JP5829112B2 - 車両用成形内装材、及び、その製造方法 - Google Patents
車両用成形内装材、及び、その製造方法 Download PDFInfo
- Publication number
- JP5829112B2 JP5829112B2 JP2011271807A JP2011271807A JP5829112B2 JP 5829112 B2 JP5829112 B2 JP 5829112B2 JP 2011271807 A JP2011271807 A JP 2011271807A JP 2011271807 A JP2011271807 A JP 2011271807A JP 5829112 B2 JP5829112 B2 JP 5829112B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- vehicle body
- molded
- fiber
- body panel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000463 material Substances 0.000 title claims description 151
- 238000004519 manufacturing process Methods 0.000 title claims description 18
- 239000000835 fiber Substances 0.000 claims description 194
- 238000013461 design Methods 0.000 claims description 75
- 238000000465 moulding Methods 0.000 claims description 30
- 230000006835 compression Effects 0.000 claims description 8
- 238000007906 compression Methods 0.000 claims description 8
- 238000000748 compression moulding Methods 0.000 claims description 8
- 238000003475 lamination Methods 0.000 claims description 5
- 239000000853 adhesive Substances 0.000 description 21
- 230000001070 adhesive effect Effects 0.000 description 21
- 229920005992 thermoplastic resin Polymers 0.000 description 20
- 230000000994 depressogenic effect Effects 0.000 description 19
- 238000002844 melting Methods 0.000 description 16
- 230000008018 melting Effects 0.000 description 15
- 229920005989 resin Polymers 0.000 description 14
- 239000011347 resin Substances 0.000 description 14
- 239000004744 fabric Substances 0.000 description 12
- 238000000034 method Methods 0.000 description 11
- 238000010438 heat treatment Methods 0.000 description 9
- 238000005520 cutting process Methods 0.000 description 8
- 229920001169 thermoplastic Polymers 0.000 description 8
- 239000004416 thermosoftening plastic Substances 0.000 description 8
- 239000000654 additive Substances 0.000 description 7
- 230000000996 additive effect Effects 0.000 description 7
- 229920000728 polyester Polymers 0.000 description 7
- 239000004745 nonwoven fabric Substances 0.000 description 6
- 239000004743 Polypropylene Substances 0.000 description 5
- 229920003002 synthetic resin Polymers 0.000 description 5
- 239000000057 synthetic resin Substances 0.000 description 5
- 239000011230 binding agent Substances 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 description 4
- 239000005020 polyethylene terephthalate Substances 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 239000004952 Polyamide Substances 0.000 description 3
- 238000010521 absorption reaction Methods 0.000 description 3
- 239000000470 constituent Substances 0.000 description 3
- 229920001971 elastomer Polymers 0.000 description 3
- 239000000806 elastomer Substances 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 239000012784 inorganic fiber Substances 0.000 description 3
- 239000010985 leather Substances 0.000 description 3
- 229920002647 polyamide Polymers 0.000 description 3
- 229920000098 polyolefin Polymers 0.000 description 3
- -1 polypropylene Polymers 0.000 description 3
- 239000002994 raw material Substances 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 238000009966 trimming Methods 0.000 description 3
- 239000002759 woven fabric Substances 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- 230000001154 acute effect Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 239000002657 fibrous material Substances 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 229920001684 low density polyethylene Polymers 0.000 description 2
- 239000004702 low-density polyethylene Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 239000000088 plastic resin Substances 0.000 description 2
- 229920005672 polyolefin resin Polymers 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 230000003584 silencer Effects 0.000 description 2
- 239000012209 synthetic fiber Substances 0.000 description 2
- 229920002994 synthetic fiber Polymers 0.000 description 2
- 229920002725 thermoplastic elastomer Polymers 0.000 description 2
- 229920002972 Acrylic fiber Polymers 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- DQXBYHZEEUGOBF-UHFFFAOYSA-N but-3-enoic acid;ethene Chemical compound C=C.OC(=O)CC=C DQXBYHZEEUGOBF-UHFFFAOYSA-N 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 235000021189 garnishes Nutrition 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000002940 repellent Effects 0.000 description 1
- 239000005871 repellent Substances 0.000 description 1
- 230000035807 sensation Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- 238000003856 thermoforming Methods 0.000 description 1
- 229920002397 thermoplastic olefin Polymers 0.000 description 1
- 238000009732 tufting Methods 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/02—Internal Trim mouldings ; Internal Ledges; Wall liners for passenger compartments; Roof liners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/245—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it being a foam layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/263—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer having non-uniform thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0012—Mechanical treatment, e.g. roughening, deforming, stretching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60N—SEATS SPECIALLY ADAPTED FOR VEHICLES; VEHICLE PASSENGER ACCOMMODATION NOT OTHERWISE PROVIDED FOR
- B60N3/00—Arrangements or adaptations of other passenger fittings, not otherwise provided for
- B60N3/04—Arrangements or adaptations of other passenger fittings, not otherwise provided for of floor mats or carpets
- B60N3/042—Arrangements or adaptations of other passenger fittings, not otherwise provided for of floor mats or carpets of carpets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60N—SEATS SPECIALLY ADAPTED FOR VEHICLES; VEHICLE PASSENGER ACCOMMODATION NOT OTHERWISE PROVIDED FOR
- B60N3/00—Arrangements or adaptations of other passenger fittings, not otherwise provided for
- B60N3/04—Arrangements or adaptations of other passenger fittings, not otherwise provided for of floor mats or carpets
- B60N3/048—Arrangements or adaptations of other passenger fittings, not otherwise provided for of floor mats or carpets characterised by their structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/003—Interior finishings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/08—Cars
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1043—Subsequent to assembly
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24521—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness with component conforming to contour of nonplanar surface
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Transportation (AREA)
- Passenger Equipment (AREA)
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
- Laminated Bodies (AREA)
Description
意匠材901と緩衝材902をプレス成形する場合、フロアカーペット900の絞り率が最も高くなるのは、高い隆起部903の角部904近傍であり、この部分の延伸率は、最大でカーペット一般部の2倍程度の延伸率となる。この延伸において、意匠材は、予め加熱され、熱可塑性樹脂成分が可塑化し、ある程度延伸されやすい状態になっているとはいえ、延伸に対する所定の張力は残っている。張力が無くなるまで可塑化すると、逆に所要の形状に絞り成形できない上、カーペット層の意匠面も毛羽が潰れて見栄えが悪化するためである。従って、成形されるフロアカーペット900には、意匠材901の張力によって隆起部角部904で緩衝材902を成形型(下型912)に押し付ける方向の力F9が作用する。
尚、図13(b)に示すように左右両方の角部904が潰れると、外観上バランスはとれて見えるものの、隆起部903の上面の位置が規定の位置よりも相対的に下がってしまう現象も生じる。
前記意匠層は、前記車体パネルの凸面に対応した凸部が形成され、
前記緩衝材層は、前記車体パネルの凸面から離れるように前記意匠層の凸部に向かって凹んで厚みが周囲の厚みの0.03〜0.5倍とされ密度が周囲の密度よりも高くされた圧縮成形部が形成されている態様を有する。
また、本発明は、車室に面する意匠層と、凸面を有する車体パネルに面する緩衝材層とを少なくとも積層した車両用成形内装材の製造方法であって、
前記意匠層となる意匠材と、前記緩衝材層となる厚み方向へ繊維が配向された繊維構造体とを少なくともプレス成形し、前記車体パネルの凸面に対応する凸部を前記意匠層に形成し、前記車体パネルの凸面から離すように前記意匠層の凸部に向かって凹ませて厚みを周囲の厚みの0.03〜0.5倍とし密度を周囲の密度よりも高くした圧縮成形部を前記緩衝材層に形成する態様を有する。
上記意匠層には、カーペット層、不織布層、織物層、編物層、レザー層、等が含まれる。
上記繊維構造体の繊維が厚み方向へ配向されていることは、繊維の配列方向が緩衝材の表面及び裏面に対して直交する方向へ比較的揃っていることを意味し、繊維を厚み方向へ配向させるための折り返し部分を有することを含む。繊維構造体を構成する繊維は屈曲していることがあるので、繊維構造体の繊維が厚み方向へ配向されていることは、真っ直ぐな繊維が繊維構造体の厚み方向へ平行に並んでいることを意味する訳ではない。
以上より、厚み方向へ繊維が配向された繊維構造体には、厚み方向へ繰り返しウェブが折り返された波形形状の繊維構造体、該波形形状の繊維構造体を厚み方向の途中で二分割して得られる繊維構造体、前記波形形状の繊維構造体の折り返し部分を切除した繊維構造体、といった、繰り返しウェブが積層された構造体等が含まれる。
繊維構造体を構成する繊維は、一種類の繊維でもよいし、主繊維と接着性繊維の組合せ等、二種類以上の繊維の組合せでもよい。
車両用成形内装材には意匠層と緩衝材層との間に開孔樹脂層や吸音層といった別の層が設けられてもよく、このような車両用成形内装材も特許請求の範囲に含まれる。
さらに、意匠層と緩衝材層が形成された後にフェルト等の別部材が後貼りされた車両用成形内装材も特許請求の範囲に含まれる。
上記意匠層の凸部は、膨出した凸条部、突出した凸条部、スポット状の膨出部、等が含まれる。
上記緩衝材層の圧縮成形部は、断面弧状に凹んだ凹条部、凹角状に凹んだ凹条部、スポット状の凹部、等が含まれる。
請求項2に係る発明では、車体パネルの隆起部の角条部に対応した意匠層の角が出ずに丸く潰れることを抑制した車両用成形内装材を提供することができる。
請求項3に係る発明では、車体パネルの隆起部の角条部に対応した意匠層の角が出ずに丸く潰れることを抑制した好適な車両用成形内装材を提供することができる。
請求項4に係る発明では、比較的広い面積にわたって意匠層の角を出す場合に好適な車両用成形内装材を提供することができる。
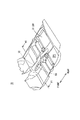
図1〜10は、本発明に係る車両用成形内装材を自動車用フロアカーペットに適用した例を示している。図中、FRONTは前、REARは後、を表している。
図1に示すフロアカーペット10は、車体の床面を構成する略平坦なフロアパネル(車体パネルの一種)、乗員室前部においてフロアパネル面から上方に立ち上がったトーボードパネル(車体パネルの一種)、等の上に載置される車両用成形内装材とされている。フロアカーペット10は、車体パネル80の車室SP1側(車室側面80a)に敷設され、乗員室内を装飾する。フロアカーペット10は、コンソールやロッカーパネルなどの突出部を避けるとともに一部がこれらの立壁に沿うように三次元形状に成形されている。
フロアカーペット10に例示される本内装材は、特に、室内側に向かって深い凸形状となる成形部の角部に適する。
カーペット層30は、カーペット層30となる成形前のカーペット本体(意匠材)20(図12参照)がプレス成形されることより車室SP1側の凹凸形状31が形成され、車室SP1に面して配置される。図4(b)にも示すように、トンネル部82の近傍のカーペット層30は、カーペット層30全体の一般部から隆起した隆起部32とされ、トンネル部82の角条部(凸面)83に対応した凸条部(凸部)33が形成されている。隆起部32の左右の凸条部33は、緩衝材層50とは反対側に向かって凸とされ周囲の一般部32aよりも凸面とされている。凸条部には、筋状に膨出した部位、及び、筋状に突出した部位が含まれる。図4(b)に示す隆起部の一般部32aは、平面状に描かれているが、隆起部32の長手方向(前後方向)に対する垂直断面において、凸条部33の曲率よりも小さい曲率、すなわち、凸条部33の曲率半径よりも大きい曲率半径とされてもよい。
パイル26を構成するパイル糸には、PP(ポリプロピレン)繊維等のポリオレフィン系繊維、ポリアミド系繊維、PET(ポリエチレンテレフタレート)繊維等のポリエステル系の繊維、アクリル系の繊維、等の合成繊維等を用いることができる。
カーペット層30となるカーペット本体20の単位面積あたりの重量は、例えば、200〜600g/m2程度とすることができる。
ウェブM1の折返し前の厚みは、例えば、5〜10mm程度等、繊維構造体40Aの厚みの3〜30%程度とすることができる。また、ウェブM1の折返し数(折り返した山の数)は例えば1〜10回/20mm程度とすることができ、単位長さ当たりの折返し数が少ないほど低密度で成形しやすい一方、単位長さ当たりの折返し数を多くすると高密度化し形状維持性や嵩上げ材としての耐荷重性が高まる。尚、ウェブの折返し数を山の数で定義しているので、ウェブの単位長さ当たりの枚数は折返し数の2倍になる。
上記緩衝材製造装置としては、例えば、特表2008-538130号公報に記載のテキスタイルラップ装置や、歯車によって連続したウェブを繰り返し波形に折り返す装置が知られている。
図7に例示されるように、緩衝材製造装置で形成される繊維構造体40Aの各ひだM2では、主繊維45及び接着性繊維46が折り返し部分47を除いて厚み方向D3へ配向している。接着性繊維46の一部は、溶融され、波形に配向した主繊維45同士を接着している。これにより、図8(a)に示すような波形の繊維構造体40Aが形成されている。
また、接着性繊維に使用可能な繊維を鞘部とし、該鞘部よりも融点の高い芯部の外周を該鞘部で囲んだ芯鞘構造の繊維を接着性繊維46として用いてもよい。この場合、芯部には、主繊維45に使用可能な繊維を用いることができる。
尚、接着性繊維の代わりに繊維状でないバインダーを用いて繊維構造体40を形成してもよい。
繊維構造体40の圧縮強度を実測したところ、密度が0.01〜0.15g/m3のときに1.5〜40kPaとなり、0.02〜0.08g/m3のときに2〜15kPaとなった。この圧縮強度は、島津製作所製の精密万能試験機AG-500Aを使用して25%ひずみ時の圧縮応力を測定して得られる値である。この測定の試験条件は、試験片サイズが50mm×50mm×厚さ20mmであり、圧縮速度が10mm/minであり、圧縮部位が全面、予備圧縮無しである。
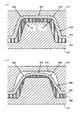
図3(a)は、延びる向きに対する垂直断面を弧状に形成した凹条部53を模式的に示している。図5にも示すように、断面弧状の凹条部53は、車体パネル80の角条部83から離れるようにカーペット層30の凸条部33に向かう方向D21へ凹んでいる。この場合、陥没部52の一般部52aと凹条部53との境界は、陥没部52の車室側面80aから離れ始める部分、或いは、陥没部52の車室側面80aとの隙間が増え始める部分とすることができる。また、陥没部52のパネル側面50bから凹み始める部分としてもよい。凹条部53の厚みT2は、最も薄い部分の厚みとする。この厚みT2は、周囲の厚みT1の0.03〜0.5倍が好ましく、0.05〜0.25倍がより好ましい。厚みT2を前記範囲内にすると、車体パネルの凸面に対応した意匠層の角が丸く潰れることを抑制することができる。
図9(a)はウェブM1の積層方向D1を凹条部53の延びる向きD22に向けた緩衝材層50の底面側を模式的に示し、図9(b)は図9(a)の凹条部53を斜め下から見た様子を模式的に示している。図9(a)では、凹条部53の位置を二点鎖線で示している。
本凹条部53を有する緩衝材層50は、ウェブの積層方向D1を凹条部の延びる向きD22に向けた繊維構造体40がプレス成形されることにより形成される。本緩衝材層50は、ウェブM1の幅方向D2が凹条部の延びる向きD22と略直交し、ウェブM1同士の境界が次々と凹条部53と交わっている。従って、凹条部53の剛性が高まり、これにより意匠層の凸条部が所要の形状に維持され、車体パネルの隆起部の角条部83に対応した角が出ずに丸く潰れることを抑制するのに好適である。
本凹条部53を有する緩衝材層50は、ウェブの幅方向D2を凹条部の延びる向きD22に向けた繊維構造体40がプレス成形されることにより形成される。本緩衝材層50は、ウェブM1の積層方向D1が凹条部の延びる向きD22と略直交し、ウェブM1同士の境界が全く又はほとんど凹条部53と交わらない。従って、凹条部53の成形性が高まる。
図11はフロアカーペット(車両用成形内装材)10の製造方法を例示し、図12はプレス成形機200の要部を垂直端面で例示している。本製造工程は、成形前のカーペット本体20の原反ロールが所定の場所に置かれ、形成するフロアカーペット10の大きさに合わせて切断した成形前の繊維構造体40がカットフェルト置き場に置かれた状態で、開始される。
一方、カットフェルト置き場の繊維構造体40は、サクションヒーター(熱風循環ヒーター)等の加熱機に搬入され(工程S5)、熱風加熱等により例えば接着性繊維46の融点よりも少し高い温度まで加熱されて、接着性繊維46が軟化する(工程S6)。加熱された繊維構造体40は、プレス成形機200に搬入される(工程S7)。
繊維構造体40に接着性繊維46等のバインダーが含まれている場合、カーペット本体の基層25に接着性の裏打ちが無くても、繊維構造体40のバインダーにより両層30,50が接着する。
従って、本技術は、車体パネルの凸面に対応した意匠層の角が丸く潰れることを抑制した車両用成形内装材を提供することができ、成形内装材の緩衝材層に圧縮成形部を設けて意匠層の角を維持する方法を提供することができる。
尚、本発明は、種々の変形例が考えられる。
例えば、本発明を適用可能な車両用成形内装材は、フロアカーペット以外にも、ドアトリム、ラゲージサイドトリム、ピラーガーニッシュ内装材といった側壁トリム、ダッシュサイレンサ、ルーフライナ内装材、等でもよい。従って、意匠層を形成するための意匠材は、カーペット地の他、不織布、織物、編物、レザー、等でもよい。これらの意匠材から、不織布層、織物層、編物層、レザー層、等の意匠層が形成される。
車両用成形内装材には、意匠層と緩衝材層との間に、開孔樹脂層、吸音層、非通気性樹脂層といった遮音層、等の別の層が設けられてもよい。また、車両用緩衝材となる緩衝材層を有する車両用成形内装材の車体パネル側の面にフェルト等を後貼りしもよい。このフェルトは、構成繊維が厚み方向へ配向した繊維構造体でもよいし、平物のフェルトでもよいし、成形されたフェルトでもよい。
上述した車両用成形内装材は、意匠層と緩衝材層とが分離可能とされてもよい。
意匠層の凸部は、上記隆起部の凸条部33以外に、長手方向を車幅方向に向けた膨出面や突出面、スポット状の膨出面や突出面、等でもよい。
緩衝材層の圧縮成形部は、上記凹条部53,54以外にも、長手方向を車幅方向に向けた凹面や窪み、スポット状の凹面や窪み、等でもよい。
以下、実施例を示して具体的に本発明を説明するが、本発明は以下の例により限定されるものではない。
カーペット本体には、ニードルパンチカーペット(ディロアニーパン、目付250g/m2)に熱可塑性の裏打ち樹脂(マスバック、比重1.5、目付2000g/m2)を裏打ちしたものを用いた。
脱型後のフロアカーペットサンプルにおける隆起部の左右の成形形状を比較した。
緩衝材層の陥没部の厚みは、一般部が15.0mmとなった一方、凹条部が7.5mm、すなわち、一般部の50%の厚みになった。
また、隆起部の左右を実測して設計図面との整合度を比較したところ、凹条部を形成しなかったサンプルは、カーペット層の隆起部の凸条部(図13(b)の角部904)が設計図面(図13(b)の成形面913)から最大9.0mmの誤差を生じた。一方、凹条部を形成したサンプルは、カーペット層の隆起部の凸条部(図3(a)の凸条部33)が設計図面(図12の成形面213)から1.0mm以下の誤差しか無く、精度高く成形された。
尚、繊維構造体は、厚み方向へ繊維が配向されていればよく、厚み方向へ繰り返しウェブが折り返されて積層された構造体に限定されない。例えば、ウェブを幅方向に沿って短冊状に切断し、厚み方向へ繊維が配向するように各短冊状ウェブを積層することによっても、厚み方向へ繊維が配向した繊維構造体を形成することができる。
むろん、従属請求項に係る構成要件を有しておらず独立請求項に係る構成要件のみからなる車両用成形内装材やその製造方法等でも、上述した基本的な作用、効果が得られる。
また、上述した実施形態及び変形例の中で開示した各構成を相互に置換したり組み合わせを変更したりした構成、公知技術並びに上述した実施形態及び変形例の中で開示した各構成を相互に置換したり組み合わせを変更したりした構成、等も実施可能である。本発明は、これらの構成等も含まれる。
20…カーペット本体(意匠材)、30…カーペット層(意匠層)、
32…隆起部、32a…一般部、33…凸条部(凸部)、
40,40A,40B…繊維構造体、44…繊維、
50…緩衝材層、50a…意匠層側面、50b…パネル側面、
52…陥没部、52a…一般部、53,54…凹条部(圧縮成形部)、
80…車体パネル、80a…車室側面、
82…トンネル部(隆起部)、82a…一般部、83…角条部(凸面)、
D1…積層方向、D2…幅方向、D3…厚み方向、
D21…凸条部(凸部)に向かう方向、D22…凹条部(圧縮成形部)の延びる向き、
M1…ウェブ、M2…ひだ、
SP1…車室。
Claims (5)
- 車室に面するプレス成形された意匠層と、凸面を有する車体パネルに面する緩衝材層であって厚み方向へ繊維が配向された繊維構造体がプレス成形されることにより形成された緩衝材層と、が少なくとも積層された車両用成形内装材であって、
前記意匠層は、前記車体パネルの凸面に対応した凸部が形成され、
前記緩衝材層は、前記車体パネルの凸面から離れるように前記意匠層の凸部に向かって凹んで厚みが周囲の厚みの0.03〜0.5倍とされ密度が周囲の密度よりも高くされた圧縮成形部が形成されている、車両用成形内装材。 - 前記意匠層は、前記車体パネルの隆起部の角条部を前記凸面として該角条部に対応した凸条部が前記凸部として形成され、
前記緩衝材層は、前記車体パネルの隆起部の角条部から離れるように前記意匠層の凸条部に向かって凹んで厚みが前記隆起部に面した周囲の厚みの0.03〜0.5倍とされ密度が前記隆起部に面した周囲の密度よりも高くされた凹条部が前記圧縮成形部として形成されている、請求項1に記載の車両用成形内装材。 - 前記繊維構造体は、繰り返しウェブが積層されて厚み方向へ繊維が配向された構造体とされ、
前記ウェブの積層方向を前記凹条部の延びる向きに向けた前記繊維構造体がプレス成形されることにより前記緩衝材層が形成された、請求項2に記載の車両用成形内装材。 - 前記車体パネルの凸面から離れるように前記意匠層の凸部に向かって凹んだ圧縮成形部が断面弧状に形成されている、請求項1〜請求項3のいずれか一項に記載の車両用成形内装材。
- 車室に面する意匠層と、凸面を有する車体パネルに面する緩衝材層とを少なくとも積層した車両用成形内装材の製造方法であって、
前記意匠層となる意匠材と、前記緩衝材層となる厚み方向へ繊維が配向された繊維構造体とを少なくともプレス成形し、前記車体パネルの凸面に対応する凸部を前記意匠層に形成し、前記車体パネルの凸面から離すように前記意匠層の凸部に向かって凹ませて厚みを周囲の厚みの0.03〜0.5倍とし密度を周囲の密度よりも高くした圧縮成形部を前記緩衝材層に形成することを特徴とする車両用成形内装材の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011271807A JP5829112B2 (ja) | 2011-12-13 | 2011-12-13 | 車両用成形内装材、及び、その製造方法 |
| CN201280060730.XA CN104039595B (zh) | 2011-12-13 | 2012-10-12 | 用于车辆的模制内饰材料及其制造方法 |
| PCT/JP2012/076411 WO2013088828A1 (ja) | 2011-12-13 | 2012-10-12 | 車両用成形内装材、及び、その製造方法 |
| DE112012005205.6T DE112012005205B4 (de) | 2011-12-13 | 2012-10-12 | Innenraumformmaterial für Fahrzeug und Herstellungsverfahren dafür |
| US14/301,292 US9321412B2 (en) | 2011-12-13 | 2014-06-10 | Molded interior material for vehicle and manufacturing method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011271807A JP5829112B2 (ja) | 2011-12-13 | 2011-12-13 | 車両用成形内装材、及び、その製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013123920A JP2013123920A (ja) | 2013-06-24 |
| JP2013123920A5 JP2013123920A5 (ja) | 2014-12-04 |
| JP5829112B2 true JP5829112B2 (ja) | 2015-12-09 |
Family
ID=48612285
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011271807A Active JP5829112B2 (ja) | 2011-12-13 | 2011-12-13 | 車両用成形内装材、及び、その製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9321412B2 (ja) |
| JP (1) | JP5829112B2 (ja) |
| CN (1) | CN104039595B (ja) |
| DE (1) | DE112012005205B4 (ja) |
| WO (1) | WO2013088828A1 (ja) |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013147164A (ja) * | 2012-01-19 | 2013-08-01 | J-Tacs Corp | フロアマットおよびその製造方法 |
| US9796311B2 (en) | 2015-02-05 | 2017-10-24 | GM Global Technology Operations LLC | All-weather floor mat with connecting liner interlocking feature |
| JP6430284B2 (ja) * | 2015-02-25 | 2018-11-28 | 林テレンプ株式会社 | 自動車用サイレンサー、及び、その製造方法 |
| DE102015108928A1 (de) * | 2015-06-05 | 2016-12-08 | Johann Borgers GmbH | Kraftfahrzeuginnenraumverkleidungsmaterial und Kraftfahrzeuginnenraumverkleidungsbauteil |
| US9421923B1 (en) * | 2015-08-28 | 2016-08-23 | Toyota Motor Engineering & Manufacturing North America, Inc. | Vehicle floor with features for locating carpeting during assembly |
| CN106541905A (zh) * | 2015-09-22 | 2017-03-29 | 北汽福田汽车股份有限公司 | 车身、车身内饰装置及其制作模具和制作方法 |
| CN106984684B (zh) | 2016-01-20 | 2021-05-18 | 福特环球技术公司 | 材料冲压成型及车辆顶棚成型方法、用于成型材料的组件 |
| JP6740006B2 (ja) * | 2016-05-30 | 2020-08-12 | 株式会社イノアックコーポレーション | 複合部材およびその製造方法 |
| DE202016105363U1 (de) * | 2016-09-26 | 2017-01-17 | Udo Schmidt | Innenausbau eines Bestattungsfahrzeugs, mit Dickschicht-Oberfläche |
| DE202017100177U1 (de) | 2017-01-13 | 2018-04-16 | Johann Borgers GmbH | Anordnung für die Herstellung eines Vliesstoffformteils |
| DE102017000638A1 (de) * | 2017-01-25 | 2018-07-26 | GM Global Technology Operations LLC | Isolationsmodul für Kraftfahrzeug und Kraftfahrzeug |
| DE102018103462A1 (de) | 2018-02-15 | 2019-08-22 | Adler Pelzer Holding Gmbh | Kraftfahrzeugteppichboden |
| DE102018114147A1 (de) * | 2018-06-13 | 2019-12-19 | Adler Pelzer Holding Gmbh | Dreidimensional geformtes Nadelvlies |
| US11479305B2 (en) | 2018-07-24 | 2022-10-25 | Bridgestone Americas, Inc. | Modular structural composites for automotive applications |
| EP3608601B1 (en) * | 2018-08-06 | 2024-06-12 | Zephyros Inc. | Gas-duct with a sound absorbing component |
| US11285856B2 (en) | 2020-07-27 | 2022-03-29 | Honda Motor Co., Ltd. | Vehicle carpet systems and methods of installing same |
| DE102020125477A1 (de) | 2020-09-30 | 2022-03-31 | Adler Pelzer Holding Gmbh | Vernadelte Sandwich-Vliesstruktur, und Verfahren zu dessen Herstellung |
| KR102294294B1 (ko) * | 2020-11-17 | 2021-08-27 | 엔브이에이치코리아(주) | 자동차용 흡음재의 성형방법 |
| DE102021101921A1 (de) | 2021-01-28 | 2022-07-28 | Adler Pelzer Holding Gmbh | Schallisolierung mit mehrschichtiger Faser-Isolation; und Verfahren zu deren Herstellung |
| DE102021101922A1 (de) | 2021-01-28 | 2022-07-28 | Adler Pelzer Holding Gmbh | Schallisolierung mit mehrschichtiger Faser-Isolation; und Verfahren zu deren Herstellung |
| DE102021108602A1 (de) | 2021-04-07 | 2022-10-13 | Adler Pelzer Holding Gmbh | Verfahren zur Herstellung einer Schallisolierung mit Vlies-Isolation und Schallisolierung |
| JP7414793B2 (ja) * | 2021-12-17 | 2024-01-16 | 本田技研工業株式会社 | 車両用フロアカーペット |
| DE102022121174B3 (de) | 2022-08-22 | 2023-11-02 | NVH Czech S.R.O. | Isolationsbauteil-herstellungsverfahren sowie strömungsdichtes, leichtes isolationsbauteil für fahrzeuge |
| DE102023104422A1 (de) | 2023-02-23 | 2024-08-29 | Adler Pelzer Holding Gmbh | Verfahren zur Herstellung einer Schallisolierung |
| DE102023115374A1 (de) | 2023-06-13 | 2024-12-19 | Bayerische Motoren Werke Aktiengesellschaft | Bauteil für ein Fahrzeug, Verfahren zur Herstellung eines Bauteils sowie Fahrzeug |
| DE102023118049A1 (de) | 2023-07-07 | 2025-01-09 | Adler Pelzer Holding Gmbh | Bodenverkleidung für Kraftfahrzeuge und Verfahren zu deren Herstellung |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0288841U (ja) * | 1988-12-27 | 1990-07-13 | ||
| CN1605497A (zh) * | 2003-10-10 | 2005-04-13 | 裕盛工业股份有限公司 | 一体成型式吸音汽车地毯的制造方法及其成品 |
| JP4001588B2 (ja) * | 2004-04-09 | 2007-10-31 | 株式会社林技術研究所 | 自動車用成形敷設内装材 |
| US7591049B2 (en) | 2005-03-02 | 2009-09-22 | V-Lap Pty. Ltd. | Textile lapping machine |
| JP4697868B2 (ja) * | 2005-08-16 | 2011-06-08 | 河西工業株式会社 | 自動車用内装部品 |
| US7712579B2 (en) * | 2007-09-06 | 2010-05-11 | Toyota Boshoku Kabushiki Kaisha | Floor silencer |
| JP5491232B2 (ja) * | 2010-02-23 | 2014-05-14 | 株式会社林技術研究所 | 車両用成形敷設内装材 |
-
2011
- 2011-12-13 JP JP2011271807A patent/JP5829112B2/ja active Active
-
2012
- 2012-10-12 DE DE112012005205.6T patent/DE112012005205B4/de active Active
- 2012-10-12 WO PCT/JP2012/076411 patent/WO2013088828A1/ja active Application Filing
- 2012-10-12 CN CN201280060730.XA patent/CN104039595B/zh active Active
-
2014
- 2014-06-10 US US14/301,292 patent/US9321412B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013123920A (ja) | 2013-06-24 |
| WO2013088828A1 (ja) | 2013-06-20 |
| CN104039595B (zh) | 2017-03-08 |
| DE112012005205T5 (de) | 2014-09-18 |
| CN104039595A (zh) | 2014-09-10 |
| US20140302285A1 (en) | 2014-10-09 |
| US9321412B2 (en) | 2016-04-26 |
| DE112012005205B4 (de) | 2020-06-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5829112B2 (ja) | 車両用成形内装材、及び、その製造方法 | |
| JP5491232B2 (ja) | 車両用成形敷設内装材 | |
| JP6426707B2 (ja) | 自動車用サイレンサー | |
| JP6430284B2 (ja) | 自動車用サイレンサー、及び、その製造方法 | |
| EP3212468B1 (en) | Light weight acoustic trim part | |
| US10427624B2 (en) | Fibrous automotive cladding | |
| KR101911899B1 (ko) | 리사이클성과 경량성이 우수한 자동차용 플로우 카페트 복합기재 및 그를 이용한 제품 | |
| JP5522519B2 (ja) | 車両用内装品 | |
| JP5977574B2 (ja) | 敷設材の製造方法、及び、車両用成形内装材の製造方法 | |
| JP6005914B2 (ja) | フロアカーペットの車体パネル側に設けられる車両用緩衝材の製造方法 | |
| JP4209723B2 (ja) | 成形敷設材 | |
| JP6360420B2 (ja) | 自動車用内装材、及び、その製造方法 | |
| JP6714417B2 (ja) | 車両用フロアカーペット | |
| JP6931109B2 (ja) | 車両用フロアカーペット | |
| JP5879672B2 (ja) | 車両用内装パネル | |
| CN113286699B (zh) | 机动车用消音器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141007 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141007 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151013 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151021 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5829112 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |