JP6158718B2 - 射出成形機の金型保護設定値自動算出方法 - Google Patents
射出成形機の金型保護設定値自動算出方法 Download PDFInfo
- Publication number
- JP6158718B2 JP6158718B2 JP2014006305A JP2014006305A JP6158718B2 JP 6158718 B2 JP6158718 B2 JP 6158718B2 JP 2014006305 A JP2014006305 A JP 2014006305A JP 2014006305 A JP2014006305 A JP 2014006305A JP 6158718 B2 JP6158718 B2 JP 6158718B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- limit torque
- upper limit
- torque
- closing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000001746 injection moulding Methods 0.000 title claims description 34
- 238000004364 calculation method Methods 0.000 title description 38
- 238000000034 method Methods 0.000 claims description 27
- 230000004044 response Effects 0.000 claims description 3
- 238000000465 moulding Methods 0.000 description 16
- 230000008569 process Effects 0.000 description 9
- 230000008859 change Effects 0.000 description 6
- 238000002347 injection Methods 0.000 description 5
- 239000007924 injection Substances 0.000 description 5
- 230000013011 mating Effects 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000012544 monitoring process Methods 0.000 description 3
- 238000001816 cooling Methods 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000012778 molding material Substances 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images







Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
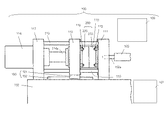
図8は、本発明の自動金型保護機能付き射出成形機を側面側から示す構造図である。本実施形態の自動金型保護機能付き射出成形機100は、可動型220と固定型210との型開閉制御を行う制御回路107を備え、当該制御回路107には、基準トルクに対するトルク加算割合の上限値である制御上限トルクを自動算出する自動金型保護機能が備わっている。そして、各種条件入力、及び結果等を表示するタッチパネル108が配されている(図8)。なお、この実施の形態の射出成形機において、基準トルクは、多数の試験に基づいて上記各種条件に対応して予め適する値をデータとして有しており、上記各種条件が与えられたときにトルク初期設定値として設定される。
図6は、本発明の射出成形機における金型保護設定値の自動算出手順を示すフローチャート図である。図1〜図5は、前記射出成形機におけるタッチパネル画面を示す図であり、図1から順に、画面遷移した図となっている。本発明の方法による金型保護設定値の自動算出手順を以下に説明する。
例えば算出度合いを“中”にすると、全体値を0.3mmに設定する。
例えば算出度合いを“高”にすると、全体値を0.2mmに設定する。
算出度合いを“中”にすると、一般的な設定となる。金型温度変化による影響でたまには再度型厚調整が必要となることがある。
算出度合いを“高”にすると、型締め開始位置(全体値)が小さくなるので、金型温度変化に対して敏感になる。連続成形後安定するまでの再度型厚調整の必要頻度が頻繁となるが、小物部品の成形に適している。
例えば算出度合いを“中”にすると、オフセット値を5.0%に設定する。
例えば算出度合いを“高”にすると、オフセット値を2.0%に設定する。
図3では、最新の上限トルクP43が8.8%にて型閉し、その結果、実測した最新型閉時間T3は1.01秒であった。
図4では、最新の上限トルクP44が11.8%にて型閉し、その結果、実測した最新型閉時間T4は0.88秒であった。
例えば算出度合いを“中”にすると、探索した最新の上限トルクを1.5倍にして型開閉制御の制御上限トルクとする。
例えば算出度合いを“高”にすると、探索した最新の上限トルクを1.2倍にして型開閉制御の制御上限トルクとする。
107 制御手段(制御回路)、
108 タッチパネル、
200 金型(可動型及び固定型)、
210 固定型、
220 可動型、
P41 トルク初期設定値、前回の上限トルク、
P42,P43,P44 最新の上限トルク、
P45 型開閉制御の金型保護設定値の制御上限トルク、
T1 初期型閉時間、
T2,T3,T4 最新型閉時間
Claims (2)
- 制御手段によって可動型と固定型の型開閉制御を行う射出成形機において、型開閉制御における駆動装置の制御上限トルクを自動算出する方法であり、トルク初期設定値を上限トルクにして型閉して初期型閉時間を実測し、次に、前回の上限トルクを半減させた最新の上限トルクにて型閉して最新型閉時間を実測し、前回型閉時間を基準としたときの前記最新型閉時間が10%超の割合で増加するまで前回の上限トルクを半減させた最新の上限トルクにて型閉して最新型閉時間を実測する工程を繰り返し、次に、前回の上限トルクと最新の上限トルクの定格出力比での差が3%以内でかつ前記初期型閉時間を基準としたときの最新型閉時間が10%以内の割合で増加する条件を満たしたときは前記最新の上限トルクに対して予め設定した型締め開始位置の大きさに対応して型開閉動作の安全に適する倍率で上限トルクを大きくする所定の係数を掛けるとともに、前記条件を満たさないときは、前回の上限トルクの定格出力比の1%以上3%以下の範囲で増加させた最新の上限トルクにて型閉して最新型閉時間を実測する工程を繰り返して前記条件を満たす最新の上限トルクを自動探索し、探索した最新の上限トルクに前記所定の係数を掛けることによって、型開閉制御の金型保護設定値の前記制御上限トルクを決定することを特徴とする射出成形機の金型保護設定値自動算出方法。
- 前記トルク初期設定値を定格出力比で20%以上35%以内とすることを特徴とする請求項1記載の射出成形機の金型保護設定値自動算出方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014006305A JP6158718B2 (ja) | 2014-01-17 | 2014-01-17 | 射出成形機の金型保護設定値自動算出方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014006305A JP6158718B2 (ja) | 2014-01-17 | 2014-01-17 | 射出成形機の金型保護設定値自動算出方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015134438A JP2015134438A (ja) | 2015-07-27 |
| JP6158718B2 true JP6158718B2 (ja) | 2017-07-05 |
Family
ID=53766682
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014006305A Active JP6158718B2 (ja) | 2014-01-17 | 2014-01-17 | 射出成形機の金型保護設定値自動算出方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6158718B2 (ja) |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07121529B2 (ja) * | 1990-03-23 | 1995-12-25 | 株式会社ソディック | 金型保護装置 |
| JP2923710B2 (ja) * | 1992-02-03 | 1999-07-26 | 株式会社名機製作所 | 金型保護装置およびその自動設定方法 |
| JP2731800B2 (ja) * | 1993-10-20 | 1998-03-25 | 日精樹脂工業株式会社 | 射出成形機の成形条件設定方法 |
| JP3648059B2 (ja) * | 1998-06-25 | 2005-05-18 | 東洋機械金属株式会社 | 成形機 |
| JP3080617B1 (ja) * | 1999-07-19 | 2000-08-28 | ファナック株式会社 | 射出成形機の金型保護装置 |
| JP3522653B2 (ja) * | 2000-06-02 | 2004-04-26 | 日精樹脂工業株式会社 | 射出成形機の異物検出方法 |
| JP3795323B2 (ja) * | 2000-12-05 | 2006-07-12 | 日精樹脂工業株式会社 | 射出成形機の異物検出方法 |
| JP3894903B2 (ja) * | 2003-05-02 | 2007-03-22 | 日精樹脂工業株式会社 | 射出成形機の型締制御方法 |
| JP4177800B2 (ja) * | 2003-12-25 | 2008-11-05 | 日精樹脂工業株式会社 | 型締装置の金型保護方法 |
| JP4278592B2 (ja) * | 2004-09-08 | 2009-06-17 | 株式会社日本製鋼所 | 射出成形機の金型保護方法 |
| JP4689559B2 (ja) * | 2006-08-28 | 2011-05-25 | 住友重機械工業株式会社 | 型締装置及び型締装置の制御方法 |
| JP4982273B2 (ja) * | 2007-07-06 | 2012-07-25 | 日精樹脂工業株式会社 | 成形機のデータ表示方法 |
-
2014
- 2014-01-17 JP JP2014006305A patent/JP6158718B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015134438A (ja) | 2015-07-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR0143606B1 (ko) | 사출 성형기에 있어서의 사출 성형 제어 방법 | |
| JP6244165B2 (ja) | 成形条件診断装置 | |
| JP3080617B1 (ja) | 射出成形機の金型保護装置 | |
| US8696342B2 (en) | Waveform monitor apparatus of injection molding machine | |
| JP6014060B2 (ja) | 射出成形機の制御方法及び装置 | |
| JP5770317B2 (ja) | 射出成形機の型締力設定装置および型締力設定方法 | |
| WO2016072262A1 (ja) | ダイカストマシンの金型内モニタリング装置 | |
| JP2004122579A (ja) | 射出成形機 | |
| JP5363035B2 (ja) | 射出成形機のエジェクタ異常検出装置 | |
| JP5289528B2 (ja) | 射出成形機のノズルタッチ制御装置 | |
| JP6158718B2 (ja) | 射出成形機の金型保護設定値自動算出方法 | |
| EP3939765B1 (en) | Injection molding method and injection molding machine | |
| JPWO2019142472A1 (ja) | 射出成形機 | |
| JP6012563B2 (ja) | 射出成形機の型締め装置 | |
| JP3892852B2 (ja) | 電動射出成形機の負荷検出装置 | |
| JP2009234144A (ja) | トグル式型締装置を備えた射出成形機 | |
| JP6043747B2 (ja) | 射出成形機の制御方法 | |
| US7980844B2 (en) | Injection molding machine and method for determining closure of check ring | |
| JP5739399B2 (ja) | 射出成形機の成形方法 | |
| JP2649009B2 (ja) | 射出成形機の計量値設定方法及び装置 | |
| JP2012187787A (ja) | 成形条件の調整支援方法および射出成形機 | |
| JP2012200879A (ja) | 射出成形機のノズルタッチ制御装置 | |
| JP2016221709A (ja) | 産業機械 | |
| JP2014240162A (ja) | 射出成形機のバルブゲート制御装置 | |
| JP5570581B2 (ja) | 電動射出成形機のモータ動力遮断装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160629 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170224 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170301 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170424 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170606 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170608 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6158718 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |