JP6137125B2 - 燃料電池ケースの製造方法 - Google Patents
燃料電池ケースの製造方法 Download PDFInfo
- Publication number
- JP6137125B2 JP6137125B2 JP2014230492A JP2014230492A JP6137125B2 JP 6137125 B2 JP6137125 B2 JP 6137125B2 JP 2014230492 A JP2014230492 A JP 2014230492A JP 2014230492 A JP2014230492 A JP 2014230492A JP 6137125 B2 JP6137125 B2 JP 6137125B2
- Authority
- JP
- Japan
- Prior art keywords
- fuel cell
- vehicle
- cell case
- case
- hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/24—Grouping of fuel cells, e.g. stacking of fuel cells
- H01M8/2465—Details of groupings of fuel cells
- H01M8/247—Arrangements for tightening a stack, for accommodation of a stack in a tank or for assembling different tanks
- H01M8/2475—Enclosures, casings or containers of fuel cell stacks
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2250/00—Fuel cells for particular applications; Specific features of fuel cell system
- H01M2250/20—Fuel cells in motive systems, e.g. vehicle, ship, plane
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T90/00—Enabling technologies or technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02T90/40—Application of hydrogen technology to transportation, e.g. using fuel cells
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Sustainable Development (AREA)
- Sustainable Energy (AREA)
- Fuel Cell (AREA)
- Electric Propulsion And Braking For Vehicles (AREA)
- Arrangement Or Mounting Of Propulsion Units For Vehicles (AREA)
Description
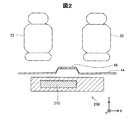
12…車体
20,22,24…座席
32,34,36,38…車輪
44…床部
46…突出部
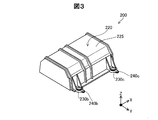
200…燃料電池モジュール
210…燃料電池スタック
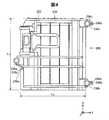
220…燃料電池ケース
225…ケース本体部
230a,230b,230c…マウント部
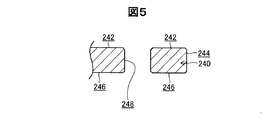
240…位置決め部
240a,240b,240c…位置決め部
242,244,246…面
248…貫通孔
248a,248b,248c…貫通孔
Claims (4)
- アルミニウムまたはアルミニウム合金から成り、燃料電池を収納する燃料電池ケースを製造する、燃料電池ケースの製造方法であって、
前記燃料電池ケースを車両に搭載する際に前記燃料電池ケースを位置決めするピンに挿入される貫通孔を、前記燃料電池ケースに形成し、
前記貫通孔の表面を接点に用いる陽極酸化処理によって、前記燃料電池ケースの表面にアルマイトを形成する、燃料電池ケースの製造方法。 - 前記貫通孔を切削加工によって形成する、請求項1に記載の燃料電池ケースの製造方法。
- 請求項1または請求項2に記載の燃料電池ケースの製造方法であって、
前記車両に搭載された状態で、車両前後方向における前記燃料電池ケースの長さは、車両左右方向における前記燃料電池ケースの長さより短く、
前記燃料電池ケースの部位のうち、前記車両に搭載された際に前記燃料電池より車両前方に位置する第1の部位と、前記車両に搭載された際に前記燃料電池より車両後方に位置する第2の部位とに、前記貫通孔をそれぞれ形成する、燃料電池ケースの製造方法。 - 前記燃料電池ケースの部位のうち、前記車両に搭載する際に車両左右方向の一方から目視可能な複数の部位に、前記貫通孔をそれぞれ形成する、請求項1から請求項3までのいずれか一項に記載の燃料電池ケースの製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014230492A JP6137125B2 (ja) | 2014-11-13 | 2014-11-13 | 燃料電池ケースの製造方法 |
| CA2909852A CA2909852C (en) | 2014-11-13 | 2015-10-22 | Method of manufacturing fuel cell case |
| DE102015118228.9A DE102015118228B4 (de) | 2014-11-13 | 2015-10-26 | Verfahren zum Herstellen eines Brennstoffzellengehäuses |
| US14/928,292 US10727522B2 (en) | 2014-11-13 | 2015-10-30 | Method of manufacturing fuel cell case |
| KR1020150151508A KR101914823B1 (ko) | 2014-11-13 | 2015-10-30 | 연료 전지 케이스의 제조 방법 |
| CN201510770159.6A CN105609673A (zh) | 2014-11-13 | 2015-11-12 | 燃料电池壳体的制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014230492A JP6137125B2 (ja) | 2014-11-13 | 2014-11-13 | 燃料電池ケースの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016095967A JP2016095967A (ja) | 2016-05-26 |
| JP6137125B2 true JP6137125B2 (ja) | 2017-05-31 |
Family
ID=55855136
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014230492A Active JP6137125B2 (ja) | 2014-11-13 | 2014-11-13 | 燃料電池ケースの製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10727522B2 (ja) |
| JP (1) | JP6137125B2 (ja) |
| KR (1) | KR101914823B1 (ja) |
| CN (1) | CN105609673A (ja) |
| CA (1) | CA2909852C (ja) |
| DE (1) | DE102015118228B4 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110983412B (zh) * | 2019-03-26 | 2022-03-29 | 国研新能(深圳)技术有限公司 | 一种基于原位生成法制备硬质氧化铝膜在铝壳锂电池绝缘密封中的应用 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS49112809U (ja) * | 1972-12-28 | 1974-09-26 | ||
| JPS53106721U (ja) * | 1977-01-31 | 1978-08-28 | ||
| US5620582A (en) * | 1995-06-02 | 1997-04-15 | Lerner; Moisey M. | Energy-saving process for architectural anodizing |
| JP2000338701A (ja) * | 1999-06-01 | 2000-12-08 | Fuji Electric Co Ltd | 電子写真感光体およびその製造方法 |
| JP2002344154A (ja) * | 2001-05-15 | 2002-11-29 | Sharp Corp | 筐 体 |
| JP2003146087A (ja) * | 2001-08-31 | 2003-05-21 | Honda Motor Co Ltd | 燃料電池システムボックス |
| US20040131917A1 (en) * | 2002-08-13 | 2004-07-08 | Mazza Antonio Gennaro | End plate and method for producing same |
| JP4409825B2 (ja) * | 2002-12-05 | 2010-02-03 | シャープ株式会社 | 燃料電池 |
| JP4539110B2 (ja) * | 2004-02-20 | 2010-09-08 | 日産自動車株式会社 | 燃料電池システムの車載構造 |
| JP4932176B2 (ja) * | 2005-04-19 | 2012-05-16 | 株式会社マグネス | マグネシウムまたはマグネシウム基合金の加工方法 |
| JP5152611B2 (ja) | 2005-09-16 | 2013-02-27 | 日立金属株式会社 | 燃料電池の筐体及びそれを用いた燃料電池 |
| JP5320102B2 (ja) * | 2009-02-20 | 2013-10-23 | 本田技研工業株式会社 | 燃料電池車の車体構造 |
| JP2012169425A (ja) | 2011-02-14 | 2012-09-06 | Sumitomo Electric Ind Ltd | リアクトル |
| JP5758182B2 (ja) * | 2011-04-18 | 2015-08-05 | 住友化学株式会社 | アルミニウム材 |
| DE112012006283B8 (de) * | 2012-04-27 | 2020-11-26 | Toyota Jidosha Kabushiki Kaisha | Brennstoffzellenfahrzeug |
| JP5884745B2 (ja) * | 2013-02-05 | 2016-03-15 | トヨタ自動車株式会社 | 燃料電池車両および車載方法 |
| JP5479637B1 (ja) | 2013-05-28 | 2014-04-23 | 植田製油株式会社 | 起泡性クリーム用油脂組成物及び起泡性クリーム |
-
2014
- 2014-11-13 JP JP2014230492A patent/JP6137125B2/ja active Active
-
2015
- 2015-10-22 CA CA2909852A patent/CA2909852C/en active Active
- 2015-10-26 DE DE102015118228.9A patent/DE102015118228B4/de active Active
- 2015-10-30 US US14/928,292 patent/US10727522B2/en active Active
- 2015-10-30 KR KR1020150151508A patent/KR101914823B1/ko active Active
- 2015-11-12 CN CN201510770159.6A patent/CN105609673A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| KR101914823B1 (ko) | 2018-11-02 |
| KR20160057309A (ko) | 2016-05-23 |
| CA2909852C (en) | 2017-04-04 |
| US10727522B2 (en) | 2020-07-28 |
| US20160141702A1 (en) | 2016-05-19 |
| JP2016095967A (ja) | 2016-05-26 |
| DE102015118228B4 (de) | 2024-04-25 |
| CN105609673A (zh) | 2016-05-25 |
| CA2909852A1 (en) | 2016-05-13 |
| DE102015118228A1 (de) | 2016-05-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6137163B2 (ja) | 燃料電池ユニット | |
| JP6400061B2 (ja) | 電動車両 | |
| JP6396960B2 (ja) | 電池パック | |
| JP6376378B2 (ja) | 蓄電池ユニット | |
| JP2013109845A (ja) | 電動車のバッテリーパック構造 | |
| CN104662757A (zh) | 电连接箱 | |
| JPWO2017022342A1 (ja) | 電動車両 | |
| JP6137125B2 (ja) | 燃料電池ケースの製造方法 | |
| CN105591123A (zh) | 燃料电池模块 | |
| JP2015008161A (ja) | 電動車のバッテリーパック構造 | |
| JP2020125023A (ja) | 車両用フレーム部材 | |
| JP7424869B2 (ja) | フレームユニットおよびフレーム組立体 | |
| JP6107711B2 (ja) | インバータの車載構造 | |
| JP2014121083A (ja) | 圧電素子配置用筐体 | |
| CN105584378A (zh) | 车辆 | |
| JP2021131996A (ja) | フレーム組立体および車載用バッテリートレイ | |
| JP6186782B2 (ja) | 蓄電素子 | |
| US11063272B2 (en) | Support frame for fuel cell and vehicle | |
| US9084347B2 (en) | Power supply mounting structure and vehicle provided with same | |
| CN111312943A (zh) | 电池组框架 | |
| CN204956305U (zh) | 一种前行李箱及使用其的汽车 | |
| US11832424B2 (en) | Electronic module | |
| JP2006286575A (ja) | 2次電池の保持構造 | |
| CN104105613B (zh) | 箱盖的接合构造以及接合方法 | |
| CN223023460U (zh) | 电池壳体、电池包及用电设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161220 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170404 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170417 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6137125 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |