JP5752971B2 - 情報記録媒体用ガラス基板の製造方法 - Google Patents
情報記録媒体用ガラス基板の製造方法 Download PDFInfo
- Publication number
- JP5752971B2 JP5752971B2 JP2011074467A JP2011074467A JP5752971B2 JP 5752971 B2 JP5752971 B2 JP 5752971B2 JP 2011074467 A JP2011074467 A JP 2011074467A JP 2011074467 A JP2011074467 A JP 2011074467A JP 5752971 B2 JP5752971 B2 JP 5752971B2
- Authority
- JP
- Japan
- Prior art keywords
- polishing
- base plate
- glass
- oxide
- glass base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000011521 glass Substances 0.000 title claims description 141
- 239000000758 substrate Substances 0.000 title claims description 43
- 238000004519 manufacturing process Methods 0.000 title claims description 23
- 238000005498 polishing Methods 0.000 claims description 131
- 239000002585 base Substances 0.000 claims description 83
- 238000003426 chemical strengthening reaction Methods 0.000 claims description 57
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 48
- 239000008119 colloidal silica Substances 0.000 claims description 43
- 239000007788 liquid Substances 0.000 claims description 27
- 239000000395 magnesium oxide Substances 0.000 claims description 26
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 claims description 26
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 claims description 26
- 238000003754 machining Methods 0.000 claims description 22
- ODINCKMPIJJUCX-UHFFFAOYSA-N Calcium oxide Chemical compound [Ca]=O ODINCKMPIJJUCX-UHFFFAOYSA-N 0.000 claims description 21
- 239000002245 particle Substances 0.000 claims description 21
- 239000011734 sodium Substances 0.000 claims description 20
- 229910018068 Li 2 O Inorganic materials 0.000 claims description 19
- BRPQOXSCLDDYGP-UHFFFAOYSA-N calcium oxide Chemical compound [O-2].[Ca+2] BRPQOXSCLDDYGP-UHFFFAOYSA-N 0.000 claims description 16
- 239000000292 calcium oxide Substances 0.000 claims description 16
- 239000000463 material Substances 0.000 claims description 12
- 229910052784 alkaline earth metal Inorganic materials 0.000 claims description 8
- 150000001342 alkaline earth metals Chemical class 0.000 claims description 8
- 229910052783 alkali metal Inorganic materials 0.000 claims description 6
- 150000001340 alkali metals Chemical class 0.000 claims description 6
- XUCJHNOBJLKZNU-UHFFFAOYSA-M dilithium;hydroxide Chemical compound [Li+].[Li+].[OH-] XUCJHNOBJLKZNU-UHFFFAOYSA-M 0.000 claims description 5
- FZFYOUJTOSBFPQ-UHFFFAOYSA-M dipotassium;hydroxide Chemical compound [OH-].[K+].[K+] FZFYOUJTOSBFPQ-UHFFFAOYSA-M 0.000 claims description 5
- KKCBUQHMOMHUOY-UHFFFAOYSA-N sodium oxide Chemical compound [O-2].[Na+].[Na+] KKCBUQHMOMHUOY-UHFFFAOYSA-N 0.000 claims description 5
- 229910004298 SiO 2 Inorganic materials 0.000 claims description 4
- 229910018072 Al 2 O 3 Inorganic materials 0.000 claims description 3
- 229910000420 cerium oxide Inorganic materials 0.000 claims description 2
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 claims description 2
- BMMGVYCKOGBVEV-UHFFFAOYSA-N oxo(oxoceriooxy)cerium Chemical compound [Ce]=O.O=[Ce]=O BMMGVYCKOGBVEV-UHFFFAOYSA-N 0.000 claims description 2
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 claims description 2
- 229910001928 zirconium oxide Inorganic materials 0.000 claims description 2
- 229910052814 silicon oxide Inorganic materials 0.000 claims 1
- 210000002784 stomach Anatomy 0.000 claims 1
- 238000000034 method Methods 0.000 description 29
- 230000000052 comparative effect Effects 0.000 description 8
- 239000012530 fluid Substances 0.000 description 7
- 229910003460 diamond Inorganic materials 0.000 description 5
- 239000010432 diamond Substances 0.000 description 5
- 238000005342 ion exchange Methods 0.000 description 5
- 238000007517 polishing process Methods 0.000 description 4
- 238000005728 strengthening Methods 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 230000003746 surface roughness Effects 0.000 description 3
- 229910001413 alkali metal ion Inorganic materials 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 239000005357 flat glass Substances 0.000 description 2
- 150000002500 ions Chemical class 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 229910052708 sodium Inorganic materials 0.000 description 2
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 1
- 238000004220 aggregation Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 229910001416 lithium ion Inorganic materials 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 229910001414 potassium ion Inorganic materials 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 229910001415 sodium ion Inorganic materials 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Images





Landscapes
- Surface Treatment Of Glass (AREA)
- Glass Compositions (AREA)
- Magnetic Record Carriers (AREA)
- Manufacturing Of Magnetic Record Carriers (AREA)
Description
上記化学強化工程後の精密研磨工程において、コロイダルシリカとして、平均粒子径20nmのものを使用し、研削液のpHを1.3とし、また、コロイダルシリカのゼータ電位を−12mVにして用いる。又、精密研磨での取り代量を7μmとした。
上記化学強化工程後の精密研磨工程において、コロイダルシリカとして、平均粒子径20nmのものを使用し、研削液のpHを1.5とし、また、コロイダルシリカのゼータ電位を−13mVにして用いる。又、精密研磨での取り代量を0.8μmとした。
上記化学強化工程後の精密研磨工程において、コロイダルシリカとして、平均粒子径30nmのものを使用し、研削液のpHを1.2とし、また、コロイダルシリカのゼータ電位を−13mVにして用いる。又、精密研磨での取り代量を0.6μmとした。
上記化学強化工程後の精密研磨工程において、コロイダルシリカとして、平均粒子径30nmのものを使用し、研削液のpHを2とし、また、コロイダルシリカのゼータ電位を−10mVにして用いる。又、精密研磨での取り代量を9μmとした。
上記化学強化工程後の精密研磨工程において、コロイダルシリカとして、平均粒子径60nmのものを使用し、研削液のpHを1.4とし、また、コロイダルシリカのゼータ電位を−10mVにして用いる。又、精密研磨での取り代量を10μmとした。
上記化学強化工程後の精密研磨工程において、コロイダルシリカとして、平均粒子径80nmのものを使用し、研削液のpHを2とし、また、コロイダルシリカのゼータ電位を−15mVにして用いる。又、精密研磨での取り代量を8μmとした。
上記化学強化工程後の精密研磨工程において、コロイダルシリカとして、平均粒子径50nmのものを使用し、研削液のpHを1.5とし、また、コロイダルシリカのゼータ電位を−3mVにして用いる。又、精密研磨での取り代量を8μmとした。
又、比較例として、コロイダルシリカの平均粒子径、研削液のpH、コロイダルシリカのゼータ電位、精密研磨での取り代量を、適宜変更して比較例1〜10を行なった。そして、その比較例1〜10の夫々におけるガラス素板の全面平坦度、内周TIR、外周TIR夫々を測定し、その結果を、図6(b)に示した。
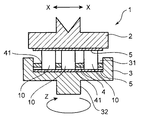
2 上研磨皿
3 下研磨皿
10 ガラス素板
1a 情報記録媒体用ガラス基板
Claims (7)
- 化学強化処理液を用いてガラス素板の表面を強化する化学強化工程と、前記ガラス素板の表面を、研磨液を用いて精密研磨を行なう精密研磨工程を含み、
前記ガラス素板として、
酸化マグネシウム(MgO)と酸化カルシウム(CaO)とのアルカリ土類金属と、酸化リチウム(Li2O)と酸化ナトリウム(Na2O)と酸化カリウム(K2O)とのアルカリ金属とを含み、
上記アルカリ土類金属に対する上記アルカリ金属の質量比(MgO+CaO)/(Li2O+Na2O+K2O)が、0.1<(MgO+CaO)/(Li2O+Na2O+K2O)<0.80の範囲にあるガラス素材からなるものを用いて行ない、
前記研磨液を、研磨材としてのコロイダルシリカを含むものを用いて、pH1〜3になるようにし、
前記精密研磨を、前記化学強化工程を終えた後に、0.7μm〜8μmの取り代量で、前記ガラス素板の表面全体の平坦度が2μm以下になるように行なうことを特徴とする情報記録媒体用ガラス基板の製造方法。 - 化学強化処理液を用いてガラス素板の表面を強化する化学強化工程と、前記ガラス素板の表面を、研磨材を用いて精密研磨を行なう精密研磨工程を含み、
前記ガラス素板として、
酸化ケイ素(SiO2):55〜75質量%、酸化アルミニウム(Al2O3):5〜18質量%、酸化リチウム(Li2O):1〜10質量%、酸化ナトリウム(Na2O):3〜15質量%、酸化カリウム(K2O):0.1〜5質量%、(但し、Li2O+Na2O+K2Oの総量:10〜25質量%)、酸化マグネシウム(MgO):0.1〜5質量%、酸化カルシウム(CaO):1〜5質量%、酸化セリウム(CeO2):0.1〜5質量%、酸化ジリコニウム(ZrO2):0〜8質量%であり、(MgO+CaO)に対する(Li2O+Na2O+K2O)の質量比が、0.10<(MgO+CaO)/(Li2O+Na2O+K2O)<0.80の範囲にあるガラス素材からなるものを用いて行ない、
前記研磨液を、研磨材としてのコロイダルシリカを含むものを用いて、pH1〜3になるようにし、
前記精密研磨を、前記化学強化工程を終えた後に、0.7μm〜8μmの取り代量で、前記ガラス素板の表面全体の平坦度が2μm以下になるように行なうことを特徴とする情報記録媒体用ガラス基板の製造方法。 - 前記コロイダルシリカとして、その粒子径が80nm以下のものを用いることを特徴とする請求項1又は2記載の情報記録媒体用ガラス基板の製造方法。
- 前記コロイダルシリカとして、その粒子径が50nm以下のものを用いることを特徴とする請求項1又は2記載の情報記録媒体用ガラス基板の製造方法。
- 前記研磨液を、コロイダルシリカのゼータ電位が−10mV以下、又は+10mV以上となるようにすることを特徴とする請求項1〜4の何れか一項に記載の情報記録媒体用ガラス基板の製造方法。
- 前記精密研磨を、前記ガラス素板の外周TIRが0.8μm以下になるように行なうことを特徴とする請求項1〜5の何れか一項に記載の情報記録媒体用ガラス基板の製造方法。
- 前記精密研磨を、前記ガラス素板の内周TIRが0.5μm以下になるように行なうことを特徴とする請求項1〜5の何れか一項に記載の情報記録媒体用ガラス基板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011074467A JP5752971B2 (ja) | 2010-03-31 | 2011-03-30 | 情報記録媒体用ガラス基板の製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010080029 | 2010-03-31 | ||
| JP2010080029 | 2010-03-31 | ||
| JP2011074467A JP5752971B2 (ja) | 2010-03-31 | 2011-03-30 | 情報記録媒体用ガラス基板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011225436A JP2011225436A (ja) | 2011-11-10 |
| JP5752971B2 true JP5752971B2 (ja) | 2015-07-22 |
Family
ID=45041306
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011074467A Active JP5752971B2 (ja) | 2010-03-31 | 2011-03-30 | 情報記録媒体用ガラス基板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5752971B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014045654A1 (ja) * | 2012-09-20 | 2014-03-27 | Hoya株式会社 | 情報記録媒体用ガラス基板の製造方法 |
| WO2014084096A1 (ja) * | 2012-11-30 | 2014-06-05 | 旭硝子株式会社 | 強化ガラスおよびその製造方法 |
| US10068602B2 (en) | 2013-06-29 | 2018-09-04 | Hoya Corporation | Method for manufacturing glass substrate, method for manufacturing magnetic disk, and polishing liquid composition for glass substrate |
| JP7113157B1 (ja) | 2022-03-30 | 2022-08-04 | 古河電気工業株式会社 | 磁気ディスク及び磁気ディスク用基板 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03228564A (ja) * | 1990-02-02 | 1991-10-09 | Nkk Corp | チタン製磁気ディスク基板の鏡面加工方法 |
| US5643649A (en) * | 1995-07-31 | 1997-07-01 | International Business Machines Corporation | Method for improving the flatness of glass disk substrates |
| JP3187321B2 (ja) * | 1996-06-14 | 2001-07-11 | 日本板硝子株式会社 | 化学強化用ガラス組成物および化学強化ガラス物品 |
| JPH11316943A (ja) * | 1998-04-30 | 1999-11-16 | Sony Corp | 記録媒体及び記録再生装置 |
| JP2001076336A (ja) * | 1999-09-08 | 2001-03-23 | Hoya Corp | 情報記録媒体用ガラス基板およびそれを用いた情報記録媒体 |
| JP2005100594A (ja) * | 2003-06-30 | 2005-04-14 | Fuji Photo Film Co Ltd | 磁気ディスクカートリッジ |
| JP2007257811A (ja) * | 2006-03-24 | 2007-10-04 | Hoya Corp | 磁気ディスク用ガラス基板の製造方法および磁気ディスクの製造方法 |
| JP4969260B2 (ja) * | 2007-01-31 | 2012-07-04 | Hoya株式会社 | 磁気ディスク用ガラス基板の製造方法、磁気ディスクの製造方法、および磁気ディスク用ガラス基板の製造システム |
| JP5251877B2 (ja) * | 2008-01-30 | 2013-07-31 | 旭硝子株式会社 | 磁気ディスク用ガラス基板の製造方法 |
| JP2009193608A (ja) * | 2008-02-12 | 2009-08-27 | Konica Minolta Opto Inc | 情報記録媒体用ガラス基板の製造方法、情報記録媒体用ガラス基板及び磁気記録媒体 |
| CN101977860B (zh) * | 2008-03-19 | 2013-08-21 | Hoya株式会社 | 磁记录介质基板用玻璃、磁记录介质基板、磁记录介质和它们的制造方法 |
| MY158962A (en) * | 2008-09-30 | 2016-11-30 | Hoya Corp | Glass substrate for a magnetic disk and magnetic disk |
-
2011
- 2011-03-30 JP JP2011074467A patent/JP5752971B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011225436A (ja) | 2011-11-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6490842B2 (ja) | 研削工具、ガラス基板の製造方法、磁気ディスク用ガラス基板の製造方法及び磁気ディスクの製造方法 | |
| US20120204603A1 (en) | Method for producing glass substrate for magnetic recording medium | |
| JP2012099172A (ja) | 磁気記録媒体用ガラス基板の製造方法 | |
| JP5752971B2 (ja) | 情報記録媒体用ガラス基板の製造方法 | |
| JP6280355B2 (ja) | 磁気ディスク用基板の製造方法及び研磨処理用キャリア | |
| JP2012089221A (ja) | 磁気記録媒体用ガラス基板の製造方法 | |
| JP6156967B2 (ja) | ガラス基板の製造方法及び磁気ディスクの製造方法、並びにガラス基板の端面研磨装置 | |
| JP2010080025A (ja) | 磁気ディスク用基板及び磁気ディスク | |
| JP4994213B2 (ja) | 磁気ディスク用ガラス基板、磁気ディスクおよび磁気ディスク用ガラス基板の製造方法 | |
| JP6148345B2 (ja) | 非磁性基板の製造方法 | |
| WO2021193970A1 (ja) | キャリア及び基板の製造方法 | |
| JP5350853B2 (ja) | ガラス基板の製造方法、及び磁気記録媒体の製造方法 | |
| JP5265429B2 (ja) | ガラス基板の製造方法、及び磁気記録媒体の製造方法 | |
| WO2009096217A1 (ja) | 磁気記録媒体用基板の製造方法、及び磁気記録媒体 | |
| JP6170557B2 (ja) | 磁気ディスク用ガラス基板の製造方法、磁気ディスクの製造方法、研削砥石 | |
| JP5725134B2 (ja) | 磁気記録媒体用ガラス基板の製造方法 | |
| JP2013004114A (ja) | 支持治具及び磁気記録媒体用ガラス基板の製造方法 | |
| JP2008130180A (ja) | 情報記録媒体用ガラス基板、情報記録媒体用ガラス基板の製造方法及び情報記録媒体 | |
| JP2010231841A (ja) | ガラス基板の製造方法、ガラス基板及び磁気記録媒体 | |
| CN111048122B (zh) | 固定磨粒磨石以及基板的制造方法 | |
| JP2014216042A (ja) | 磁気ディスク用ガラス基板の製造方法及び磁気ディスクの製造方法 | |
| JP5704777B2 (ja) | 磁気ディスク用ガラス基板の製造方法 | |
| JP2015069675A (ja) | 磁気ディスク用ガラス基板の製造方法及び磁気ディスクの製造方法 | |
| JP2011216166A (ja) | 磁気ディスク用ガラス基板の加工方法、磁気ディスク用ガラス基板の製造方法及び磁気ディスクの製造方法 | |
| JP3641171B2 (ja) | 磁気記録媒体用ガラス基板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20130418 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130812 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20140127 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140731 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140902 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141030 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150428 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150521 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5752971 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |