JP6006638B2 - 車両ブレーキ用ダイヤフラム - Google Patents
車両ブレーキ用ダイヤフラム Download PDFInfo
- Publication number
- JP6006638B2 JP6006638B2 JP2012529558A JP2012529558A JP6006638B2 JP 6006638 B2 JP6006638 B2 JP 6006638B2 JP 2012529558 A JP2012529558 A JP 2012529558A JP 2012529558 A JP2012529558 A JP 2012529558A JP 6006638 B2 JP6006638 B2 JP 6006638B2
- Authority
- JP
- Japan
- Prior art keywords
- container
- diaphragm
- base fabric
- thickness
- rubber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000004744 fabric Substances 0.000 claims description 74
- 229920001971 elastomer Polymers 0.000 claims description 53
- 239000005060 rubber Substances 0.000 claims description 53
- 239000000835 fiber Substances 0.000 claims description 26
- 238000005096 rolling process Methods 0.000 claims description 18
- 229920002379 silicone rubber Polymers 0.000 claims description 16
- 239000002759 woven fabric Substances 0.000 claims description 14
- 239000004945 silicone rubber Substances 0.000 claims description 13
- 239000004760 aramid Substances 0.000 claims description 12
- 229920000728 polyester Polymers 0.000 claims description 12
- 229920003235 aromatic polyamide Polymers 0.000 claims description 10
- 230000002093 peripheral effect Effects 0.000 claims description 7
- 238000004519 manufacturing process Methods 0.000 claims description 5
- 238000000034 method Methods 0.000 claims description 5
- 239000012528 membrane Substances 0.000 claims description 4
- 229920002943 EPDM rubber Polymers 0.000 description 5
- 229920006231 aramid fiber Polymers 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 3
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 3
- WZCQRUWWHSTZEM-UHFFFAOYSA-N 1,3-phenylenediamine Chemical compound NC1=CC=CC(N)=C1 WZCQRUWWHSTZEM-UHFFFAOYSA-N 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- FDQSRULYDNDXQB-UHFFFAOYSA-N benzene-1,3-dicarbonyl chloride Chemical compound ClC(=O)C1=CC=CC(C(Cl)=O)=C1 FDQSRULYDNDXQB-UHFFFAOYSA-N 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 2
- -1 polyphenylene isophthalamide Polymers 0.000 description 2
- 229920002554 vinyl polymer Polymers 0.000 description 2
- 238000004073 vulcanization Methods 0.000 description 2
- 229920006292 Polyphenylene isophthalamide Polymers 0.000 description 1
- 125000000217 alkyl group Chemical group 0.000 description 1
- 235000013870 dimethyl polysiloxane Nutrition 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 229920001973 fluoroelastomer Polymers 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000002932 luster Substances 0.000 description 1
- 238000002074 melt spinning Methods 0.000 description 1
- 150000002978 peroxides Chemical class 0.000 description 1
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 1
- 238000012643 polycondensation polymerization Methods 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60T—VEHICLE BRAKE CONTROL SYSTEMS OR PARTS THEREOF; BRAKE CONTROL SYSTEMS OR PARTS THEREOF, IN GENERAL; ARRANGEMENT OF BRAKING ELEMENTS ON VEHICLES IN GENERAL; PORTABLE DEVICES FOR PREVENTING UNWANTED MOVEMENT OF VEHICLES; VEHICLE MODIFICATIONS TO FACILITATE COOLING OF BRAKES
- B60T17/00—Component parts, details, or accessories of power brake systems not covered by groups B60T8/00, B60T13/00 or B60T15/00, or presenting other characteristic features
- B60T17/08—Brake cylinders other than ultimate actuators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B61—RAILWAYS
- B61H—BRAKES OR OTHER RETARDING DEVICES SPECIALLY ADAPTED FOR RAIL VEHICLES; ARRANGEMENT OR DISPOSITION THEREOF IN RAIL VEHICLES
- B61H5/00—Applications or arrangements of brakes with substantially radial braking surfaces pressed together in axial direction, e.g. disc brakes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D65/00—Parts or details
- F16D65/14—Actuating mechanisms for brakes; Means for initiating operation at a predetermined position
- F16D65/16—Actuating mechanisms for brakes; Means for initiating operation at a predetermined position arranged in or on the brake
- F16D65/18—Actuating mechanisms for brakes; Means for initiating operation at a predetermined position arranged in or on the brake adapted for drawing members together, e.g. for disc brakes
- F16D65/183—Actuating mechanisms for brakes; Means for initiating operation at a predetermined position arranged in or on the brake adapted for drawing members together, e.g. for disc brakes with force-transmitting members arranged side by side acting on a spot type force-applying member
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J3/00—Diaphragms; Bellows; Bellows pistons
- F16J3/02—Diaphragms
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D2121/00—Type of actuator operation force
- F16D2121/02—Fluid pressure
- F16D2121/08—Fluid pressure acting on a membrane-type actuator, e.g. for gas pressure
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D2125/00—Components of actuators
- F16D2125/02—Fluid-pressure mechanisms
- F16D2125/12—Membrane or diaphragm types
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D55/00—Brakes with substantially-radial braking surfaces pressed together in axial direction, e.g. disc brakes
- F16D55/02—Brakes with substantially-radial braking surfaces pressed together in axial direction, e.g. disc brakes with axially-movable discs or pads pressed against axially-located rotating members
- F16D55/22—Brakes with substantially-radial braking surfaces pressed together in axial direction, e.g. disc brakes with axially-movable discs or pads pressed against axially-located rotating members by clamping an axially-located rotating disc between movable braking members, e.g. movable brake discs or brake pads
- F16D55/224—Brakes with substantially-radial braking surfaces pressed together in axial direction, e.g. disc brakes with axially-movable discs or pads pressed against axially-located rotating members by clamping an axially-located rotating disc between movable braking members, e.g. movable brake discs or brake pads with a common actuating member for the braking members
- F16D55/2245—Brakes with substantially-radial braking surfaces pressed together in axial direction, e.g. disc brakes with axially-movable discs or pads pressed against axially-located rotating members by clamping an axially-located rotating disc between movable braking members, e.g. movable brake discs or brake pads with a common actuating member for the braking members in which the common actuating member acts on two levers carrying the braking members, e.g. tong-type brakes
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Transportation (AREA)
- Diaphragms And Bellows (AREA)
- Braking Arrangements (AREA)
- Sealing Devices (AREA)
Description
また、本発明の車両ブレーキ用ダイヤフラムの好ましい態様として、前記基布は、平織りされた織物組織からなるように構成される。
また、本発明の車両ブレーキ用ダイヤフラムの好ましい態様として、前記容器状部の側面は、折り返し部を形成してローリング作動膜として機能するように使用される。
また、本発明の車両ブレーキ用ダイヤフラムの好ましい態様として、前記ローリング作動膜として機能する容器状部の膜厚が、0.45〜1.6mmとなるように構成される。
また、本発明の車両ブレーキ用ダイヤフラムの好ましい態様として、前記ローリング作動膜として機能する容器状部の膜厚が、1.0〜1.6mmとなるように構成される。
また、本発明の車両ブレーキ用ダイヤフラムの好ましい態様として、前記ローリング作動膜として機能する容器状部の形態が、楕円柱形態であるように構成される。
また、本発明は、容器状部と、該容器状部の開口周縁に形成されたフランジ部とを有する車両ブレーキ用ダイヤフラムを製造する方法であって、前記容器状部およびフランジ部は、シリコーンゴムからなるゴム本体と、そのゴム本体に埋設された基布とを有して構成されており、前記基布は、アラミド短繊維又はポリエステル短繊維から構成されており、その基布厚さが0.25mm以上であり、成形後のダイヤフラムを完全に裏返して(リバースして)、前記基布を、前記容器状部の内側に近い方向に偏って埋設させるように構成される。
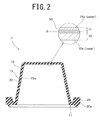
図1は、本発明の車両ブレーキ用ダイヤフラムの概略斜視図であり、図2は、図1のA−A断面矢視図であり、図3は、本発明の車両ブレーキ用ダイヤフラムを車両用キャリパブレーキ装置に装着した状態の一例を簡略的に示す断面図である。
本発明の基布入りの車両ブレーキ用ダイヤフラムを製造するに際しては、一般的に、以下の手順で行えばよい。
下型には主として容器状部10の形態である楕円柱形態のキャビティ形成用凸部が備えられており、この下型と対をなす上型には主として楕円柱形態のキャビティ形成用凹部が備えられている。そして下型と上型を一体化させると、これらの間には所定の間隙を隔ててハット状(縁付き楕円帽子状)のキャビティが形成されるようになっている。
図3には、本発明の車両ブレーキ用ダイヤフラムを車両用キャリパブレーキ装置に装着した状態の一例が断面図として示される。
ゴム本体10a,20aを構成するゴム材料として、下記に示すような3種のゴム材料を準備した。
・(R−1):シリコーンゴム(商品名:KE−555−U;信越化学社製)
・(R−2):フッ素ゴム(商品名:バイトンGLT;デュポン社製)
・(R−3):EPDM(商品名:EPT3072EHM;三井化学社製)
・(R−4):EPDM(商品名:エスプレン532;住友化学社製)
・(K−1):アラミド短繊維(商品名:コーネックス;帝人社製)
(平織り構造の基布;基布厚さ0.3mm)
・(K−2):アラミド長繊維(商品名:デュポン社製)
(平織り構造の基布;基布厚さ0.17mm)
・(K−3):ポリエステル(商品名:テトロン;帝人社製)
(平織り構造の基布;基布厚さ0.3mm)
結果を下記表1に示した。

Claims (15)
- 容器状部と、該容器状部の開口周縁に形成されたフランジ部とを有する車両ブレーキ用ダイヤフラムであって、
前記容器状部およびフランジ部は、シリコーンゴムからなるゴム本体と、そのゴム本体に埋設された基布とを有して構成されており、
前記基布は、アラミド短繊維から構成されており、その基布厚さが0.25mm以上であり、
前記基布は、前記容器状部の内側に近い方向に偏って埋設されており、前記基布が埋設されている基布中心位置を基準として前記容器状部の内側のゴム厚さをt1、前記基布が埋設されている基布中心位置を基準として前記容器状部の外側のゴム厚さをt2とした場合、t2/t1=2〜15であることを特徴とする車両ブレーキ用ダイヤフラム。 - 前記基布は、当該基布厚さが0.25〜0.6mmである請求項1に記載の車両ブレーキ用ダイヤフラム。
- 前記基布は、平織りされた織物組織からなる請求項1または2に記載の車両ブレーキ用ダイヤフラム。
- 前記容器状部の側面は、折り返し部を形成してローリング作動膜として機能するように使用される請求項1〜3のいずれかに記載の車両ブレーキ用ダイヤフラム。
- 前記ローリング作動膜として機能する容器状部の膜厚が、0.45〜1.6mmである請求項4に記載の車両ブレーキ用ダイヤフラム。
- 前記ローリング作動膜として機能する容器状部の膜厚が、1.0〜1.6mmである請求項4に記載の車両ブレーキ用ダイヤフラム。
- 前記ローリング作動膜として機能する容器状部の形態が、楕円柱形態である請求項4〜6のいずれかに記載の車両ブレーキ用ダイヤフラム。
- 容器状部と、該容器状部の開口周縁に形成されたフランジ部とを有する車両ブレーキ用ダイヤフラムであって、
前記容器状部およびフランジ部は、シリコーンゴムからなるゴム本体と、そのゴム本体に埋設された基布とを有して構成されており、
前記基布は、ポリエステル短繊維から構成されており、その基布厚さが0.25mm以上であり、
前記基布は、前記容器状部の内側に近い方向に偏って埋設されており、前記基布が埋設されている基布中心位置を基準として前記容器状部の内側のゴム厚さをt1、前記基布が埋設されている基布中心位置を基準として前記容器状部の外側のゴム厚さをt2とした場合、t2/t1=2〜15であることを特徴とする車両ブレーキ用ダイヤフラム。 - 前記基布は、当該基布厚さが0.25〜0.6mmである請求項8に記載の車両ブレーキ用ダイヤフラム。
- 前記基布は、平織りされた織物組織からなる請求項8または9に記載の車両ブレーキ用ダイヤフラム。
- 前記容器状部の側面は、折り返し部を形成してローリング作動膜として機能するように使用される請求項8〜10のいずれかに記載の車両ブレーキ用ダイヤフラム。
- 前記ローリング作動膜として機能する容器状部の膜厚が、0.45〜1.6mmである請求項11に記載の車両ブレーキ用ダイヤフラム。
- 前記ローリング作動膜として機能する容器状部の膜厚が、1.0〜1.6mmである請求項11に記載の車両ブレーキ用ダイヤフラム。
- 前記ローリング作動膜として機能する容器状部の形態が、楕円柱形態である請求項11〜13のいずれかに記載の車両ブレーキ用ダイヤフラム。
- 容器状部と、該容器状部の開口周縁に形成されたフランジ部とを有する車両ブレーキ用ダイヤフラムを製造する方法であって、
前記容器状部およびフランジ部は、シリコーンゴムからなるゴム本体と、そのゴム本体に埋設された基布とを有して構成されており、
前記基布は、アラミド短繊維又はポリエステル短繊維から構成されており、その基布厚さが0.25mm以上であり、
成形後のダイヤフラムを完全に裏返して(リバースして)、前記基布を、前記容器状部の内側に近い方向に偏って埋設させることを特徴とする車両ブレーキ用ダイヤフラムの製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010182305 | 2010-08-17 | ||
| JP2010182305 | 2010-08-17 | ||
| PCT/JP2011/067721 WO2012023431A1 (ja) | 2010-08-17 | 2011-07-27 | 車両ブレーキ用ダイヤフラム |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015150754A Division JP6152142B2 (ja) | 2010-08-17 | 2015-07-30 | 車両ブレーキ用ダイヤフラム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2012023431A1 JPWO2012023431A1 (ja) | 2013-10-28 |
| JP6006638B2 true JP6006638B2 (ja) | 2016-10-12 |
Family
ID=45605087
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012529558A Active JP6006638B2 (ja) | 2010-08-17 | 2011-07-27 | 車両ブレーキ用ダイヤフラム |
| JP2015150754A Active JP6152142B2 (ja) | 2010-08-17 | 2015-07-30 | 車両ブレーキ用ダイヤフラム |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015150754A Active JP6152142B2 (ja) | 2010-08-17 | 2015-07-30 | 車両ブレーキ用ダイヤフラム |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9150207B2 (ja) |
| EP (1) | EP2607737B1 (ja) |
| JP (2) | JP6006638B2 (ja) |
| CN (1) | CN103080590A (ja) |
| WO (1) | WO2012023431A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3567319B8 (en) | 2018-03-23 | 2020-12-30 | Mitsubishi Electric Corporation | Outdoor unit for air conditioner |
| KR102153251B1 (ko) * | 2020-01-16 | 2020-09-07 | 정일범 | 다이어프램의 제조방법 |
| CN113635878B (zh) * | 2021-08-16 | 2022-11-15 | 盐城工学院 | 一种电动汽车复合制动系统 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0926030A (ja) * | 1995-07-13 | 1997-01-28 | Ckd Corp | 基布入りダイヤフラムの取付構造 |
| JPH11209516A (ja) * | 1998-01-30 | 1999-08-03 | Ube Ind Ltd | ポリアミド繊維強化ゴム組成物とその製造法 |
| JP2000274529A (ja) * | 1999-03-26 | 2000-10-03 | Fujikura Rubber Ltd | ベローズの製造方法 |
| JP2003172391A (ja) * | 2001-12-10 | 2003-06-20 | Toyo Tire & Rubber Co Ltd | 鉄道車両用空気ばね装置及びその製造方法 |
| JP2005098342A (ja) * | 2003-09-24 | 2005-04-14 | Nok Corp | ダイアフラム |
| JP2010007689A (ja) * | 2008-06-24 | 2010-01-14 | Kayaba Ind Co Ltd | キャリパブレーキ装置 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3032462A (en) * | 1955-11-04 | 1962-05-01 | Scott Aviation Corp | Process of making a diaphragm |
| US5262092A (en) * | 1993-01-26 | 1993-11-16 | Walbro Corporation | Synthetic composite fuel metering membrane |
| CA2180413A1 (en) * | 1996-05-06 | 1997-11-07 | Eldon S. Eady | Abrasion resistant plastic bonded to a diaphragm |
| US6067893A (en) * | 1998-03-10 | 2000-05-30 | Westinghouse Air Brake Company | Ribbed diaphragm |
| JP2000238189A (ja) * | 1999-02-24 | 2000-09-05 | Nok Corp | 積層ゴム布 |
| US6205907B1 (en) * | 1999-03-22 | 2001-03-27 | Thermotion Corporation | Method of making fiber reinforced elastomeric diaphragms and fiber reinforced diaphragms |
| JP4249848B2 (ja) * | 1999-06-18 | 2009-04-08 | 藤倉ゴム工業株式会社 | 基布入りゴム製ベローズの製造方法 |
| US6212996B1 (en) * | 1999-06-25 | 2001-04-10 | Longwood Industries, Inc. | Thin-walled brake diaphragm |
| US6746637B1 (en) * | 1999-11-15 | 2004-06-08 | Westinghouse Air Brake Technologies Corporation | Process for making chemical resistant pump diaphragm |
| US6349629B1 (en) * | 2000-08-25 | 2002-02-26 | Indian Head Industries, Inc. | Brake actuator |
| JP4043358B2 (ja) | 2002-12-18 | 2008-02-06 | 帝人テクノプロダクツ株式会社 | 耐熱性布帛 |
| JP2004281834A (ja) | 2003-03-18 | 2004-10-07 | Tigers Polymer Corp | 太陽電池モジュール製造用ダイヤフラム |
| DE102004047720A1 (de) * | 2003-11-03 | 2005-04-21 | Trelleborg Sealing Solutions U | Vorrichtung mit einer Membran sowie ein Verfahren zum Herstellen |
| US7931130B2 (en) * | 2005-07-06 | 2011-04-26 | Wabtec Holding Corp | Universal brake assembly |
| US20070044653A1 (en) * | 2005-08-25 | 2007-03-01 | Honeywell International, Inc. | Pneumatic diaphragm having a bias weave pattern |
| JP5156325B2 (ja) | 2007-10-11 | 2013-03-06 | カヤバ工業株式会社 | 車両用キャリパブレーキ装置 |
| US8245679B2 (en) * | 2008-10-22 | 2012-08-21 | Denso Corporation | Variable valve timing apparatus |
| US8256341B2 (en) * | 2009-01-15 | 2012-09-04 | Haldex Brake Corporation | Air brake diaphragms |
-
2011
- 2011-07-27 US US13/807,371 patent/US9150207B2/en active Active
- 2011-07-27 WO PCT/JP2011/067721 patent/WO2012023431A1/ja active Application Filing
- 2011-07-27 JP JP2012529558A patent/JP6006638B2/ja active Active
- 2011-07-27 EP EP11818073.6A patent/EP2607737B1/en active Active
- 2011-07-27 CN CN2011800393166A patent/CN103080590A/zh active Pending
-
2015
- 2015-07-30 JP JP2015150754A patent/JP6152142B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0926030A (ja) * | 1995-07-13 | 1997-01-28 | Ckd Corp | 基布入りダイヤフラムの取付構造 |
| JPH11209516A (ja) * | 1998-01-30 | 1999-08-03 | Ube Ind Ltd | ポリアミド繊維強化ゴム組成物とその製造法 |
| JP2000274529A (ja) * | 1999-03-26 | 2000-10-03 | Fujikura Rubber Ltd | ベローズの製造方法 |
| JP2003172391A (ja) * | 2001-12-10 | 2003-06-20 | Toyo Tire & Rubber Co Ltd | 鉄道車両用空気ばね装置及びその製造方法 |
| JP2005098342A (ja) * | 2003-09-24 | 2005-04-14 | Nok Corp | ダイアフラム |
| JP2010007689A (ja) * | 2008-06-24 | 2010-01-14 | Kayaba Ind Co Ltd | キャリパブレーキ装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6152142B2 (ja) | 2017-06-21 |
| US9150207B2 (en) | 2015-10-06 |
| EP2607737B1 (en) | 2020-01-15 |
| JP2015187505A (ja) | 2015-10-29 |
| EP2607737A4 (en) | 2018-04-04 |
| EP2607737A1 (en) | 2013-06-26 |
| WO2012023431A1 (ja) | 2012-02-23 |
| US20130133992A1 (en) | 2013-05-30 |
| CN103080590A (zh) | 2013-05-01 |
| JPWO2012023431A1 (ja) | 2013-10-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6152142B2 (ja) | 車両ブレーキ用ダイヤフラム | |
| WO2011027380A1 (ja) | 平ベルト | |
| CN107002818B (zh) | 摩擦传动带及其制造方法 | |
| JP2010101489A (ja) | 伝動ベルト | |
| CZ296854B6 (cs) | Pohyblivé madlo se slozenou strukturou | |
| JP2010223372A (ja) | 鉄道車両用空気ばね | |
| CN102765453A (zh) | 用于自行车的制动衬块 | |
| CZ285543B6 (cs) | Tlumicí vložka pro tlumení vibrací a hluku u brzd motorových vozidel a způsob výroby pásového materiálu jako polotovaru pro výrobu těchto tlumicích vložek | |
| JPH06313453A (ja) | 実用車両に用いられる圧力空気作動式のシフトサドル型ディスクブレーキ | |
| JP2008308125A (ja) | 安全タイヤ | |
| EP3900951A1 (en) | Pneumatic tire | |
| ES2313174T3 (es) | Freno de disco hidraulico con accionador elastico. | |
| US9273669B2 (en) | Hydraulic brake with a polymer piston | |
| JP4979145B2 (ja) | 車両のためのブレーキ装置 | |
| JP4162400B2 (ja) | 鉄道車両用空気ばね装置の製造方法 | |
| JP2017009051A (ja) | ブレーキ装置 | |
| KR102276457B1 (ko) | 내구성이 향상된 차량 브레이크 모듈용 오일씰 | |
| JP2004352038A (ja) | 空気入り安全タイヤ | |
| JP2009228768A (ja) | 平ベルト | |
| KR100537294B1 (ko) | 타이어 성형기용 블래더 | |
| RU42801U1 (ru) | Воздухораспределитель тормоза железнодорожного транспортного средства | |
| KR200350415Y1 (ko) | 차량용 브레이크 소음절감부재 | |
| JP2024535601A (ja) | 樹脂バッキングプレート付きブレーキパッド | |
| KR100917758B1 (ko) | 밸브리스 타입 숄더 블래더 | |
| JP2008241031A (ja) | 動力伝動用ベルト |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140703 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150602 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150730 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150825 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151026 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160405 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160830 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160909 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6006638 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R255 | Notification that request for automated payment was rejected |
Free format text: JAPANESE INTERMEDIATE CODE: R2525 |