JP6110332B2 - 軸受部材 - Google Patents
軸受部材 Download PDFInfo
- Publication number
- JP6110332B2 JP6110332B2 JP2014080100A JP2014080100A JP6110332B2 JP 6110332 B2 JP6110332 B2 JP 6110332B2 JP 2014080100 A JP2014080100 A JP 2014080100A JP 2014080100 A JP2014080100 A JP 2014080100A JP 6110332 B2 JP6110332 B2 JP 6110332B2
- Authority
- JP
- Japan
- Prior art keywords
- engaged
- portions
- caulking
- engaging convex
- bearing member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C43/00—Assembling bearings
- F16C43/02—Assembling sliding-contact bearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C17/00—Sliding-contact bearings for exclusively rotary movement
- F16C17/10—Sliding-contact bearings for exclusively rotary movement for both radial and axial load
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C9/00—Bearings for crankshafts or connecting-rods; Attachment of connecting-rods
- F16C9/02—Crankshaft bearings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2226/00—Joining parts; Fastening; Assembling or mounting parts
- F16C2226/50—Positive connections
- F16C2226/70—Positive connections with complementary interlocking parts
- F16C2226/76—Positive connections with complementary interlocking parts with tongue and groove or key and slot
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2360/00—Engines or pumps
- F16C2360/22—Internal combustion engines
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Sliding-Contact Bearings (AREA)
- Shafts, Cranks, Connecting Bars, And Related Bearings (AREA)
Description
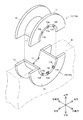
軸受部材10は、エンジンのシリンダブロックBにおいてクランクシャフトを軸支するクランクシャフト支持部に組み付けられる部材であり、熱処理等の加工を施した複数の金属部品を組み合わせて製造される。軸受部材10を用いる際には、図1に示す如く、二個の軸受部材10を上下に対向する位置に配置する。そして、シリンダブロックBにおけるクランクシャフト支持部において、上側の軸受部材10(10a)と下側の軸受部材10(10b)とで、それぞれクランクシャフトの上側及び下側を支持するのである。上側の軸受部材(10a)と下側の軸受部材10(10b)とは、配置される方向が逆であること以外は、それぞれの構成が同一である。このため、以下では上側の軸受部材(10a)について説明し、下側の軸受部材10(10b)については詳しい説明を省略する。なお、本実施形態に係る軸受部材10はシリンダブロックBにおけるクランクシャフト支持部に配置される構成としているが、他の用途に用いても差し支えない。
メタル11は、軸方向と平行に二分割された半円筒状に形成された部材である。メタル11は、軸方向(図1における左右方向)に対して直交する方向への荷重を受ける。ワッシャ12は、メタル11における軸方向の両端部から半径方向外側にそれぞれ延出する半円板形状に形成された部材である。それぞれのワッシャ12は、軸方向への荷重を受ける。
軸受部材210は、第一実施形態に係る軸受部材10と同様に、第一部材であるメタル11と、第二部材であるワッシャ212とを備えている。そして、ワッシャ212における半径方向内側端部には、半径方向内側に突出する三個の係合凸部212a・212bが形成されている。本実施形態に係る軸受部材1210においても、ワッシャ212の周方向略中央部に形成される係合凸部を中央係合凸部212aとし、ワッシャ212の周方向における中央係合凸部12aから離間した両側方部のそれぞれに形成される係合凸部を側方係合凸部212b・212bとしている。本実施形態において、側方係合凸部212b・212bはワッシャ212の中央側のみに辺を有する、略直角三角形に形成されている。
11 メタル
11a 中央被係合凹部
11b 側方被係合凹部
12 ワッシャ
12a 中央係合凸部
12b 側方係合凸部
d1〜d3 かしめ部
Claims (2)
- 軸方向と平行に二分割された半円筒状に形成され、軸方向に対して直交する方向への荷重を受ける第一部材と、
前記第一部材における軸方向の両端部から半径方向外側にそれぞれ延出する半円の環状板に形成され、軸方向への荷重を受ける第二部材と、を備え、
前記第二部材における半径方向内側端部には、半径方向内側に突出する複数の係合凸部が形成され、
前記第一部材における軸方向の端部には前記係合凸部が係合する複数の被係合凹部が形成され、
前記係合凸部が前記被係合凹部と係合した状態でかしめられることにより、前記第一部材と前記第二部材とが結合される軸受部材であって、
それぞれの前記係合凸部における周方向の両側には、前記被係合凹部にかしめられるかしめ部が形成され、
複数の前記係合凸部におけるかしめ部のうち、前記第二部材における周方向の両端側に位置するかしめ部のかしめ量は、他のかしめ部と比較して小さくなるように形成される、ことを特徴とする、軸受部材。 - 軸方向と平行に二分割された半円筒状に形成され、軸方向に対して直交する方向への荷重を受ける第一部材と、
前記第一部材における軸方向の両端部から半径方向外側にそれぞれ延出する半円の環状板に形成され、軸方向への荷重を受ける第二部材と、を備え、
前記第二部材における半径方向内側端部には、半径方向内側に突出する複数の係合凸部が形成され、
前記第一部材における軸方向の端部には前記係合凸部が係合する複数の被係合凹部が形成され、
前記係合凸部が前記被係合凹部と係合した状態でかしめられることにより、前記第一部材と前記第二部材とが結合される軸受部材であって、
複数の前記係合凸部のうち、前記第二部材における周方向の両端側に位置する前記係合凸部における前記第二部材の中央側のみに、前記被係合凹部にかしめられるかしめ部が形成され、
複数の前記係合凸部のうち、他の前記係合凸部における周方向の両側には、前記被係合凹部にかしめられるかしめ部が形成される、ことを特徴とする、軸受部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014080100A JP6110332B2 (ja) | 2014-04-09 | 2014-04-09 | 軸受部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014080100A JP6110332B2 (ja) | 2014-04-09 | 2014-04-09 | 軸受部材 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015200381A JP2015200381A (ja) | 2015-11-12 |
| JP2015200381A5 JP2015200381A5 (ja) | 2016-08-04 |
| JP6110332B2 true JP6110332B2 (ja) | 2017-04-05 |
Family
ID=54551816
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014080100A Expired - Fee Related JP6110332B2 (ja) | 2014-04-09 | 2014-04-09 | 軸受部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6110332B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10677283B2 (en) * | 2016-07-29 | 2020-06-09 | Ks Gleitlager Gmbh | Assembled half shell-shaped flanged bearing shell |
| US11248652B2 (en) | 2017-11-17 | 2022-02-15 | Taiho Kogyo Co., Ltd. | Sliding bearing |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6495759B2 (ja) * | 2015-06-19 | 2019-04-03 | 大豊工業株式会社 | 滑り軸受 |
| CN107110203B (zh) | 2015-06-19 | 2019-01-15 | 大丰工业股份有限公司 | 滑动轴承以及滑动轴承的制造方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51124756A (en) * | 1975-04-23 | 1976-10-30 | Vandervell Products Ltd | Flanged half bearing |
| DE4140277C2 (de) * | 1990-12-22 | 1993-12-23 | Glyco Metall Werke | Zusammengesetztes Radial-Axial-Gleitlager und Verfahren zu seiner Herstellung |
| DE19924854C1 (de) * | 1999-05-31 | 2000-07-13 | Ks Gleitlager Gmbh | Gebaute Bundlagerschale |
| BRPI0703980B1 (pt) * | 2007-09-04 | 2019-09-24 | Mahle Metal Leve S/A | Bronzina flangeada |
-
2014
- 2014-04-09 JP JP2014080100A patent/JP6110332B2/ja not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10677283B2 (en) * | 2016-07-29 | 2020-06-09 | Ks Gleitlager Gmbh | Assembled half shell-shaped flanged bearing shell |
| US11248652B2 (en) | 2017-11-17 | 2022-02-15 | Taiho Kogyo Co., Ltd. | Sliding bearing |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015200381A (ja) | 2015-11-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6110332B2 (ja) | 軸受部材 | |
| JP6272821B2 (ja) | タブ形リベット接合部を有するクラッチアッセンブリ及び該クラッチアッセンブリに関する方法 | |
| US9759277B2 (en) | Shim assembly for disk brake | |
| JPWO2017135091A1 (ja) | 密封装置 | |
| RU2720123C2 (ru) | Многоэлементное маслосъемное поршневое кольцо с уменьшенным трением | |
| JP2016223505A (ja) | ラジアル玉軸受 | |
| JP6097209B2 (ja) | 軸受部材 | |
| KR101797821B1 (ko) | 레버식 커넥터 | |
| KR102028056B1 (ko) | 파동기어장치 및 파동발생기 | |
| JP2015200381A5 (ja) | ||
| JP7057295B2 (ja) | コイルの組付け方法 | |
| JP6957423B2 (ja) | トレランスリング | |
| JP2014062573A (ja) | テーパスナップリング | |
| JP2017208223A (ja) | 雌端子金具 | |
| JP2015137712A (ja) | カムシャフトの組み立て方法 | |
| JP5703786B2 (ja) | 転がり軸受の組立方法 | |
| JP2016125563A (ja) | 軸受部材 | |
| CN105987083B (zh) | 轴承及其密封方法 | |
| WO2017204098A1 (ja) | バネ組立体及びその製造方法 | |
| JP2009024712A (ja) | 密封装置 | |
| JP6411198B2 (ja) | ワッシャ | |
| KR20150089062A (ko) | 프리휠 케이지 | |
| EP3418584A1 (en) | Accumulator | |
| JP2016008639A (ja) | 軸受の固定構造 | |
| JP5765732B2 (ja) | ばね組立体とその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160620 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160620 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170224 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170228 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170309 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6110332 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |