JP5840071B2 - 電動機の積層鉄心の製造方法 - Google Patents
電動機の積層鉄心の製造方法 Download PDFInfo
- Publication number
- JP5840071B2 JP5840071B2 JP2012108130A JP2012108130A JP5840071B2 JP 5840071 B2 JP5840071 B2 JP 5840071B2 JP 2012108130 A JP2012108130 A JP 2012108130A JP 2012108130 A JP2012108130 A JP 2012108130A JP 5840071 B2 JP5840071 B2 JP 5840071B2
- Authority
- JP
- Japan
- Prior art keywords
- core
- stator
- layer
- rotor
- laminated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 18
- 238000000034 method Methods 0.000 title claims description 9
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 17
- 238000005452 bending Methods 0.000 claims description 15
- 238000003825 pressing Methods 0.000 claims description 3
- 238000005520 cutting process Methods 0.000 claims description 2
- 238000001816 cooling Methods 0.000 description 15
- 238000010030 laminating Methods 0.000 description 7
- 229910000831 Steel Inorganic materials 0.000 description 4
- 239000010959 steel Substances 0.000 description 4
- 238000004804 winding Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 238000009423 ventilation Methods 0.000 description 3
- 230000020169 heat generation Effects 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 229910000976 Electrical steel Inorganic materials 0.000 description 1
- 229910000576 Laminated steel Inorganic materials 0.000 description 1
- 206010037660 Pyrexia Diseases 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images









Landscapes
- Manufacture Of Motors, Generators (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
Description
凸部が、一層と上記一層の次の層において異なった位置に一の積層方向に突出するように形成され、
上記凸部は、上記固定子ティース部及び回転子ティース部のいずれか一方または双方のティース部に形成され、
上記凸部は、上記ティース部の隣り合う周方向端部を90°折り曲げることによって形成され、上記折り曲げられた周方向端部と反対側の周方向端部は折り曲げられておらず、
上記積層の一層の上記ティース部の折り曲げられた周方向端部と上記一層の次の層の上記ティース部の折り曲げられていない周方向端部とが重ね合わせられ、上記積層の一層の上記ティース部の折り曲げられていない周方向端部と上記一層の次の層の上記ティース部の折り曲げられた周方向端部とが重ね合わせられて積層されているものである。
凸部が、一層と上記一層の次の層において異なった位置に一の積層方向に突出するように形成され、
上記凸部は、上記固定子ティース部及び回転子ティース部のいずれか一方または双方のティース部に形成され、
上記ティース部は、先端が周方向に突出した周方向突出部を有し、
上記凸部は、一部の上記ティース部の上記周方向突出部を切除し、上記ティース部の周方向中心線を中心軸として90度ねじり曲げることによって形成され、他部の上記ティース部はねじり曲げされておらず、
上記積層の一層の上記ねじり曲げによって形成された凸部と上記一層の次の層の上記ねじり曲げされていない上記ティース部とが重ね合わせられ、上記積層の一層のねじり曲げされていない上記ティース部と上記一層の次の層の上記ねじり曲げによって形成された凸部とが重ね合わせられて積層されているものである。
複数の凸部が、一層と上記一層の次の層において所定の位置に一の積層方向に突出するように形成され、
上記凸部は、上記固定ティース部及び回転子ティース部のいずれか一方または双方の上記ティース部若しくは上記ヨーク部に、頂部から下部に向けて幅が広くなるダイを用いたプレスにより形成されているものである。
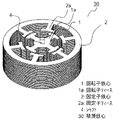
図1は、本発明に係る電動機の積層鉄心の実施の形態1を示す斜視図である。図1において、積層鉄心30は、円筒形の固定子鉄心2と固定子鉄心2の内周に配置された回転子鉄心1とを有し、固定子鉄心2は、円筒形ヨーク部内周から径方向内方に突出し、先端が周方向に突出した周方向突出部を有する電磁鋼板の複数枚を積層してなる固定子ティース2aを有し、回転子鉄心1は、固定子ティース2aと対向し、先端が周方向に突出した周方向突出部を有する電磁鋼板の複数枚を積層してなる回転子ティース1aを有する。また、固定子ティース2aには固定子巻線(図示せず)が施される。回転子ティース1aには回転子巻線(図示せず)が施され、回転子鉄心1の中心にはシャフト4が設けられている。回転子鉄心1とシャフト4は圧入により固定されている。
図4は、本発明に係る電動機の積層鉄心の実施の形態2を示す斜視図で、回転子鉄心単体を示した図である。図5は、本発明の実施の形態2における回転子鉄心の断面図(a)及び隙間部の拡大断面図(b)である。図4に示したように、回転子鉄心単体10における回転子ティース部7のうちの隣り合う一対の回転子ティース部7に、一対の回転子ティース部7の隣り合う周方向端部を90°折り曲げた凸部であるティース折り曲げ部11が形成され、ティース折り曲げ部11が形成された周方向端部と反対側の周方向端部にはティース折り曲げ部11が形成されていない。そして、積層の一層のティース折り曲げ部11と一層の次の層のティース折り曲げ部11を形成していない周方向端部とが重ね合わせて積層されていることによって、図5に示したように、隙間13を形成することができる。
図6は、本発明に係る電動機の積層鉄心の実施の形態3を示す斜視図(a)及び隙間部の拡大断面図(b)である。図7は、本発明の実施の形態3における固定子鉄心の溶接部を示した図である。図6に示したように、固定子鉄心単体14の外周部の所定の箇所に、固定子鉄心単体14の所定の複数個所を成形して第一凸部である逆V型凸部16を設け、固定子鉄心単体14の固定子ティース部14aの先端を成形して所定の高さの第二凸部15を設けている。第二凸部15は、設けなくてもよい。そして、一層の逆V型凸部16の頂点16aに一層の次に積層する固定子鉄心単体14の逆V型凸部16の頂点16bを重ね合わせることによって、図6(b)に示したように、隙間17を形成することができる。
図8は、本発明に係る電動機の積層鉄心の実施の形態4を示す図であり、図8(a)は固定子鉄心単体の平面図、図8(b)は固定子鉄心の斜視図(b)である。図9は、本発明の実施の形態4における隙間部の拡大断面図(b)である。図8に示したよう、一部の固定子ティース部14aの先端部の周方向に突出した周方向突出部を切除し、固定子ティース部14aの周方向中心線を中心軸として90度ねじることにより凸部であるティース折り曲げ部20を形成する。そして、一層のティース折り曲げ部20と一層の次の層の折り曲げていない固定子ティース部14aとが重ね合わせて積層され、一層の折り曲げていない固定子ティース部14aと一層の次の層のティース折り曲げ部20とが重ね合わせて積層されることによって、図9に示したように、固定子鉄心2の固定子鉄心単体19間に隙間21を形成することができる。
図10は、本発明に係る電動機の積層鉄心の実施の形態5の固定子鉄心単体の平面図(a)及び固定子鉄心の積層状態を示す断面図(b)である。図10に示したように、固定子鉄心2のそれぞれの固定子鉄心単体22における固定子ティース部の周方向両端部を90度よりも小さい角度で折り曲げたティース折り曲げ部23を形成する。ティース折り曲げ部23を形成した部分の断面は台形となっているので、固定子鉄心単体22が重ね合わせて積層されることによって、図10(b)に示したように、隙間24が形成される。
4 シャフト、6,10 回転子鉄心単体、7 回転子ティース部、8,15 凸部、
9,13,17、24 隙間、10 回転子鉄心単体、
11,20,23 ティース折り曲げ部、12 折り曲げ部長さ、
14,19,22 固定子鉄心単体、14a 固定子ティース部、16 逆V型凸部、
16a,16b 頂点、18 溶接部、30 積層鉄心。
Claims (5)
- 円筒形の固定子鉄心と上記固定子鉄心の内周に配置された回転子鉄心とを有し、上記固定子鉄心は、ヨーク部から径方向内方に突出する固定子ティース部を有する固定子鉄心単体の複数枚を積層してなり、上記回転子鉄心は、上記固定子鉄心と対向して径方向外方に突出する回転子ティース部を有する回転子鉄心単体の複数枚を積層してなる電動機の積層鉄心の製造方法において、
凸部が、一層と上記一層の次の層において異なった位置に一の積層方向に突出するように形成され、
上記凸部は、上記固定子ティース部及び回転子ティース部のいずれか一方または双方のティース部に形成され、
上記凸部は、上記ティース部の隣り合う周方向端部を90°折り曲げることによって形成され、上記折り曲げられた周方向端部と反対側の周方向端部は折り曲げられておらず、
上記積層の一層の上記ティース部の折り曲げられた周方向端部と上記一層の次の層の上記ティース部の折り曲げられていない周方向端部とが重ね合わせられ、上記積層の一層の上記ティース部の折り曲げられていない周方向端部と上記一層の次の層の上記ティース部の折り曲げられた周方向端部とが重ね合わせられて積層されていることを特徴とする電動機の積層鉄心の製造方法。 - 円筒形の固定子鉄心と上記固定子鉄心の内周に配置された回転子鉄心とを有し、上記固定子鉄心は、ヨーク部から径方向内方に突出する固定子ティース部を有する固定子鉄心単体の複数枚を積層してなり、上記回転子鉄心は、上記固定子鉄心と対向して径方向外方に突出する回転子ティース部を有する回転子鉄心単体の複数枚を積層してなる電動機の積層鉄心の製造方法において、
凸部が、一層と上記一層の次の層において異なった位置に一の積層方向に突出するように形成され、
上記凸部は、上記固定子ティース部及び回転子ティース部のいずれか一方または双方のティース部に形成され、
上記ティース部は、先端が周方向に突出した周方向突出部を有し、
上記凸部は、一部の上記ティース部の上記周方向突出部を切除し、上記ティース部の周方向中心線を中心軸として90度ねじり曲げることによって形成され、他部の上記ティース部はねじり曲げされておらず、
上記積層の一層の上記ねじり曲げによって形成された凸部と上記一層の次の層の上記ねじり曲げされていない上記ティース部とが重ね合わせられ、上記積層の一層のねじり曲げされていない上記ティース部と上記一層の次の層の上記ねじり曲げによって形成された凸部とが重ね合わせられて積層されていることを特徴とする電動機の積層鉄心の製造方法。 - 円筒形の固定子鉄心と上記固定子鉄心の内周に配置された回転子鉄心とを有し、上記固定子鉄心は、ヨーク部から径方向内方に突出する固定子ティース部を有する固定子鉄心単体の複数枚を積層してなり、上記回転子鉄心は、上記固定子鉄心と対向して径方向外方に突出する回転子ティース部を有する回転子鉄心単体の複数枚を積層してなる電動機の積層鉄心の製造方法において、
複数の凸部が、一層と上記一層の次の層において所定の位置に一の積層方向に突出するように形成され、
上記凸部は、上記固定子ティース部及び回転子ティース部のいずれか一方または双方のティース部若しくは上記ヨーク部に、頂部から下部に向けて幅が広くなるダイを用いたプレスにより形成されていることを特徴とする電動機の積層鉄心の製造方法。 - 上記凸部が、逆V字形状をした逆V型凸部であり、上記逆V型凸部は上記ヨーク部及び上記回転子鉄心単体のティース部いずれかまたは双方の外周に形成されていることを特徴とする請求項3に記載の電動機の積層鉄心の製造方法。
- 上記凸部は、上記ティース部それぞれの周方向両端部が90度よりも小さい角度で折り曲げられて形成されていることを特徴とする請求項3に記載の電動機の積層鉄心の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012108130A JP5840071B2 (ja) | 2012-05-10 | 2012-05-10 | 電動機の積層鉄心の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012108130A JP5840071B2 (ja) | 2012-05-10 | 2012-05-10 | 電動機の積層鉄心の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013236499A JP2013236499A (ja) | 2013-11-21 |
| JP2013236499A5 JP2013236499A5 (ja) | 2014-11-20 |
| JP5840071B2 true JP5840071B2 (ja) | 2016-01-06 |
Family
ID=49762165
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012108130A Expired - Fee Related JP5840071B2 (ja) | 2012-05-10 | 2012-05-10 | 電動機の積層鉄心の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5840071B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6723348B2 (ja) * | 2016-05-09 | 2020-07-15 | 三菱電機株式会社 | 固定子鉄心、及びその固定子鉄心を備えた電動機 |
| JP7151602B2 (ja) * | 2019-04-12 | 2022-10-12 | トヨタ紡織株式会社 | 回転電機 |
| JP6687272B1 (ja) * | 2019-05-10 | 2020-04-22 | 株式会社一宮電機 | 回転電機、及びコアの製造方法 |
| JP7302488B2 (ja) * | 2020-01-16 | 2023-07-04 | トヨタ自動車株式会社 | 積層コア |
| DE102020133287B3 (de) * | 2020-12-14 | 2022-01-27 | Voith Patent Gmbh | Rotorkranz für eine elektrische Maschine |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62107404U (ja) * | 1985-12-25 | 1987-07-09 | ||
| JPH08126263A (ja) * | 1994-10-28 | 1996-05-17 | Yaskawa Electric Corp | 電気機器の積層鉄心およびその製造方法 |
| JP3629071B2 (ja) * | 1995-09-14 | 2005-03-16 | ティーアールダブリュ オートモーティブ ジャパン株式会社 | 電動機の固定子及び電動機の固定子の製造方法 |
| JP2009072014A (ja) * | 2007-09-14 | 2009-04-02 | Yaskawa Electric Corp | コアブロック、コア、電動機用ステータ、およびその電動機 |
| JPWO2011077830A1 (ja) * | 2009-12-24 | 2013-05-02 | 株式会社安川電機 | 積層コア、この積層コアを備えた電動機および積層コアの製造方法 |
| WO2011101986A1 (ja) * | 2010-02-22 | 2011-08-25 | トヨタ自動車株式会社 | 固定子及び固定子製造方法 |
-
2012
- 2012-05-10 JP JP2012108130A patent/JP5840071B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013236499A (ja) | 2013-11-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4907654B2 (ja) | 分割型鉄心及びその製造方法、固定子鉄心 | |
| CN110556939B (zh) | 一种永磁电机 | |
| JP5234202B2 (ja) | ロータ及びそれを用いた回転電気機械 | |
| JP5840071B2 (ja) | 電動機の積層鉄心の製造方法 | |
| JP2012023861A (ja) | 電機子鉄心とモータ | |
| TW201218577A (en) | Rotating electrical machine, manufacturing method of rotating electrical machine, and wind power generator system | |
| CN110556947B (zh) | 一种内置式永磁电机 | |
| JP6155429B2 (ja) | 集中巻きによる発電機の電機子巻線又は界磁巻線及びその製造方法 | |
| JP2014161180A (ja) | マルチギャップ型回転電機 | |
| CN102130557A (zh) | 旋转电机 | |
| TWI443938B (zh) | 定子單元、其繞線方法、及使用其之定子結構及製造方法 | |
| JP2007244065A (ja) | 集中巻きモータのステータ構造 | |
| JP2007221927A (ja) | 回転電機の固定子鉄心およびその製造方法 | |
| JP5644880B2 (ja) | 回転電機 | |
| JP2011147200A (ja) | モータの電機子 | |
| JP2010017003A (ja) | 回転電機のステータコア | |
| JP2016116421A (ja) | 回転電機 | |
| JP2011229312A (ja) | 積層鉄心 | |
| JP5278238B2 (ja) | 回転電機 | |
| JP2014045641A (ja) | 回転電機の固定子鉄心 | |
| JP2009131014A (ja) | 固定子の製造方法 | |
| JP4568639B2 (ja) | ステータ | |
| JP2020184832A (ja) | コイル、ステータ部材、ステータおよびモータ | |
| JP2009095189A (ja) | 分割ステータおよびモータ | |
| JP5726118B2 (ja) | 積層固定子鉄心、積層固定子鉄心の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141003 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141003 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150731 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150804 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150925 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151013 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151110 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5840071 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |