JP5785838B2 - 閉塞開孔方法および閉塞開孔装置 - Google Patents
閉塞開孔方法および閉塞開孔装置 Download PDFInfo
- Publication number
- JP5785838B2 JP5785838B2 JP2011210737A JP2011210737A JP5785838B2 JP 5785838 B2 JP5785838 B2 JP 5785838B2 JP 2011210737 A JP2011210737 A JP 2011210737A JP 2011210737 A JP2011210737 A JP 2011210737A JP 5785838 B2 JP5785838 B2 JP 5785838B2
- Authority
- JP
- Japan
- Prior art keywords
- opening
- plug
- hole
- mud material
- closing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 54
- 239000000463 material Substances 0.000 claims description 89
- 238000002347 injection Methods 0.000 claims description 17
- 239000007924 injection Substances 0.000 claims description 17
- 238000010304 firing Methods 0.000 claims description 10
- 230000000903 blocking effect Effects 0.000 description 19
- 229910052751 metal Inorganic materials 0.000 description 13
- 239000002184 metal Substances 0.000 description 13
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 6
- 238000005553 drilling Methods 0.000 description 4
- 239000003921 oil Substances 0.000 description 4
- 229910052742 iron Inorganic materials 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 229910000805 Pig iron Inorganic materials 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 239000004927 clay Substances 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 2
- 229910010271 silicon carbide Inorganic materials 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 238000009412 basement excavation Methods 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 230000009969 flowable effect Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 239000011819 refractory material Substances 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21B—MANUFACTURE OF IRON OR STEEL
- C21B7/00—Blast furnaces
- C21B7/12—Opening or sealing the tap holes
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Furnace Charging Or Discharging (AREA)
- Blast Furnaces (AREA)
Description
また、充填されたマッド材は、その内部に空隙ができることもあり、錐ロッドの前進負荷や回転負荷に基づいて開孔判定を行うと、空隙によって前進負荷や回転負荷が弱まることで出銑口が貫通したと誤判定してしまう恐れがある。
このように、出銑口の開孔判定を容易にするためには、出銑口の閉塞状態を常に一定に保つことが要求される。
本形成方法によれば、耐火物筒状体の内部が空洞のため開孔に要する時間を短縮することができる。また、焼成したマッド材を開孔した後に耐火物筒状体を挿入させるため、小さな挿入力で済み、従来の出銑口開孔機のフィード力で挿入することができるとされる。
また、特許文献3に記載の方法では、出銑後の出銑口の径が想定より小さい場合、固形マッド材と芯金棒を無理やり打ち込むことになって、開孔時に芯金棒が引き抜きにくくなってしまう。
本発明の閉塞開孔方法は、高炉の炉壁に形成された出銑口を閉塞するとともに閉塞された前記出銑口を開孔する閉塞開孔方法であって、マッド材および略棒状に形成された閉塞栓を前記出銑口に押し出し、前記マッド材を焼成させて閉塞する閉塞工程と、前記閉塞栓および焼成された前記マッド材を掘削して前記出銑口を形成する開孔工程と、を備え、前記閉塞栓は、前記マッド材の焼成物よりも柔らかく前記マッド材に押し込み可能に形成されている柔軟部分を、自身の全長にわたって連なるように有し、前記閉塞工程は、前記出銑口に前記マッド材を充填させる工程と、前記マッド材が充填された前記出銑口に前記閉塞栓を押し込む工程と、を備えることを特徴としている。
また、上記の閉塞開孔方法において、前記閉塞栓は、管状部材と、前記管状部材の管路に配置された前記柔軟部分である充填部材と、を有することがより好ましい。
また、上記の閉塞開孔方法において、前記充填部材は、焼成した耐火物により形成され、前記開孔工程では前記閉塞栓の前記充填部材を掘削することがより好ましい。
また、上記の閉塞開孔方法において、前記閉塞栓の長さは、前記出銑口の長さにほぼ等しく設定されていることがより好ましい。
また、上記の閉塞開孔装置において、前記ケーシングの前記内部空間に設けられ、先端が前記ケーシングの前記注入開口内に、前記注入開口を形成する縁部の少なくとも一部から離間した状態で配置され、基端側の開口が前記貫通孔に連通するガイド管を備え、前記ガイド管内に前記閉塞栓が挿通可能に設定されていることがより好ましい。
請求項4および5に記載の閉塞開孔方法によれば、マッド材の焼成物よりも柔らかい充填部材または焼成した充填部材を掘削することで、出銑口を容易に開孔することができる。
請求項8に記載の閉塞開孔装置によれば、出銑口を閉塞する作業と、閉塞された出銑口を開孔する作業とを1台の装置で行うことができる。
請求項9に記載の閉塞開孔装置によれば、ケーシング内で閉塞栓にマッド材が付着するのが防止される。このため、閉塞時にケーシング内において、閉塞栓とマッド材とによる摩擦力が生じにくくなるため、出銑口に閉塞栓を容易に挿入することができる。
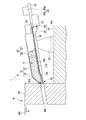
以下、本発明に係る閉塞開孔装置の第1実施形態を、図1から図6を参照しながら説明する。本閉塞開孔装置1は、図1に示すように高炉Wの炉壁W1に形成された出銑口W2を閉塞する閉塞モードと、図2に示すように閉塞された出銑口W2を開孔する開孔モードとに装置の状態を切り替えることができる。
図1に示すように、閉塞開孔装置1は、マッド材100が収容可能な内部空間11が形成されたケーシング10と、内部空間11に収容されたマッド材100に圧力を作用させる油圧発生部(圧力発生部)20と、出銑口W2を開孔するための開孔ロッド30と(図2参照。)、閉塞栓110などの基端に着脱可能に接続されるとともに閉塞栓110などを回転させる着脱・回転部(着脱部、回転駆動部)35と、着脱・回転部35を移動させる進退駆動部45とを備えている。
なお、開孔ロッド30および着脱・回転部35で、開孔機部を構成する。
油圧発生部20は、ケーシング10の内部空間11における基端側に取り付けられている。油圧発生部20は、不図示の油供給源からオイルを供給される油圧シリンダ21と、油圧シリンダ21により前後方向に移動するピストン22とを有している。油圧シリンダ21には、油圧シリンダ21内のオイルの量を調節する不図示の流入口、および流出口が設けられている。
ピストン22の外周面と油圧シリンダ21の内周面との間には、ピストン22と油圧シリンダ21との間を水密に保持するための不図示のシール部材が設けられている。油圧シリンダ21によりピストン22が先端側に移動したときにおいても、ピストン22より前方に注入開口12aおよび貫通孔13aが配置されるように設定されている。本実施形態では、ピストン22が注入開口12aおよび貫通孔13aを塞がないので、ピストン22や油圧シリンダ21に閉塞栓110やマッド材100を通すための孔は形成されていない。
本実施形態の閉塞開孔装置1で用いられる閉塞栓110は、図1に示すように、マッド材100の焼成物(後述する焼成マッド材100A)よりも柔らかい焼成した耐火物により、略棒状に形成されている。閉塞栓110の長さは、出銑口W2の長さにほぼ等しく設定されている。閉塞栓110は、例えば、アルミナ、ろう石、炭化珪素、耐火粘土などからなるマッド材を焼成した耐火物により形成されている。閉塞栓110を柔らかくするには、例えば、マッド材中のバインダー(タール、レジン)の含有量を増やせばよく、閉塞栓110を硬くするには、マッド材中の金属(アルミニウムなど)の含有量を増やせばよい。
閉塞栓110の基端には、前述の開孔ロッド30の雌ネジ部32のような不図示の雌ネジ部が形成されている。
着脱・回転機構36は、図3に示す雄ネジ部38と、不図示の回転駆動モータとを備えている。この雄ネジ部38に開孔ロッド30の雌ネジ部32を螺合させることで、着脱・回転機構36に開孔ロッド30を接続することができる。回転駆動モータは、雄ネジ部38を雄ネジ部38の軸線C1回りに回転させる。これにより、着脱・回転機構36の雄ネジ部38に接続された開孔ロッド30は、自身の軸線回りに回転することができる。
着脱アダプタ37は、不図示のギアボックス、および連結軸39を有している。着脱・回転機構36に着脱アダプタ37を接続することで、着脱・回転機構36の雄ネジ部38にギアボックスが係合し、連結軸39をその軸線C2回りに回転させることができる。
連結軸39の先端には、閉塞栓110の雌ネジ部と螺合する不図示の雄ネジ部が形成されている。連結軸39の軸線C2と雄ネジ部38の軸線C1とは、ほぼ平行に設定されている。また、この例では、軸線C1は、注入開口12aおよび貫通孔13aより下方に配置されている。
進退駆動部45は、ガイドレール51上に設置されている進退駆動モータ45aと、ガイドレール51の下部に軸線C2方向にスライド可能に接続された進退駆動部本体45bとを有している。進退駆動モータ45aを駆動することで、進退駆動部本体45bをガイドレール51に沿って軸線C2方向に進退させることができる。
連結軸39の雄ネジ部に閉塞栓110を接続し、進退駆動部45により閉塞栓110を先端側に移動させることで、閉塞栓110を貫通孔13aおよび内部空間11を通して注入開口12aから前方へ突出させることができる。
位置調節装置52は床面W3上に配置され、床面W3に対するケーシング10の前後方向および上下方向の位置を調節することができる。
開孔モードでは、貫通孔13aを塞ぐ栓部材53を用いてもよい。
まず、ケーシング10の貫通孔13aに閉塞栓110を挿通させる(閉塞栓配置工程)。具体的には、ガイドレール51上で進退駆動部45の進退駆動部本体45bを基端側に移動させておき、着脱・回転機構36に着脱アダプタ37を接続したうえで、連結軸39の先端に閉塞栓110を接続する。このとき、閉塞栓110を連結軸39の前方で保持しておき、着脱・回転機構36により閉塞栓110に対して連結軸39を軸線C2回りに回転させる。これにより、閉塞栓110の雌ネジ部と連結軸39の雄ネジ部とを螺合させ、連結軸39に閉塞栓110を容易に接続することができる。
そして、進退駆動部45により閉塞栓110を先端側に移動させ、閉塞栓110の先端が貫通孔13aを通過して注入開口12aにほぼ一致するように調節する。
続いて、油圧発生部20により、図4に示すように、マッド材100を注入開口12aを通して出銑口W2に押し出し、出銑口W2にマッド材100を充填させる(マッド材押し出し工程)。
出銑口W2に押し出された閉塞栓110により、出銑口W2から押し出されたマッド材100が炉内側D2で凸の状態に盛り上がり、保護マッド101を形成する。保護マッド101は、出銑口W2から流れ出る溶銑W5によって炉壁W1が侵食されるのを保護する。
出銑口W2にケーシング10を当接させた状態で一定時間保持し、その後、位置調節装置52によりケーシング10を基端側に移動させ、出銑口W2からケーシング10を離間させる(焼成工程)。この工程の間に、溶銑W5の熱によりマッド材100が焼成され、図6に示す焼成マッド材100Aとなる。
以上で、閉塞工程を終了する。
開孔工程では、図2に示すように、着脱・回転機構36から着脱アダプタ37を取り外し、着脱・回転機構36に開孔ロッド30を接続する。
位置調節装置52によりケーシング10を上方に移動させ、出銑口W2を閉塞している閉塞栓110に開孔ロッド30のビット31を当接させる。着脱・回転機構36により開孔ロッド30を軸線C1回りに回転させつつ、進退駆動部45により開孔ロッド30を先端側に移動させることで、閉塞栓110、および閉塞栓110より炉内側D2にある焼成マッド材100Aを掘削して出銑口W2を形成する。
以上で、開孔工程を終了する。
また、焼成マッド材100Aは閉塞栓110より硬く、溶銑W5などにより侵食されにくいので、出銑口W2が溶銑W5により侵食されて大きくなるのを抑えることができる。
閉塞開孔装置1は、開孔ロッド30および着脱・回転部35を備えるため、閉塞モードと開孔モードとを切り替えることで、1台の装置で閉塞工程および開孔工程の両工程を行うことができる。
開孔工程において開孔ロッド30がケーシング10の外部に配置されるため、開孔ロッド30が溶銑W5の熱などにより曲がったとしても、閉塞開孔装置1の動作に支障となるのが防止される。
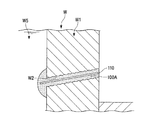
次に、本発明の第2実施形態について図7から図10を参照しながら説明するが、前記実施形態と同一の部位には同一の符号を付してその説明は省略し、異なる点についてのみ説明する。
図7に示すように、本実施形態の閉塞開孔装置1で用いられる閉塞栓120は、外径が出銑口W2の内径より小さく設定されたパイプ(管状部材)121と、パイプ121の管路に配置された充填部材122とを有している。
パイプ121を形成する材料としては、たとえば、鉄鋼などの金属を用いることができる。充填部材122は、前述の閉塞栓110と同一の材料で形成されている。
なお、閉塞栓120の基端には、閉塞栓110の雌ネジ部と同一形状の雌ネジ部が形成されていることが好ましい。
閉塞工程は、閉塞栓110を用いて行う第1実施形態の工程と同様なので、説明を省略する。
開孔工程では、図8に示すように、出銑口W2を閉塞している閉塞栓120の充填部材122に開孔ロッド30のビット31を当接させる。そして、閉塞栓120の充填部材122、および充填部材122より炉内側D2にある焼成マッド材100Aを掘削して出銑口W2を形成する。
このように構成された閉塞栓120を用いる本実施形態の閉塞開孔方法によれば、焼成マッド材100Aよりも柔らかい充填部材122を掘削することで、出銑口W2を容易に開孔することができる。
このため、第1実施形態の閉塞栓110のように、閉塞栓110全体が柔らかく形成されていてもよいし、閉塞栓の外周の一部が全長にわたって柔らかく形成されていてもよい。
この閉塞栓130は、前述の閉塞栓120において、充填部材122が、パイプ121の一端121aから一定距離離間した位置Pよりパイプ121の他端121b側のみに配置されている。この一定距離は、閉塞開孔装置1におけるビット31の大きさなどに応じて適宜設定される。
パイプ121の一端121a側の内周面には、閉塞栓110の雌ネジ部と同一形状の雌ネジ部が形成されていることが好ましい。
図10に示すように、閉塞栓130のパイプ121の一端121a内に閉塞開孔装置1のビット31を挿入し、着脱・回転機構36により開孔ロッド30をその軸線回りに回転させる。これにより、充填部材122、および充填部材122より炉内側D2にある焼成マッド材100Aを掘削し、出銑口W2を形成する。
これに対して、本変形例の閉塞栓130を用いることで、閉塞栓130に対して開孔ロッド30の先端を容易に位置決めし、開孔ロッド30の回転ブレを抑えることができる。これにより、出銑口W2を短時間で形成することができる。
たとえば、前記第1実施形態および第2実施形態では、閉塞栓110、および閉塞栓120の充填部材122は、焼成マッド材100Aよりも柔らかい焼成した耐火物により形成されているとした。しかし、これらは、焼成されることで焼成マッド材100Aよりも柔らかい耐火物となる材料により形成さていてもよい。
この材料としては、前述のアルミナ、ろう石、炭化珪素、耐火粘土、および、これらの混合物を用いることができる。
閉塞栓110および充填部材122をこのような材料で形成することで、焼成された閉塞栓110または充填部材122を掘削して、出銑口W2を容易に開孔することができる。
ガイド管61の一端61aは、ケーシング10の注入開口12a内に注入開口12aを形成する縁部から離間した状態で配置されている。ガイド管61は、他端61b側の開口が貫通孔13aに連通するように配置されている。
ガイド管61の内径は、閉塞栓110が挿通可能となるように設定されている。
閉塞開孔装置2をこのように構成することで、閉塞モードにおいて、ケーシング10内で閉塞栓110とマッド材100とによる摩擦力が生じにくくなるため、出銑口W2に閉塞栓110を容易に挿入することができる。
また、第1実施形態および第2実施形態では、閉塞栓の長さは出銑口W2の長さにほぼ等しく設定されているとした。しかし、閉塞栓の長さに制限はなく、出銑口W2の長さより短くするなど適宜設定することができる。
10 ケーシング
11 内部空間
12a 注入開口
13a 貫通孔
20 油圧発生部(圧力発生部)
30 開孔ロッド
35 着脱・回転部(着脱部、回転駆動部)
45 進退駆動部
61 ガイド管
100 マッド材
110、120、130 閉塞栓
121 パイプ(管状部材)
122 充填部材
W 高炉
W1 炉壁
W2 出銑口
Claims (9)
- 高炉の炉壁に形成された出銑口を閉塞するとともに閉塞された前記出銑口を開孔する閉塞開孔方法であって、
マッド材および略棒状に形成された閉塞栓を前記出銑口に押し出し、前記マッド材を焼成させて閉塞する閉塞工程と、
前記閉塞栓および焼成された前記マッド材を掘削して前記出銑口を形成する開孔工程と、
を備え、
前記閉塞栓は、前記マッド材の焼成物よりも柔らかく前記マッド材に押し込み可能に形成されている柔軟部分を、自身の全長にわたって連なるように有し、
前記閉塞工程は、
前記出銑口に前記マッド材を充填させる工程と、
前記マッド材が充填された前記出銑口に前記閉塞栓を押し込む工程と、を備えることを特徴とする閉塞開孔方法。 - 前記押し込む工程では、前記マッド材の一部を前記出銑口から前記高炉の炉内側に向けて凸状に盛り上がるように押し出すことを特徴とする請求項1に記載の閉塞開孔方法。
- 前記閉塞栓は、
管状部材と、
前記管状部材の管路に配置された前記柔軟部分である充填部材と、
を有することを特徴とする請求項1に記載の閉塞開孔方法。 - 前記充填部材は、焼成した耐火物により形成され、
前記開孔工程では前記閉塞栓の前記充填部材を掘削することを特徴とする請求項3に記載の閉塞開孔方法。 - 前記充填部材は、焼成されることで耐火物となる材料により形成され、
前記開孔工程では前記閉塞栓の前記充填部材を掘削することを特徴とする請求項3に記載の閉塞開孔方法。 - 前記閉塞栓の長さは、前記出銑口の長さにほぼ等しく設定されていることを特徴とする請求項1から5のいずれか一項に記載の閉塞開孔方法。
- 高炉の炉壁に形成された出銑口を閉塞するとともに閉塞された前記出銑口を開孔する閉塞開孔装置であって、
マッド材が収容可能な内部空間、前記内部空間に連通する注入開口および貫通孔が形成されたケーシングと、
前記内部空間に収容された前記マッド材に圧力を作用させる圧力発生部と、
略棒状に形成された閉塞栓の基端に着脱可能に接続されるとともに、前記出銑口を閉塞した前記閉塞栓および焼成された前記マッド材を掘削する開孔機部と、
前記開孔機部に接続された前記閉塞栓を、前記出銑口に前記マッド材を充填させた後で、前記貫通孔および前記内部空間を通して前記注入開口から突出させて前記出銑口に押し出すように移動させる進退駆動部と、
を備え、
前記閉塞栓は、前記マッド材の焼成物よりも柔らかく前記マッド材に押し込み可能に形成されている部分を、自身の全長にわたって連なるように有することを特徴とする閉塞開孔装置。 - 前記開孔機部は、
前記閉塞栓の基端に着脱可能に接続される着脱部と、
前記ケーシングの外部に配置されるとともに、前記着脱部に自身の基端が着脱可能に接続される開孔ロッドと、
前記着脱部に接続された前記開孔ロッドを前記開孔ロッドの軸線回りに回転させる回転駆動部とを有することを特徴とする請求項7に記載の閉塞開孔装置。 - 前記ケーシングの前記内部空間に設けられ、先端が前記ケーシングの前記注入開口内に、前記注入開口を形成する縁部の少なくとも一部から離間した状態で配置され、基端側の開口が前記貫通孔に連通するガイド管を備え、
前記ガイド管内に前記閉塞栓が挿通可能に設定されていることを特徴とする請求項7または8に記載の閉塞開孔装置。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011210737A JP5785838B2 (ja) | 2011-09-27 | 2011-09-27 | 閉塞開孔方法および閉塞開孔装置 |
| CN201280046784.0A CN103890198B (zh) | 2011-09-27 | 2012-09-25 | 闭塞开孔方法、闭塞方法以及闭塞开孔装置 |
| KR1020147008935A KR101593345B1 (ko) | 2011-09-27 | 2012-09-25 | 폐색 개공 방법, 폐색 방법 및 폐색 개공 장치 |
| IN2846DEN2014 IN2014DN02846A (ja) | 2011-09-27 | 2012-09-25 | |
| PCT/JP2012/074502 WO2013047490A1 (ja) | 2011-09-27 | 2012-09-25 | 閉塞開孔方法、閉塞方法および閉塞開孔装置 |
| BR112014007046-6A BR112014007046B1 (pt) | 2011-09-27 | 2012-09-25 | Método de bloqueio/abertura para furo de corrida e aparelho de bloqueio/abertura |
| TW101135615A TWI493044B (zh) | 2011-09-27 | 2012-09-27 | 閉塞開孔方法、閉塞方法及閉塞開孔裝置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011210737A JP5785838B2 (ja) | 2011-09-27 | 2011-09-27 | 閉塞開孔方法および閉塞開孔装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013072102A JP2013072102A (ja) | 2013-04-22 |
| JP5785838B2 true JP5785838B2 (ja) | 2015-09-30 |
Family
ID=47995522
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011210737A Active JP5785838B2 (ja) | 2011-09-27 | 2011-09-27 | 閉塞開孔方法および閉塞開孔装置 |
Country Status (7)
| Country | Link |
|---|---|
| JP (1) | JP5785838B2 (ja) |
| KR (1) | KR101593345B1 (ja) |
| CN (1) | CN103890198B (ja) |
| BR (1) | BR112014007046B1 (ja) |
| IN (1) | IN2014DN02846A (ja) |
| TW (1) | TWI493044B (ja) |
| WO (1) | WO2013047490A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105319579B (zh) * | 2014-06-26 | 2017-11-03 | 中石化石油工程地球物理有限公司胜利分公司 | 泥枪震源枪钻一体钻进式下枪机构 |
| CN104141021B (zh) * | 2014-08-28 | 2015-11-11 | 中冶南方工程技术有限公司 | 一种高炉开铁口的方法及高炉开铁口设备系统 |
| KR102570155B1 (ko) * | 2019-03-13 | 2023-08-23 | 티엠티 태핑-매져링-테크놀로지 에스에이알엘 | 탭 홀 플러그 건 |
| US20220178615A1 (en) * | 2019-03-13 | 2022-06-09 | Tmt Tapping Measuring Technology Sàrl | Taphole plugging gun |
| TWI779501B (zh) * | 2021-02-24 | 2022-10-01 | 中國鋼鐵股份有限公司 | 導引裝置、導引系統及其操作方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6126709A (ja) * | 1984-07-17 | 1986-02-06 | Nippon Steel Corp | 出銑孔の閉塞方法 |
| JPH0765087B2 (ja) * | 1986-12-24 | 1995-07-12 | 川崎炉材株式会社 | 高炉出銑孔の閉塞方法 |
| JPS63166919A (ja) * | 1986-12-27 | 1988-07-11 | Kawasaki Refract Co Ltd | マツド材の供給方法 |
| JPH01127612A (ja) | 1987-11-09 | 1989-05-19 | Kawasaki Steel Corp | 高炉出銑口の閉塞方法 |
| DE3803132A1 (de) * | 1988-02-03 | 1989-08-17 | Dango & Dienenthal Maschbau | Verfahren und stopfkanone zum schliessen des stichlochs von oefen |
| DE3803625A1 (de) * | 1988-02-06 | 1989-08-17 | Dango & Dienenthal Maschbau | Verfahren und vorrichtung zum oeffnen des stichlochs von oefen |
| EP0574729B1 (fr) * | 1992-06-17 | 1998-12-02 | Paul Wurth S.A. | Machine de perçage d'un trou de coulée d'un four à cuve |
| LU88453A1 (fr) * | 1994-01-17 | 1995-09-01 | Wurth Paul Sa | Dispositif de bouchage du trou de coulée |
| JPH0853703A (ja) | 1994-08-10 | 1996-02-27 | Nippon Steel Corp | 高炉出銑口形成方法 |
| JPH1046218A (ja) * | 1996-08-05 | 1998-02-17 | Matsuda Astec Kk | 残銑抜き孔の開閉装置 |
| KR200168296Y1 (ko) * | 1999-08-06 | 2000-02-15 | 삼성전자주식회사 | 인쇄회로기판 |
| JP2002371308A (ja) * | 2001-06-13 | 2002-12-26 | Sumitomo Metal Ind Ltd | 高炉出銑口装置とその運転制御方法 |
| JP2003247011A (ja) | 2002-02-20 | 2003-09-05 | Nippon Steel Corp | 冶金炉用出湯口の開閉方法および開閉装置 |
-
2011
- 2011-09-27 JP JP2011210737A patent/JP5785838B2/ja active Active
-
2012
- 2012-09-25 KR KR1020147008935A patent/KR101593345B1/ko active IP Right Grant
- 2012-09-25 WO PCT/JP2012/074502 patent/WO2013047490A1/ja active Application Filing
- 2012-09-25 IN IN2846DEN2014 patent/IN2014DN02846A/en unknown
- 2012-09-25 CN CN201280046784.0A patent/CN103890198B/zh active Active
- 2012-09-25 BR BR112014007046-6A patent/BR112014007046B1/pt active IP Right Grant
- 2012-09-27 TW TW101135615A patent/TWI493044B/zh not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| CN103890198A (zh) | 2014-06-25 |
| BR112014007046B1 (pt) | 2019-02-19 |
| TW201326407A (zh) | 2013-07-01 |
| KR20140066215A (ko) | 2014-05-30 |
| BR112014007046A2 (pt) | 2017-04-11 |
| CN103890198B (zh) | 2016-01-13 |
| WO2013047490A1 (ja) | 2013-04-04 |
| KR101593345B1 (ko) | 2016-02-11 |
| TWI493044B (zh) | 2015-07-21 |
| JP2013072102A (ja) | 2013-04-22 |
| IN2014DN02846A (ja) | 2015-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5785838B2 (ja) | 閉塞開孔方法および閉塞開孔装置 | |
| CA2608050A1 (en) | Flow nozzle assembly | |
| US20130216312A1 (en) | Method, System And Rock Drilling Apparatus For Installing A Pipe In Drilled Holes In Rock Drilling | |
| JP5771433B2 (ja) | 出銑口の閉塞構造および出銑口の閉塞方法 | |
| ITTO20090593A1 (it) | Macchina per la perforazione del terreno. | |
| US10281213B2 (en) | Tap-hole refurbishing | |
| TWI533982B (zh) | 鎚裝置用的落錘破碎機及將一放流開口打開的方法 | |
| JP6895929B2 (ja) | 削孔器具、棒状部材および削孔方法 | |
| JPH01225712A (ja) | 炉の出銑口を閉寒する方法およびこの方法を実施するためのマッド・ガン | |
| JP2013072103A (ja) | 出銑口の閉塞方法 | |
| JP2007218024A (ja) | 地中熱利用熱交換チューブ設置装置及び設置方法 | |
| DE3443143A1 (de) | Verfahren und vorrichtung zum oeffnen und schliessen eines stichloches an oefen | |
| CN109877307A (zh) | 自锁式内管口系统 | |
| JP2012219331A (ja) | 開孔閉塞装置 | |
| JP6521311B2 (ja) | 被圧水下における薬液注入工法 | |
| JP4985027B2 (ja) | 出銑口開孔装置、及び出銑口閉塞装置 | |
| JP7173684B2 (ja) | ロックボルト構造の構築方法 | |
| KR200224581Y1 (ko) | 고로의 출선구 노저부 승온 억제장치 | |
| JP2017150226A (ja) | 削孔用口元装置、削孔装置、及び削孔方法 | |
| EP1233077B1 (en) | Apparatus for repairing blast furnace taphole facings | |
| US298251A (en) | Chaeles a | |
| JPS58199807A (ja) | 高炉出銑口の閉塞方法 | |
| JP2003247011A (ja) | 冶金炉用出湯口の開閉方法および開閉装置 | |
| KR101036913B1 (ko) | 고로의 머드건과 노즐팁 사이의 틈새 메움용 장치 및 방법 | |
| JP2007205002A (ja) | シールド掘進機のカッビット、カッタビット装填用治具、カッタビット装填方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140523 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150421 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150605 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150630 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150727 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5785838 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |