JP6078253B2 - 布製装飾体の製造法 - Google Patents
布製装飾体の製造法 Download PDFInfo
- Publication number
- JP6078253B2 JP6078253B2 JP2012164374A JP2012164374A JP6078253B2 JP 6078253 B2 JP6078253 B2 JP 6078253B2 JP 2012164374 A JP2012164374 A JP 2012164374A JP 2012164374 A JP2012164374 A JP 2012164374A JP 6078253 B2 JP6078253 B2 JP 6078253B2
- Authority
- JP
- Japan
- Prior art keywords
- cloth
- decorative body
- belt
- base sheet
- pattern
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Landscapes
- Laser Beam Processing (AREA)
Description
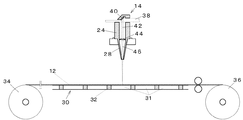
2 ホットメルト接着層
3 ベースシート
5 広幅織物
7 布製装飾体
12 装飾体素材
14 レーザー加工機
16 図柄模様
48 キャリアフィルム
Claims (5)
- 一部に孤立部を有する図柄模様を連続的に織り出した帯状布を用い、その裏面にホットメルト接着層を設けたベースシートを貼り合わせ、帯状布およびベースシートを含む装飾体素材をレーザー加工機に通して前記の図柄模様に合わせて連続的にハーフカットし、且つ各孤立部を抜き落とすための貫通カットを行うことにより、帯状布を前記の図柄模様に模様状カットするとともに、ベースシートを模様状カットすることなく該ベースの一体性を維持させ、次に装飾体素材の表面にキャリアフィルムを貼り付けてから、ベースシートを帯状布から剥離する布製装飾体の製造法。
- 装飾体素材の表面にキャリアフィルムを貼り付けた後に、フィルム付き装飾体素材を図柄模様ごとに個別に寸断し、次にベースシートを布残余部とともに剥離する請求項1記載の製造法。
- 無地または所定の図柄を連続的に織り出した帯状布を用い、その裏面にホットメルト接着層を設けたベースシートを貼り合わせ、帯状布およびベースシートを含む装飾体素材をレーザー加工機に通して図柄模様に合わせて連続的にハーフカットした後に、該装飾体素材の前記の図柄模様の部分だけに接着剤を塗布するかまたは布残余部だけに剥離剤を塗布し、次に装飾体素材の表面にキャリアフィルムを貼り付けてから、ベースシートを布残余部とともに帯状布から連続的に剥離する布製装飾体の製造法。
- 無地または所定の図柄を連続的に織り出した帯状布を用い、その裏面において、所定の図柄模様だけに形成したホットメルト接着層を介在させてベースシートを貼り合わせ、帯状布およびベースシートを含む装飾体素材をレーザー加工機に通して前記の図柄模様に合わせてハーフカットすることにより、帯状布を前記の図柄模様に模様状カットするとともに、ベースシートを模様状カットすることなく該ベースの一体性を維持させ、次にホットメルト接着層が介在しない布残余部だけを前記の帯状布から連続的に剥離し、装飾体素材の表面にキャリアフィルムを貼り付けてから、ベースシートを帯状布から剥離する布製装飾体の製造法。
- ハーフカット加工において、図柄模様に沿って装飾体素材にレーザー光を2回または3回以上照射することにより、模様状カット部の切断周縁を滑らかにする請求項1または4記載の製造法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012164374A JP6078253B2 (ja) | 2012-07-25 | 2012-07-25 | 布製装飾体の製造法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012164374A JP6078253B2 (ja) | 2012-07-25 | 2012-07-25 | 布製装飾体の製造法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014026019A JP2014026019A (ja) | 2014-02-06 |
| JP6078253B2 true JP6078253B2 (ja) | 2017-02-08 |
Family
ID=50199730
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012164374A Active JP6078253B2 (ja) | 2012-07-25 | 2012-07-25 | 布製装飾体の製造法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6078253B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2016009528A1 (ja) * | 2014-07-17 | 2017-09-28 | 黒田 暢夫 | 個別情報データを有する熱可塑性合成樹脂製エンブレムの製造方法 |
| JP6216958B2 (ja) * | 2015-09-16 | 2017-10-25 | 株式会社ブレイン | 衣服用ファン取付用ワッペン及びこれを具備するファン付き衣服 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4927421B1 (ja) * | 1969-11-20 | 1974-07-17 | ||
| JPS5977175U (ja) * | 1982-11-16 | 1984-05-25 | 島田理化工業株式会社 | レ−ザ切断用表示シ−ト積層体 |
| JPS60233682A (ja) * | 1984-05-04 | 1985-11-20 | 大松化学工業株式会社 | ラベル |
| JPH10291376A (ja) * | 1997-04-18 | 1998-11-04 | Dainippon Printing Co Ltd | 熱転写受像シート |
| JP2003295771A (ja) * | 2002-04-02 | 2003-10-15 | Bando Chem Ind Ltd | 熱転写プリントマーキングシートとその製造方法および表面意匠付き熱接着マーク |
| JP4227587B2 (ja) * | 2004-11-11 | 2009-02-18 | 黒田 暢夫 | 合成樹脂製立体装飾片とその製造方法 |
| JP2009015064A (ja) * | 2007-07-05 | 2009-01-22 | Morito Co Ltd | 転写用ワッペンの製造方法及び転写用ワッペン |
-
2012
- 2012-07-25 JP JP2012164374A patent/JP6078253B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014026019A (ja) | 2014-02-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101394994B (zh) | 数字印刷印花徽章 | |
| ES2342745T3 (es) | Procedimiento de corte con laser de un motivo para la decoracion de articulos textiles. | |
| JP5291249B2 (ja) | 熱可塑性合成樹脂製移染防止装飾片 | |
| EP2216168B1 (en) | Stretchable appliqué and method for making the same | |
| US10252502B2 (en) | Process for creating a sublimated printed heat-sealable applique | |
| JP2013506057A (ja) | 補足材料を織物に接合する方法 | |
| JP6761135B2 (ja) | 熱可塑性合成樹脂製立体装飾片及びその製造方法 | |
| US8557078B2 (en) | Applique printing process and machine | |
| CN102741473A (zh) | 纺织品的制造方法 | |
| JP6078253B2 (ja) | 布製装飾体の製造法 | |
| JP2542551B2 (ja) | 熱可塑性合成樹脂製の熱転写装飾片とその製造方法 | |
| US20050279445A1 (en) | Thermal applique text | |
| JP6134222B2 (ja) | 布製ワッペン基材の製造法 | |
| KR101999562B1 (ko) | 3차원 입체 무늬를 갖는 장식용 직물 및 장식용 직물 제조 방법 | |
| JP2015036201A (ja) | 熱可塑性合成樹脂製立体装飾片とその製造方法 | |
| JP2003295771A (ja) | 熱転写プリントマーキングシートとその製造方法および表面意匠付き熱接着マーク | |
| US9586435B2 (en) | Performance fabric appliqués | |
| EP3769953B1 (en) | Film material with cutting grain | |
| WO2006087807A1 (ja) | 刺繍アップリケ並びに刺繍アップリケ製造方法並びに刺繍製品製造方法 | |
| JP7372700B1 (ja) | 曲面状の立体ワッペン | |
| WO2009090765A1 (ja) | 装飾シート及びその装飾シートの製造方法 | |
| JP2018202711A (ja) | ポッティングシール材とその製造法 | |
| US9527337B2 (en) | Registered imaged fabric transfer | |
| JP3144443U (ja) | 表示ラベルシート | |
| JP2013256037A (ja) | 熱転写ワッペンシートの製造方法及び熱転写ワッペンシート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150406 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160526 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160607 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160629 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170106 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170116 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6078253 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |