JP6156566B2 - 診断装置、診断方法、プログラムおよび診断システム - Google Patents
診断装置、診断方法、プログラムおよび診断システム Download PDFInfo
- Publication number
- JP6156566B2 JP6156566B2 JP2016217144A JP2016217144A JP6156566B2 JP 6156566 B2 JP6156566 B2 JP 6156566B2 JP 2016217144 A JP2016217144 A JP 2016217144A JP 2016217144 A JP2016217144 A JP 2016217144A JP 6156566 B2 JP6156566 B2 JP 6156566B2
- Authority
- JP
- Japan
- Prior art keywords
- information
- context information
- tool
- detection information
- model
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


























Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01H—MEASUREMENT OF MECHANICAL VIBRATIONS OR ULTRASONIC, SONIC OR INFRASONIC WAVES
- G01H3/00—Measuring characteristics of vibrations by using a detector in a fluid
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M99/00—Subject matter not provided for in other groups of this subclass
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01H—MEASUREMENT OF MECHANICAL VIBRATIONS OR ULTRASONIC, SONIC OR INFRASONIC WAVES
- G01H17/00—Measuring mechanical vibrations or ultrasonic, sonic or infrasonic waves, not provided for in the preceding groups
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G15/00—Apparatus for electrographic processes using a charge pattern
- G03G15/55—Self-diagnostics; Malfunction or lifetime display
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/406—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by monitoring or safety
- G05B19/4065—Monitoring tool breakage, life or condition
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06N—COMPUTING ARRANGEMENTS BASED ON SPECIFIC COMPUTATIONAL MODELS
- G06N20/00—Machine learning
-
- G—PHYSICS
- G07—CHECKING-DEVICES
- G07C—TIME OR ATTENDANCE REGISTERS; REGISTERING OR INDICATING THE WORKING OF MACHINES; GENERATING RANDOM NUMBERS; VOTING OR LOTTERY APPARATUS; ARRANGEMENTS, SYSTEMS OR APPARATUS FOR CHECKING NOT PROVIDED FOR ELSEWHERE
- G07C3/00—Registering or indicating the condition or the working of machines or other apparatus, other than vehicles
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G2215/00—Apparatus for electrophotographic processes
- G03G2215/00362—Apparatus for electrophotographic processes relating to the copy medium handling
- G03G2215/00535—Stable handling of copy medium
- G03G2215/00611—Detector details, e.g. optical detector
- G03G2215/00637—Acoustic detector
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/37—Measurements
- G05B2219/37245—Breakage tool, failure
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/50—Machine tool, machine tool null till machine tool work handling
- G05B2219/50276—Detect wear or defect tool, breakage and change tool
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06N—COMPUTING ARRANGEMENTS BASED ON SPECIFIC COMPUTATIONAL MODELS
- G06N7/00—Computing arrangements based on specific mathematical models
- G06N7/01—Probabilistic graphical models, e.g. probabilistic networks
Description
図1は、第1の実施形態にかかる診断システムの構成例を示すブロック図である。図1に示すように、診断システムは、加工機200と、診断装置100と、を含む。加工機200は、診断装置100による診断の対象となる対象装置の一例である。
第1の実施形態では、1種類の検知情報を用いて正常か否かを判定していた。判定に用いる検知情報の個数は1に限られず、2以上であってもよい。第2の実施形態の診断システムは、複数の検知情報を用いて加工機200の異常を判定する。
コンテキスト情報は、ある駆動部212が駆動されている区間を示しているだけであり、例えば、この駆動部212により工具213が回転し材料に当たって加工している、実際の加工区間を厳密に抽出できない場合がある。すなわち、異常判定の精度が悪くなる場合がある。
変形例2では特徴情報の抽出(加工区間の特定)に区間特定信号を使用する。区間特定信号は、加工機200から送信されたコンテキスト情報をもとに診断装置100で生成するが、加工機200で生成して診断装置100に送信してもよい。
上述のように、正常か否かを判定するとき、尤度の値自体を用いてもよいし、尤度の変動を示す値を用いてもよい。変形例3では、尤度の変動を示す値の例について説明する。尤度の変動を示す値として、例えば、尤度の分散を用いることができる。例えば区間Xでの尤度の分散は、以下の(1)式により算出される。nXは区間Xでのフレーム数、kはフレームのインデックス、xiはフレームiでの尤度(フレーム尤度)、μXは区間Xでのフレーム尤度の平均、を表す。なおフレームは、尤度を算出する単位区間に相当する。

r(k)=VS(k)/VL(k) ・・・(2)
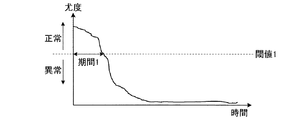
判定部102は、尤度と閾値との比較で正常か異常かを判定するだけでなく、尤度の経時変化も判定して出力するように構成してもよい。例えば、1つの正常時のモデルを用いる場合、判定部102は、算出した尤度を記憶部111等に記憶し、尤度の変化(経時的に減少しているか、など)を求めてもよい。
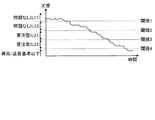
判定部102は、複数の閾値を用いて品質の程度(ランク、レベル)を判定するように構成してもよい。図21および図22は、複数の閾値を用いる例を説明するための図である。各図は、4つの閾値(閾値1〜閾値4)を用いる例であるが、閾値の個数は4に限られない。
判定部102は、品質ランクに応じて定められる複数のモデルを用いて複数の尤度を算出し、正常か否かの判定とともに、正常である場合の品質ランクを判定してもよい。図23−1〜図23−3は、変形例6による判定方法の一例を説明するための図である。
判定部102は、複数のモデルを経過時間に応じて切り替えて使用して判定を実行してもよい。図24−1〜図24−3は、変形例7による判定方法の一例を説明するための図である。
判定部102は、品質ランクに応じて定められる複数のモデルのうち、指定されたモデルを用いて判定を実行してもよい。例えば、より高品質な加工物が要求される場合は、判定部102は、高い品質ランクに対して定められるモデルを用いる。通常の品質の加工物が要求される場合は、判定部102は、高品質ランクより小さい品質ランクに対して定められるモデルを用いる。いずれのモデルを用いるかは、例えば、受信部101aにより受信されるコンテキスト情報、および、受付部103などを介して受け付けられる情報などを用いて決定してもよい。
52 ROM
53 RAM
54 通信I/F
55 駆動制御回路
56 モータ
57 センサ
58 バス
61 CPU
62 ROM
63 RAM
64 通信I/F
65 HDD
66 バス
100 診断装置
101 通信制御部
101a 受信部
101b 送信部
102 判定部
103 受付部
104 特徴抽出部
105 生成部
111 記憶部
200 加工機
201 数値制御部
202 通信制御部
203 工作機械
211 センサ
212 駆動部
Claims (14)
- 加工機を構成する工具の動作を規定する複数のコンテキスト情報のうち所定の動作に対応するコンテキスト情報と、前記工具による動作に応じて変化する物理量の検知情報と、を受信する受信部と、
前記検知情報に基づいて、前記工具が被加工物に対して加工動作を実行中である期間の前記検知情報を特定し、該特定された検知情報と、1以上の前記コンテキスト情報それぞれに対して定められる1以上のモデルのうち受信された前記コンテキスト情報に対応するモデルと、を用いて、前記工具の状態を判定する判定部と、
を備える診断装置。 - 前記判定部は、さらに前記コンテキスト情報に基づいて前記工具が被加工物に対して加工動作を実行中である期間の前記検知情報を特定する、
請求項1に記載の診断装置。 - 前記受信部は、異なる物理量にそれぞれ対応する複数の検知情報を受信し、
前記判定部は、複数の前記検知情報のうち、前記コンテキスト情報に応じて定められる前記検知情報と、受信された前記コンテキスト情報に対応するモデルとを用いて、前記工具の状態を判定する、
請求項1に記載の診断装置。 - モデルが定められていないコンテキスト情報が受信された場合に、前記コンテキスト情報に対応する前記検知情報を用いて、モデルが定められていないコンテキスト情報に対するモデルを生成する生成部をさらに備える、
請求項1に記載の診断装置。 - 前記受信部が受信する前記コンテキスト情報と異なるコンテキスト情報の入力を受け付ける受付部をさらに備え、
前記判定部は、受信された前記検知情報と、前記受信部によって受信された前記コンテキスト情報および前記受付部によって受け付けられたコンテキスト情報のうち少なくとも一方に対応するモデルとを用いて、前記工具の状態を判定する、
請求項1に記載の診断装置。 - 前記判定部は、受信された前記検知情報の前記モデルに対する尤度を求め、前記尤度、および、前記尤度の変動を示す値のうち少なくとも一方と、閾値と、を比較することにより、前記工具の状態を判定する、
請求項1に記載の診断装置。 - 前記モデルは、前記加工機が正常に動作するときの前記物理量の検知情報を用いて生成され、
前記判定部は、受信された前記検知情報の前記モデルに対する尤度を求め、前記尤度に応じて定められる品質情報を出力する、
請求項1に記載の診断装置。 - 前記判定部は、前記尤度および前記尤度の変動を示す値のうち少なくとも一方と、複数の閾値と、を比較することにより、複数の品質情報のうちいずれかの品質情報を決定して出力する、
請求項7に記載の診断装置。 - 前記モデルは、前記コンテキスト情報と、品質とに応じて複数定められ、
前記判定部は、複数のモデルそれぞれに対して、前記工具の状態を判定し、正常であると判定されたモデルに対応する品質を示す情報を出力する、
請求項1に記載の診断装置。 - 前記コンテキスト情報は、前記加工機が備える駆動部の使用時間である、
請求項1に記載の診断装置。 - 前記モデルは、前記コンテキスト情報と、品質とに応じて複数定められ、
前記判定部は、指定された品質と受信された前記コンテキスト情報とに対応するモデルを用いて、前記工具の状態を判定する、
請求項1に記載の診断装置。 - 加工機を構成する工具の動作を規定する複数のコンテキスト情報のうち所定の動作に対応するコンテキスト情報と、前記工具による動作に応じて変化する物理量の検知情報と、を受信する受信ステップと、
前記検知情報に基づいて、前記工具が被加工物に対して加工動作を実行中である期間の前記検知情報を特定し、該特定された検知情報と、1以上の前記コンテキスト情報それぞれに対して定められる1以上のモデルのうち受信された前記コンテキスト情報に対応するモデルと、を用いて、前記工具の状態を判定する判定ステップと、
を含む診断方法。 - コンピュータに、
加工機を構成する工具の動作を規定する複数のコンテキスト情報のうち所定の動作に対応するコンテキスト情報と、前記工具による動作に応じて変化する物理量の検知情報と、を受信する受信ステップと、
前記検知情報に基づいて、前記工具が被加工物に対して加工動作を実行中である期間の前記検知情報を特定し、該特定された検知情報と、1以上の前記コンテキスト情報それぞれに対して定められる1以上のモデルのうち受信された前記コンテキスト情報に対応するモデルと、を用いて、前記工具の状態を判定する判定ステップと、
を実行させるためのプログラム。 - 診断装置と、前記診断装置の診断の対象となる加工機と、を備える診断システムであって、
前記診断装置は、
加工機を構成する工具の動作を規定する複数のコンテキスト情報のうち所定の動作に対応するコンテキスト情報と、前記工具による動作に応じて変化する物理量の検知情報と、を受信する受信部と、
前記検知情報に基づいて、前記工具が被加工物に対して加工動作を実行中である期間の前記検知情報を特定し、該特定された検知情報と、1以上の前記コンテキスト情報それぞれに対して定められる1以上のモデルのうち受信された前記コンテキスト情報に対応するモデルと、を用いて、前記工具の状態を判定する判定部と、を備え、
前記加工機は、
前記物理量を検知する検知部と、
検知された前記物理量を前記診断装置に送信する送信部と、を備える、
診断システム。
Priority Applications (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111215587.4A CN113867321A (zh) | 2015-12-25 | 2016-12-22 | 诊断设备、计算机程序和诊断系统 |
| EP16878958.4A EP3394693B1 (en) | 2015-12-25 | 2016-12-22 | Diagnostic device, computer program, and diagnostic system |
| US16/061,718 US11467024B2 (en) | 2015-12-25 | 2016-12-22 | Diagnostic device, computer program, and diagnostic system |
| PCT/JP2016/088471 WO2017111072A1 (en) | 2015-12-25 | 2016-12-22 | Diagnostic device, computer program, and diagnostic system |
| CN201680075792.6A CN108475052B (zh) | 2015-12-25 | 2016-12-22 | 诊断设备、计算机程序和诊断系统 |
| KR1020187017682A KR102069266B1 (ko) | 2015-12-25 | 2016-12-22 | 진단 장치, 컴퓨터 프로그램, 및 진단 시스템 |
| JP2017110699A JP7317458B2 (ja) | 2015-12-25 | 2017-06-05 | 診断装置、診断方法、プログラムおよび診断システム |
| JP2022084091A JP7338743B2 (ja) | 2015-12-25 | 2022-05-23 | 診断装置、診断方法、プログラムおよび診断システム |
| US17/886,786 US20220390271A1 (en) | 2015-12-25 | 2022-08-12 | Diagnostic device, computer program, and diagnostic system |
| JP2023136102A JP2023164467A (ja) | 2015-12-25 | 2023-08-24 | 診断装置、診断方法、プログラムおよび診断システム |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015254041 | 2015-12-25 | ||
| JP2015254041 | 2015-12-25 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017110699A Division JP7317458B2 (ja) | 2015-12-25 | 2017-06-05 | 診断装置、診断方法、プログラムおよび診断システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP6156566B2 true JP6156566B2 (ja) | 2017-07-05 |
| JP2017120622A JP2017120622A (ja) | 2017-07-06 |
Family
ID=59272080
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016217144A Active JP6156566B2 (ja) | 2015-12-25 | 2016-11-07 | 診断装置、診断方法、プログラムおよび診断システム |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11467024B2 (ja) |
| EP (1) | EP3394693B1 (ja) |
| JP (1) | JP6156566B2 (ja) |
| KR (1) | KR102069266B1 (ja) |
| CN (1) | CN108475052B (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110118576A (zh) * | 2018-02-06 | 2019-08-13 | 罗伯特·博世有限公司 | 用于设置和监视设备的方法 |
| DE102019001972A1 (de) | 2018-03-23 | 2019-09-26 | Fanuc Corporation | Störungserfassungsvorrichtung |
| CN111752215A (zh) * | 2019-03-29 | 2020-10-09 | 株式会社理光 | 诊断装置、诊断系统和计算机可读介质 |
| CN114286931A (zh) * | 2019-08-28 | 2022-04-05 | 三菱电机株式会社 | 异常部分检测装置、异常部分检测方法及程序 |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10732606B2 (en) * | 2016-05-13 | 2020-08-04 | Ricoh Company, Ltd. | Information processing apparatus, information processing method, and information processing system |
| JP6840953B2 (ja) | 2016-08-09 | 2021-03-10 | 株式会社リコー | 診断装置、学習装置および診断システム |
| JP7085370B2 (ja) | 2017-03-16 | 2022-06-16 | 株式会社リコー | 診断装置、診断システム、診断方法およびプログラム |
| JP6659647B2 (ja) * | 2017-09-29 | 2020-03-04 | ファナック株式会社 | 数値制御システム及び逆流防止弁状態検知方法 |
| JP6698604B2 (ja) * | 2017-09-29 | 2020-05-27 | ファナック株式会社 | 数値制御システム、及び工具状態検知方法 |
| JP6698603B2 (ja) | 2017-09-29 | 2020-05-27 | ファナック株式会社 | 数値制御システム、及び運転状態異常検知方法 |
| JP6691087B2 (ja) * | 2017-10-04 | 2020-04-28 | ファナック株式会社 | 熱変位補正システム |
| JP6683667B2 (ja) * | 2017-10-04 | 2020-04-22 | ファナック株式会社 | 熱変位補正システム |
| JP6708676B2 (ja) * | 2018-02-27 | 2020-06-10 | ファナック株式会社 | 異常要因特定装置 |
| JP2019191799A (ja) * | 2018-04-23 | 2019-10-31 | 株式会社日立製作所 | 故障予兆診断システム及び故障予兆診断方法 |
| JP6753893B2 (ja) | 2018-05-16 | 2020-09-09 | ファナック株式会社 | 熱変位補正装置 |
| JP7101131B2 (ja) * | 2019-01-31 | 2022-07-14 | ファナック株式会社 | 数値制御システム |
| JP7310195B2 (ja) * | 2019-03-20 | 2023-07-19 | 株式会社リコー | 診断装置、診断システム及び診断プログラム |
| JP7277199B2 (ja) * | 2019-03-26 | 2023-05-18 | キヤノン株式会社 | 画像形成装置、画像形成方法及び画像形成システム |
| IT201900007332A1 (it) * | 2019-05-27 | 2020-11-27 | Linari Eng S R L | Metodo e sistema per rilevare malfunzionamenti di un’apparecchiatura |
| CN110458824B (zh) * | 2019-08-08 | 2023-04-18 | 中国石油集团川庆钻探工程有限公司 | 一种钻头磨损检测方法 |
| JP7372876B2 (ja) | 2020-05-25 | 2023-11-01 | 株式会社日立製作所 | 異常検出システム、異常検出装置及び異常検出方法 |
| JP2023110670A (ja) * | 2022-01-28 | 2023-08-09 | 三菱重工航空エンジン株式会社 | 工具損傷確率推定装置、工具損傷確率推定方法、及び、プログラム |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3366248A (en) * | 1964-06-05 | 1968-01-30 | Kearney & Trecker Corp | Tool identification system |
| JPS62213909A (ja) | 1986-03-14 | 1987-09-19 | Hitachi Koki Co Ltd | 穿孔機 |
| US4918427A (en) * | 1989-03-27 | 1990-04-17 | General Electric Company | Multi-level tool break detection using multi-mode sensing |
| JP3193120B2 (ja) | 1992-06-01 | 2001-07-30 | エヌティエヌ株式会社 | 工具異常検出装置 |
| JPH11129145A (ja) | 1997-10-31 | 1999-05-18 | Denso Corp | 加工物の形状精度診断装置及び加工物の形状精度診断方法及び記録媒体 |
| JP2000317710A (ja) | 1999-05-07 | 2000-11-21 | Toyoda Mach Works Ltd | 工作機械における工具異常検出方法および装置 |
| JP2002014721A (ja) * | 2000-06-30 | 2002-01-18 | Mitsubishi Heavy Ind Ltd | 警報発生告知装置 |
| US6795778B2 (en) | 2001-05-24 | 2004-09-21 | Lincoln Global, Inc. | System and method for facilitating welding system diagnostics |
| JP2006184722A (ja) | 2004-12-28 | 2006-07-13 | Canon Inc | 自己診断機能を備えた画像形成装置 |
| JP4720765B2 (ja) * | 2007-03-02 | 2011-07-13 | パナソニック電工株式会社 | 電動工具制御システム |
| JP5301310B2 (ja) * | 2009-02-17 | 2013-09-25 | 株式会社日立製作所 | 異常検知方法及び異常検知システム |
| JP5363927B2 (ja) | 2009-09-07 | 2013-12-11 | 株式会社日立製作所 | 異常検知・診断方法、異常検知・診断システム、及び異常検知・診断プログラム |
| JP5822441B2 (ja) | 2010-07-13 | 2015-11-24 | 株式会社幸和電熱計器 | 切削加工評価装置 |
| JP5081998B1 (ja) | 2011-06-22 | 2012-11-28 | 株式会社日立エンジニアリング・アンド・サービス | 異常予兆診断装置及び異常予兆診断方法 |
| JP5808605B2 (ja) | 2011-08-17 | 2015-11-10 | 株式会社日立製作所 | 異常検知・診断方法、および異常検知・診断システム |
| CN105026885B (zh) * | 2013-01-09 | 2018-06-19 | 卡尔蔡司工业测量技术有限公司 | 用于求取旋转装置旋转误差的检验体 |
| JP5753286B1 (ja) * | 2014-02-05 | 2015-07-22 | 株式会社日立パワーソリューションズ | 情報処理装置、診断方法、およびプログラム |
| JP2015161745A (ja) * | 2014-02-26 | 2015-09-07 | 株式会社リコー | パターン認識システムおよびプログラム |
| JP6411769B2 (ja) | 2014-04-14 | 2018-10-24 | 株式会社日立製作所 | 状態監視装置 |
| JP6340236B2 (ja) * | 2014-04-15 | 2018-06-06 | 三菱重工工作機械株式会社 | 工作機械の診断方法及びシステム |
| US20160098645A1 (en) * | 2014-10-02 | 2016-04-07 | Microsoft Corporation | High-precision limited supervision relationship extractor |
| US9557698B2 (en) | 2014-11-20 | 2017-01-31 | Ricoh Company, Limited | Information processing apparatus, information processing method, and computer-readable storage medium for detecting an abnormity from sound data |
| JP6586788B2 (ja) | 2014-11-20 | 2019-10-09 | 株式会社リコー | 情報処理装置、情報処理方法、およびプログラム |
| JP6294262B2 (ja) * | 2015-05-19 | 2018-03-14 | ファナック株式会社 | 工作機械の異常検出機能を備えた異常検出装置、及び異常検出方法 |
| JP6706518B2 (ja) * | 2016-03-17 | 2020-06-10 | ローランドディー.ジー.株式会社 | 加工時間予測装置、切削加工システムおよび加工時間予測方法 |
-
2016
- 2016-11-07 JP JP2016217144A patent/JP6156566B2/ja active Active
- 2016-12-22 KR KR1020187017682A patent/KR102069266B1/ko active IP Right Grant
- 2016-12-22 EP EP16878958.4A patent/EP3394693B1/en active Active
- 2016-12-22 CN CN201680075792.6A patent/CN108475052B/zh active Active
- 2016-12-22 US US16/061,718 patent/US11467024B2/en active Active
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110118576A (zh) * | 2018-02-06 | 2019-08-13 | 罗伯特·博世有限公司 | 用于设置和监视设备的方法 |
| DE102019001972A1 (de) | 2018-03-23 | 2019-09-26 | Fanuc Corporation | Störungserfassungsvorrichtung |
| CN110297461A (zh) * | 2018-03-23 | 2019-10-01 | 发那科株式会社 | 异常检测装置 |
| CN111752215A (zh) * | 2019-03-29 | 2020-10-09 | 株式会社理光 | 诊断装置、诊断系统和计算机可读介质 |
| US11841294B2 (en) | 2019-03-29 | 2023-12-12 | Ricoh Company, Ltd. | Diagnosis device, diagnosis system, and computer-readable medium |
| CN114286931A (zh) * | 2019-08-28 | 2022-04-05 | 三菱电机株式会社 | 异常部分检测装置、异常部分检测方法及程序 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN108475052B (zh) | 2021-11-02 |
| EP3394693B1 (en) | 2021-04-07 |
| EP3394693A1 (en) | 2018-10-31 |
| EP3394693A4 (en) | 2019-01-16 |
| US11467024B2 (en) | 2022-10-11 |
| KR102069266B1 (ko) | 2020-01-22 |
| KR20180084980A (ko) | 2018-07-25 |
| CN108475052A (zh) | 2018-08-31 |
| US20180356282A1 (en) | 2018-12-13 |
| JP2017120622A (ja) | 2017-07-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6156566B2 (ja) | 診断装置、診断方法、プログラムおよび診断システム | |
| JP7338743B2 (ja) | 診断装置、診断方法、プログラムおよび診断システム | |
| US11221608B2 (en) | Diagnosis device, diagnosis system, diagnosis method, and computer-readable medium | |
| JP7127304B2 (ja) | 診断装置、診断方法およびプログラム | |
| US10739764B2 (en) | Diagnostic apparatus, diagnostic system, diagnostic method, and recording medium | |
| JP2018025945A (ja) | 診断装置、学習装置および診断システム | |
| WO2018169069A1 (en) | Diagnosis device, diagnosis system, diagnosis method, and program | |
| JP2018156415A (ja) | 診断装置、診断システム、診断方法およびプログラム | |
| JP6673002B2 (ja) | 情報処理装置、情報処理方法、情報処理プログラム、および情報処理システム | |
| JP7131646B2 (ja) | 情報処理装置、情報処理方法、情報処理プログラム、および情報処理システム | |
| JP7067971B2 (ja) | 処理区間判定装置、処理区間判定方法、プログラム、および診断装置 | |
| US10732606B2 (en) | Information processing apparatus, information processing method, and information processing system | |
| JP6939053B2 (ja) | 診断装置、プログラムおよび診断システム | |
| JP6705315B2 (ja) | 診断装置、診断システム、診断方法およびプログラム | |
| JP6822242B2 (ja) | 診断装置、診断システム、診断方法およびプログラム | |
| JP6790520B2 (ja) | 診断装置、診断システム、診断方法およびプログラム | |
| JP2022143423A (ja) | 診断装置、診断システム、診断方法及び診断プログラム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170308 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20170308 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20170313 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170328 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170427 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170509 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170522 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6156566 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |