JP5793473B2 - ボンディング装置用ヒータ及びその冷却方法 - Google Patents
ボンディング装置用ヒータ及びその冷却方法 Download PDFInfo
- Publication number
- JP5793473B2 JP5793473B2 JP2012161304A JP2012161304A JP5793473B2 JP 5793473 B2 JP5793473 B2 JP 5793473B2 JP 2012161304 A JP2012161304 A JP 2012161304A JP 2012161304 A JP2012161304 A JP 2012161304A JP 5793473 B2 JP5793473 B2 JP 5793473B2
- Authority
- JP
- Japan
- Prior art keywords
- capillary
- insulating material
- heat insulating
- slits
- cooling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K3/00—Tools, devices, or special appurtenances for soldering, e.g. brazing, or unsoldering, not specially adapted for particular methods
- B23K3/08—Auxiliary devices therefor
- B23K3/085—Cooling, heat sink or heat shielding means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/0008—Soldering, e.g. brazing, or unsoldering specially adapted for particular articles or work
- B23K1/0016—Brazing of electronic components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K3/00—Tools, devices, or special appurtenances for soldering, e.g. brazing, or unsoldering, not specially adapted for particular methods
- B23K3/04—Heating appliances
- B23K3/047—Heating appliances electric
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/74—Apparatus for manufacturing arrangements for connecting or disconnecting semiconductor or solid-state bodies
- H01L24/75—Apparatus for connecting with bump connectors or layer connectors
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/10—Heater elements characterised by the composition or nature of the materials or by the arrangement of the conductor
- H05B3/12—Heater elements characterised by the composition or nature of the materials or by the arrangement of the conductor characterised by the composition or nature of the conductive material
- H05B3/14—Heater elements characterised by the composition or nature of the materials or by the arrangement of the conductor characterised by the composition or nature of the conductive material the material being non-metallic
- H05B3/141—Conductive ceramics, e.g. metal oxides, metal carbides, barium titanate, ferrites, zirconia, vitrous compounds
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/20—Heating elements having extended surface area substantially in a two-dimensional plane, e.g. plate-heater
- H05B3/22—Heating elements having extended surface area substantially in a two-dimensional plane, e.g. plate-heater non-flexible
- H05B3/26—Heating elements having extended surface area substantially in a two-dimensional plane, e.g. plate-heater non-flexible heating conductor mounted on insulating base
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
- B23K2101/42—Printed circuits
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/74—Apparatus for manufacturing arrangements for connecting or disconnecting semiconductor or solid-state bodies and for methods related thereto
- H01L2224/75—Apparatus for connecting with bump connectors or layer connectors
- H01L2224/755—Cooling means
- H01L2224/75502—Cooling means in the upper part of the bonding apparatus, e.g. in the bonding head
Description
=毛細スリット35の両側面35aの面積=H1×L1×2×毛細冷却流路37の数
=H1×L1×504
となる。
全流路断面積
=W1×H1×毛細冷却流路37の数=W1×H1×504
となる。
Claims (4)
- セラミックス製でボンディングツールが取り付けられる第一の面と、前記第一の面と反対側で断熱材が取り付けられる第二の面とを有する平板形のボンディング装置用ヒータであって、
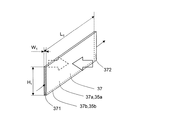
前記第二の面に設けられ、前記第二の面に沿った方向の幅が前記第二の面に垂直方向の深さよりも小さい多数の毛細スリットと、を備え、
多数の前記毛細スリットと前記第二の面に取り付けられる前記断熱材の合わせ面とは、多数の毛細冷却流路を形成し、
前記毛細スリットの両側面の合計面積が、前記第二の面上で前記毛細スリットが形成されている領域の面積よりも大きく、
前記第二の面は、中央近傍に窪みが設けられ、
前記窪みと前記第二の面に取り付けられる前記断熱材の合わせ面とは、冷却空気が流入するキャビティを形成し、
多数の前記毛細スリットは、前記キャビティから側面に延びること、を特徴とするボンディング装置用ヒータ。 - セラミックス製でボンディングツールが取り付けられる第一の面と、前記第一の面と反対側で断熱材が取り付けられる第二の面とを有する平板形のボンディング装置用ヒータであって、
前記第二の面に設けられ、前記第二の面に沿った方向の幅が前記第二の面に垂直方向の深さよりも小さい多数の毛細スリットと、を備え、
多数の前記毛細スリットと前記第二の面に取り付けられる前記断熱材の合わせ面とは、多数の毛細冷却流路を形成し、
前記毛細スリットの両側面の合計面積が、前記第二の面上で前記毛細スリットが形成されている領域の面積よりも大きく、
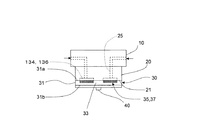
前記断熱材は、前記合わせ面の中央近傍に第二の窪みが設けられ、
前記第二の窪みと前記第二の面とは、冷却空気が流入するキャビティを形成し、
多数の前記毛細スリットは、前記キャビティに連通し、対向する各側面の間に延びること、を特徴とするボンディング装置用ヒータ。 - セラミックス製でボンディングツールが取り付けられる第一の面と、前記第一の面と反対側で断熱材が取り付けられる第二の面とを有する平板形状で、前記第二の面に設けられ、前記第二の面に沿った方向の幅が前記第二の面に垂直方向の深さよりも小さい多数の毛細スリットと、を備え、多数の前記毛細スリットと前記第二の面に取り付けられる前記断熱材の合わせ面とは、多数の毛細冷却流路を形成し、前記毛細スリットの両側面の合計面積が、前記第二の面上で前記毛細スリットが形成されている領域の面積よりも大きく、前記第二の面は、中央近傍に窪みが設けられ、前記窪みと前記第二の面に取り付けられる前記断熱材の合わせ面とは、冷却空気が流入するキャビティを形成し、多数の前記毛細スリットは、前記キャビティから側面に延びるボンディング装置用ヒータの冷却方法であって、
冷却空気流量は、前記毛細冷却流路出口の毛細スリット中央の冷却空気温度が前記毛細スリットの表面温度よりも所定の閾値だけ低い温度となる流量であること、
を特徴とする冷却方法。 - セラミックス製でボンディングツールが取り付けられる第一の面と、前記第一の面と反対側で断熱材が取り付けられる第二の面とを有する平板形状で、前記第二の面に設けられ、前記第二の面に沿った方向の幅が前記第二の面に垂直方向の深さよりも小さい多数の毛細スリットと、を備え、多数の前記毛細スリットと前記第二の面に取り付けられる前記断熱材の合わせ面とは、多数の毛細冷却流路を形成し、前記毛細スリットの両側面の合計面積が、前記第二の面上で前記毛細スリットが形成されている領域の面積よりも大きく、前記断熱材は、前記合わせ面の中央近傍に第二の窪みが設けられ、前記第二の窪みと前記第二の面とは、冷却空気が流入するキャビティを形成し、多数の前記毛細スリットは、前記キャビティに連通し、対向する各側面の間に延びるボンディング装置用ヒータの冷却方法であって、
冷却空気流量は、前記毛細冷却流路出口の毛細スリット中央の冷却空気温度が前記毛細スリットの表面温度よりも所定の閾値だけ低い温度となる流量であること、
を特徴とする冷却方法。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012161304A JP5793473B2 (ja) | 2012-07-20 | 2012-07-20 | ボンディング装置用ヒータ及びその冷却方法 |
| TW102106499A TWI489598B (zh) | 2012-07-20 | 2013-02-25 | A heater for a bonding device and a cooling method thereof |
| TW104117385A TW201535635A (zh) | 2012-07-20 | 2013-02-25 | 接合裝置用加熱器及其冷卻方法 |
| CN201380014787.0A CN104520980B (zh) | 2012-07-20 | 2013-04-11 | 接合装置用加热器及其冷却方法 |
| KR1020147024142A KR101559741B1 (ko) | 2012-07-20 | 2013-04-11 | 본딩 장치용 히터 및 그 냉각 방법 |
| KR1020157017088A KR20150082673A (ko) | 2012-07-20 | 2013-04-11 | 본딩 장치용 히터 및 그 냉각 방법 |
| SG11201500238RA SG11201500238RA (en) | 2012-07-20 | 2013-04-11 | Heater for bonding apparatus and method of cooling the same |
| PCT/JP2013/060908 WO2014013764A1 (ja) | 2012-07-20 | 2013-04-11 | ボンディング装置用ヒータ及びその冷却方法 |
| US14/597,635 US10350692B2 (en) | 2012-07-20 | 2015-01-15 | Heater for bonding apparatus and method of cooling the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012161304A JP5793473B2 (ja) | 2012-07-20 | 2012-07-20 | ボンディング装置用ヒータ及びその冷却方法 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015050779A Division JP2015109485A (ja) | 2015-03-13 | 2015-03-13 | ボンディング装置用ヒータ及びその冷却方法 |
| JP2015127628A Division JP6149241B2 (ja) | 2015-06-25 | 2015-06-25 | ボンディング装置用ヒータ及びその冷却方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014022629A JP2014022629A (ja) | 2014-02-03 |
| JP2014022629A5 JP2014022629A5 (ja) | 2014-10-23 |
| JP5793473B2 true JP5793473B2 (ja) | 2015-10-14 |
Family
ID=49948601
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012161304A Active JP5793473B2 (ja) | 2012-07-20 | 2012-07-20 | ボンディング装置用ヒータ及びその冷却方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10350692B2 (ja) |
| JP (1) | JP5793473B2 (ja) |
| KR (2) | KR20150082673A (ja) |
| CN (1) | CN104520980B (ja) |
| SG (1) | SG11201500238RA (ja) |
| TW (2) | TW201535635A (ja) |
| WO (1) | WO2014013764A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9093549B2 (en) * | 2013-07-02 | 2015-07-28 | Kulicke And Soffa Industries, Inc. | Bond heads for thermocompression bonders, thermocompression bonders, and methods of operating the same |
| US9659902B2 (en) * | 2014-02-28 | 2017-05-23 | Kulicke And Soffa Industries, Inc. | Thermocompression bonding systems and methods of operating the same |
| JP6176542B2 (ja) * | 2015-04-22 | 2017-08-09 | パナソニックIpマネジメント株式会社 | 電子部品ボンディングヘッド |
| JP6529865B2 (ja) * | 2015-08-31 | 2019-06-12 | 株式会社イチネンジコー | ヒータ |
| JP6457905B2 (ja) * | 2015-08-31 | 2019-01-23 | 株式会社イチネンジコー | ヒータ |
| JP6836317B2 (ja) * | 2015-10-16 | 2021-02-24 | 東レエンジニアリング株式会社 | ボンディングヘッドおよび実装装置 |
| CN109196629B (zh) * | 2016-03-24 | 2021-12-07 | 株式会社新川 | 接合装置 |
| CN107825011A (zh) * | 2017-11-10 | 2018-03-23 | 普尔思(苏州)无线通讯产品有限公司 | 一种能够控制温度的焊接系统 |
| JP6680930B2 (ja) * | 2019-05-15 | 2020-04-15 | 株式会社イチネンジコー | ヒータ |
| TWI791287B (zh) * | 2021-09-16 | 2023-02-01 | 日商新川股份有限公司 | 封裝裝置以及封裝方法 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5592363A (en) | 1992-09-30 | 1997-01-07 | Hitachi, Ltd. | Electronic apparatus |
| US5453641A (en) * | 1992-12-16 | 1995-09-26 | Sdl, Inc. | Waste heat removal system |
| JP3255871B2 (ja) * | 1997-03-31 | 2002-02-12 | 住友大阪セメント株式会社 | パルスヒーター及び半導体チップ実装ボードの製法 |
| JPH11204994A (ja) | 1998-01-14 | 1999-07-30 | Hitachi Ltd | 素子搭載装置 |
| JP2000277567A (ja) * | 1999-03-25 | 2000-10-06 | Ngk Insulators Ltd | ボンディング用ヒータ |
| US6414271B2 (en) | 2000-05-25 | 2002-07-02 | Kyocera Corporation | Contact heating device |
| JP2002016091A (ja) | 2000-06-29 | 2002-01-18 | Kyocera Corp | 接触加熱装置 |
| JP2002076102A (ja) * | 2000-08-31 | 2002-03-15 | Ibiden Co Ltd | セラミック基板 |
| JP3801966B2 (ja) * | 2002-07-31 | 2006-07-26 | 京セラ株式会社 | 加熱装置 |
| US20070125526A1 (en) | 2005-12-02 | 2007-06-07 | Matsushita Electric Industrial Co., Ltd. | Cooling device for electronic components |
| JP2007180505A (ja) | 2005-12-02 | 2007-07-12 | Matsushita Electric Ind Co Ltd | 電子部品の冷却装置 |
| US20070131659A1 (en) * | 2005-12-09 | 2007-06-14 | Durocher Kevin M | Method of making an electronic device cooling system |
| JP4640170B2 (ja) * | 2005-12-28 | 2011-03-02 | 株式会社豊田自動織機 | 半田付け方法及び半導体モジュールの製造方法並びに半田付け装置 |
| JP2007242724A (ja) * | 2006-03-06 | 2007-09-20 | Seiko Epson Corp | マイクロチャンネル構造体、マイクロチャンネル構造体の製造方法及び電子機器 |
| JP2007329306A (ja) * | 2006-06-08 | 2007-12-20 | Matsushita Electric Ind Co Ltd | 熱圧着装置 |
| US8593812B2 (en) * | 2009-05-11 | 2013-11-26 | Toyota Jidosha Kabushiki Kaisha | Heat exchanger, semiconductor device, method for manufacturing the heat exchanger, and method for manufacturing the semiconductor device |
| US8637794B2 (en) * | 2009-10-21 | 2014-01-28 | Lam Research Corporation | Heating plate with planar heating zones for semiconductor processing |
| JP4808283B1 (ja) * | 2010-06-30 | 2011-11-02 | 株式会社新川 | 電子部品実装装置及び電子部品実装方法 |
| US8633423B2 (en) * | 2010-10-14 | 2014-01-21 | Applied Materials, Inc. | Methods and apparatus for controlling substrate temperature in a process chamber |
| WO2013095362A1 (en) * | 2011-12-20 | 2013-06-27 | Intel Corporation | High performance transient uniform cooling solution for thermal compression bonding process |
-
2012
- 2012-07-20 JP JP2012161304A patent/JP5793473B2/ja active Active
-
2013
- 2013-02-25 TW TW104117385A patent/TW201535635A/zh unknown
- 2013-02-25 TW TW102106499A patent/TWI489598B/zh active
- 2013-04-11 KR KR1020157017088A patent/KR20150082673A/ko not_active Application Discontinuation
- 2013-04-11 KR KR1020147024142A patent/KR101559741B1/ko active IP Right Grant
- 2013-04-11 WO PCT/JP2013/060908 patent/WO2014013764A1/ja active Application Filing
- 2013-04-11 SG SG11201500238RA patent/SG11201500238RA/en unknown
- 2013-04-11 CN CN201380014787.0A patent/CN104520980B/zh active Active
-
2015
- 2015-01-15 US US14/597,635 patent/US10350692B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| WO2014013764A1 (ja) | 2014-01-23 |
| KR101559741B1 (ko) | 2015-10-13 |
| KR20140128380A (ko) | 2014-11-05 |
| JP2014022629A (ja) | 2014-02-03 |
| TW201405731A (zh) | 2014-02-01 |
| US10350692B2 (en) | 2019-07-16 |
| KR20150082673A (ko) | 2015-07-15 |
| TW201535635A (zh) | 2015-09-16 |
| CN104520980B (zh) | 2017-07-07 |
| TWI489598B (zh) | 2015-06-21 |
| SG11201500238RA (en) | 2015-03-30 |
| CN104520980A (zh) | 2015-04-15 |
| US20150183040A1 (en) | 2015-07-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5793473B2 (ja) | ボンディング装置用ヒータ及びその冷却方法 | |
| KR102228798B1 (ko) | 가열가능 및 냉각가능 흡인 부재를 갖춘 본딩 헤드 | |
| US11508688B2 (en) | Bonding apparatus including a heater and a cooling flow path used for stacking a plurality of semiconductor chips | |
| US20100081191A1 (en) | Anisotropic heat spreader for use with a thermoelectric device | |
| US8938880B2 (en) | Method of manufacturing an integrated cold plate for electronics | |
| JP6047724B2 (ja) | ボンディング装置用ヒータ、ボンディング装置用ヒータ組立体及びボンディング装置 | |
| JP6149241B2 (ja) | ボンディング装置用ヒータ及びその冷却方法 | |
| JP2015109485A (ja) | ボンディング装置用ヒータ及びその冷却方法 | |
| JP6850854B2 (ja) | ボンディングヘッドおよび実装装置 | |
| JP5592029B2 (ja) | 酸化防止ガス吹き出しユニット | |
| US8916964B2 (en) | Semiconductor device and method of producing same | |
| JP6836317B2 (ja) | ボンディングヘッドおよび実装装置 | |
| TWI743241B (zh) | 助焊系統、包括助焊系統的接合機及其操作方法 | |
| JP6632856B2 (ja) | ボンディングヘッドおよび実装装置 | |
| TWI751971B (zh) | 用於半導體裝置測試之設備及方法以及半導體裝置測試系統 | |
| US10192847B2 (en) | Rapid cooling system for a bond head heater | |
| JP6893003B2 (ja) | 冷却器、半導体モジュール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140815 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20140827 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140909 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20141010 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141021 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150203 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150313 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20150326 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20150424 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150625 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150810 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5793473 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |