/366,237 US9808849B2 (en) | 2015-12-01 | 2016-12-01 | Slide cushion device of press machine |
| CN201611093686.9A CN106807842B (zh) | 2015-12-01 | 2016-12-01 | 压力机的滑动缓冲装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015234450A JP6185973B2 (ja) | 2015-12-01 | 2015-12-01 | プレス機械のスライドクッション装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017100155A JP2017100155A (ja) | 2017-06-08 |
| JP6185973B2 true JP6185973B2 (ja) | 2017-08-23 |
Family
ID=57421686
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015234450A Active JP6185973B2 (ja) | 2015-12-01 | 2015-12-01 | プレス機械のスライドクッション装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9808849B2 (ja) |
| EP (1) | EP3175936B1 (ja) |
| JP (1) | JP6185973B2 (ja) |
| CN (1) | CN106807842B (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109794540A (zh) * | 2019-04-02 | 2019-05-24 | 南通华德锻压机床有限公司 | 一种拉伸液压机液压垫行程控制装置 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI625176B (zh) * | 2017-07-28 | 2018-06-01 | 連傑油壓工業股份有限公司 | 節能液壓成形設備 |
| CN108859210B (zh) * | 2018-07-13 | 2024-04-16 | 苏州普莱特环保新材料有限公司 | 一种复合生产线无衬板成品冷压机 |
| CN108580637B (zh) * | 2018-07-18 | 2019-09-10 | 广东永基电力器材厂有限公司 | 一种具有缓冲保护作用的冲压装置 |
| CN109772989B (zh) * | 2019-03-06 | 2023-08-08 | 浙江易锻精密机械有限公司 | 一种气垫自动调整系统的调整方法 |
| KR102184178B1 (ko) * | 2019-05-24 | 2020-11-27 | 충북대학교 산학협력단 | 유압 어큐뮬레이터를 이용한 다중 유압 실린더의 유압 제어 장치 및 이를 구비한 케이슨 제작용 유압식 리프팅 장치 |
| KR102184172B1 (ko) * | 2019-05-24 | 2020-11-27 | 충북대학교 산학협력단 | 밸브와 압력 센서를 이용한 다중 유압 실린더의 유압 제어 장치 및 이를 구비한 케이슨 제작용 유압식 리프팅 장치 |
| IT202000002302A1 (it) * | 2020-02-06 | 2021-08-06 | Special Springs Srl | Attrezzatura perfezionata per il ritorno controllato degli steli nei cilindri applicati a presse di stampaggio |
| KR20220016765A (ko) * | 2020-08-03 | 2022-02-10 | 주식회사전우정밀 | 서보 프레스의 운동 모사가 가능한 기계식 프레스 장치 |
| CN112420361B (zh) * | 2020-11-11 | 2022-01-04 | 广东电网有限责任公司 | 一种有载调压油浸式电力变压器 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2233164A (en) * | 1938-06-13 | 1941-02-25 | Rudolph W Glasner | Press |
| US3435653A (en) * | 1966-01-21 | 1969-04-01 | Nat Dairy Prod Corp | Forming method and apparatus |
| US3425257A (en) * | 1966-03-03 | 1969-02-04 | Elmer F Heiser | Forming apparatus and fluid spring therein |
| JPS60171628U (ja) * | 1984-04-23 | 1985-11-14 | マツダ株式会社 | プレス成形装置 |
| DE4105839A1 (de) * | 1991-02-25 | 1992-08-27 | Dieffenbacher Gmbh Maschf | Hydroelastische tiefzieheinrichtung |
| CA2077510C (en) * | 1991-09-04 | 1997-01-28 | Kazunari Kirii | Hydraulic cushioning system for press, having shut-off valve for disconnection of pressure-pin cylinders from power supply upon contact of movable die with workpiece |
| JP2753675B2 (ja) * | 1992-11-05 | 1998-05-20 | トヨタ自動車株式会社 | プレス機械のダイクッション装置 |
| US5457980A (en) | 1992-11-05 | 1995-10-17 | Toyota Jidosha Kabushiki Kaisha | Method and device for controlling, checking or optimizing pressure of cushion pin cylinders of press by discharging fluid or initial pressure |
| JP2727954B2 (ja) * | 1994-03-03 | 1998-03-18 | トヨタ自動車株式会社 | プレス装置 |
| JP2812201B2 (ja) * | 1994-07-15 | 1998-10-22 | トヨタ自動車株式会社 | プレス装置 |
| JPH0890096A (ja) * | 1994-09-13 | 1996-04-09 | Nissan Motor Co Ltd | プレス装置 |
| DE19711780A1 (de) * | 1997-03-21 | 1998-09-24 | Schuler Pressen Gmbh & Co | Zieheinrichtung für Ziehpressen |
| US5966981A (en) * | 1997-12-01 | 1999-10-19 | Teledyne Industries, Inc. | Press assembly |
| CN2467316Y (zh) * | 2000-12-27 | 2001-12-26 | 天津市锻压机床总厂 | 带有定位缓冲装置的液压机 |
| JP4316448B2 (ja) * | 2004-08-24 | 2009-08-19 | 本田技研工業株式会社 | プレス用金型装置 |
| JP4576639B2 (ja) * | 2005-05-16 | 2010-11-10 | アイダエンジニアリング株式会社 | プレス機械のダイクッション装置 |
| CN101722229B (zh) * | 2008-10-16 | 2011-09-14 | 钱国钧 | 一种自动送料多工位级进模 |
| KR101509708B1 (ko) * | 2013-09-05 | 2015-04-07 | 현대자동차 주식회사 | 프레스용 쿠션 핀 장치 |
-
2015
- 2015-12-01 JP JP2015234450A patent/JP6185973B2/ja active Active
-
2016
- 2016-11-28 EP EP16200859.3A patent/EP3175936B1/en active Active
- 2016-12-01 CN CN201611093686.9A patent/CN106807842B/zh active Active
- 2016-12-01 US US15/366,237 patent/US9808849B2/en active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109794540A (zh) * | 2019-04-02 | 2019-05-24 | 南通华德锻压机床有限公司 | 一种拉伸液压机液压垫行程控制装置 |
| CN109794540B (zh) * | 2019-04-02 | 2020-05-15 | 南通华德锻压机床有限公司 | 一种拉伸液压机液压垫行程控制装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3175936B1 (en) | 2020-01-01 |
| EP3175936A1 (en) | 2017-06-07 |
| JP2017100155A (ja) | 2017-06-08 |
| US20170151600A1 (en) | 2017-06-01 |
| CN106807842A (zh) | 2017-06-09 |
| CN106807842B (zh) | 2020-12-11 |
| US9808849B2 (en) | 2017-11-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6185973B2 (ja) | プレス機械のスライドクッション装置 | |
| KR101247618B1 (ko) | 프레스기계의 다이 쿠션장치 | |
| US6973780B2 (en) | Controller for a hydraulic press and method for the operation thereof | |
| KR101632746B1 (ko) | 실린더/피스톤 유닛의 동기화를 제어하고 정밀 블랭킹 또는 스탬핑 프레스에서의 성형 및/또는 정밀 블랭킹 도중의 압력 피크를 감소시키기 위한 방법 및 장치 | |
| CN106925653B (zh) | 模具缓冲装置和控制所述模具缓冲装置的方法 | |
| US9782816B2 (en) | Die cushion device | |
| US20180243811A1 (en) | Die cushion device | |
| US7197910B2 (en) | Die cushion apparatus of a press machine and surge pressure reduction method for a die cushion apparatus | |
| JP2018202464A (ja) | プレス機械のダブルブランク検出装置及びプレス機械の金型保護装置 | |
| US4214496A (en) | Shock dampening systems for presses | |
| CN111706559B (zh) | 一种快速冲压液压系统 | |
| CN108357142B (zh) | 液压脱模装置 | |
| JPH11197779A (ja) | 閉塞鍛造用油圧発生装置 | |
| GB1566992A (en) | Shearing press with shock damping system | |
| JP7419224B2 (ja) | ダイクッション装置 | |
| US2345353A (en) | Draw press | |
| JP7381438B2 (ja) | ダイクッション装置 | |
| JP2001079694A (ja) | ダイクッション装置 | |
| JPS5870999A (ja) | プレスのダイクツシヨン | |
| JP6554074B2 (ja) | 液圧プレス | |
| JP2017196658A (ja) | ダイクッション装置の加圧力の均等化装置 | |
| JP2022055499A (ja) | 油圧バランサー及び成型装置 | |
| JP2004034047A (ja) | 液圧プレス | |
| Palaniswamy et al. | Cushion Systems for Sheet Metal Forming | |
| JPH01273622A (ja) | 流体圧成形加工方法及び装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170519 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170710 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170725 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170728 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6185973 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |