JP5721813B2 - セラミックターゲットによって火花蒸着をする方法 - Google Patents
セラミックターゲットによって火花蒸着をする方法 Download PDFInfo
- Publication number
- JP5721813B2 JP5721813B2 JP2013508382A JP2013508382A JP5721813B2 JP 5721813 B2 JP5721813 B2 JP 5721813B2 JP 2013508382 A JP2013508382 A JP 2013508382A JP 2013508382 A JP2013508382 A JP 2013508382A JP 5721813 B2 JP5721813 B2 JP 5721813B2
- Authority
- JP
- Japan
- Prior art keywords
- arc
- evaporation source
- target plate
- arc evaporation
- target
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000919 ceramic Substances 0.000 title claims description 18
- 230000008021 deposition Effects 0.000 title claims description 13
- 238000000034 method Methods 0.000 title claims description 6
- 238000001816 cooling Methods 0.000 claims description 24
- 238000000576 coating method Methods 0.000 claims description 15
- 239000011248 coating agent Substances 0.000 claims description 14
- 230000008020 evaporation Effects 0.000 claims description 13
- 238000001704 evaporation Methods 0.000 claims description 13
- 229910052582 BN Inorganic materials 0.000 claims description 4
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 claims description 4
- 239000000758 substrate Substances 0.000 claims description 4
- 230000000694 effects Effects 0.000 claims description 3
- 230000004907 flux Effects 0.000 claims description 3
- 230000008016 vaporization Effects 0.000 claims description 3
- 238000009834 vaporization Methods 0.000 claims description 2
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 claims 2
- 239000012777 electrically insulating material Substances 0.000 claims 1
- 239000000463 material Substances 0.000 description 13
- 230000035939 shock Effects 0.000 description 10
- 238000000151 deposition Methods 0.000 description 9
- 239000013077 target material Substances 0.000 description 9
- 229910052751 metal Inorganic materials 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- NRTOMJZYCJJWKI-UHFFFAOYSA-N Titanium nitride Chemical compound [Ti]#N NRTOMJZYCJJWKI-UHFFFAOYSA-N 0.000 description 4
- 230000006378 damage Effects 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 238000004544 sputter deposition Methods 0.000 description 4
- 238000007740 vapor deposition Methods 0.000 description 4
- 229910010293 ceramic material Inorganic materials 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 230000000153 supplemental effect Effects 0.000 description 3
- QYEXBYZXHDUPRC-UHFFFAOYSA-N B#[Ti]#B Chemical compound B#[Ti]#B QYEXBYZXHDUPRC-UHFFFAOYSA-N 0.000 description 2
- 229910033181 TiB2 Inorganic materials 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 2
- OFEAOSSMQHGXMM-UHFFFAOYSA-N 12007-10-2 Chemical compound [W].[W]=[B] OFEAOSSMQHGXMM-UHFFFAOYSA-N 0.000 description 1
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- 229910019742 NbB2 Inorganic materials 0.000 description 1
- 229910007948 ZrB2 Inorganic materials 0.000 description 1
- IVHJCRXBQPGLOV-UHFFFAOYSA-N azanylidynetungsten Chemical compound [W]#N IVHJCRXBQPGLOV-UHFFFAOYSA-N 0.000 description 1
- VWZIXVXBCBBRGP-UHFFFAOYSA-N boron;zirconium Chemical compound B#[Zr]#B VWZIXVXBCBBRGP-UHFFFAOYSA-N 0.000 description 1
- 238000000541 cathodic arc deposition Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000010891 electric arc Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 150000002736 metal compounds Chemical class 0.000 description 1
- 230000000116 mitigating effect Effects 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- 239000012811 non-conductive material Substances 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 238000005240 physical vapour deposition Methods 0.000 description 1
- 230000002028 premature Effects 0.000 description 1
- 230000003449 preventive effect Effects 0.000 description 1
- 238000005477 sputtering target Methods 0.000 description 1
- 238000005092 sublimation method Methods 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
- C23C14/32—Vacuum evaporation by explosion; by evaporation and subsequent ionisation of the vapours, e.g. ion-plating
- C23C14/325—Electric arc evaporation
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
- C23C14/32—Vacuum evaporation by explosion; by evaporation and subsequent ionisation of the vapours, e.g. ion-plating
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/34—Gas-filled discharge tubes operating with cathodic sputtering
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/34—Gas-filled discharge tubes operating with cathodic sputtering
- H01J37/3411—Constructional aspects of the reactor
- H01J37/3414—Targets
- H01J37/3426—Material
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Analytical Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physical Vapour Deposition (AREA)
Description
本発明は、陰極火花蒸着と導電性のセラミックターゲットによって工作物をコーティングする方法に関する。本発明は、特に、上に述べた方法を実施するコーティング設備のためのソースに関する。本発明は、特に、上に述べた方法を実施するためのコーティング設備に関する。
真空室の中で高電流・低電圧・アーク放電の形態のプラズマが、以下においてターゲットと呼ぶ材料源で生成されることによって工作物をコーティングすることが知られている。蒸着されるべき材料は、このプロセスでは陰極として電圧源の負の極に置かれる。点火装置によってアークが点火される。アークは、電流遷移が集中する1つまたは複数の陰極スポットで、陰極を溶融させる。このとき基本的に陰極に由来する電子が利用される。したがってアークを維持するためには、相応の陰極表面に補充電子が絶えず供給されなければならない。同じ意味でArcとも呼ばれるアークは、陰極表面で程度の差こそあれ確率的に移動する。小さなターゲット表面領域の極端に迅速な加熱が生じ、それによって局所的に材料が気化する。このことは、金属のターゲット材料では問題にならない。そのようなターゲット材料は、そうしたアークにより誘起される点状の熱衝撃に損傷をうけることなく耐えるために、耐熱衝撃性と熱伝導性を両方とも基本的に有しているからである。
本発明によるさまざまな構造が考えられ、当業者は自身の問題に合わせたうえで、自身にもっとも良く適した具体化を選ぶことができる。
Claims (10)
- アーク蒸着ソースであって、
導電性のセラミックターゲットプレート(1)を備える陰極と、
陽極(21)と、
前記ターゲットプレート(1)を前記陽極(21)に対して負の電位にすることができるように前記ターゲットプレート(1)および前記陽極(21)と配線された電圧源(23)と、
アークを点火するための点火装置(20)とを含んでいる、そのようなアーク蒸着ソースにおいて、
前記ターゲットプレート(1)は冷却プレート(10)と広い面積で熱的に作用接続されており、
陰極スポットを強制的に移動させる手段が設けられており、
陰極スポットを強制的に移動させる前記手段は気化表面で、すなわち前記ターゲットプレートの表面で陰極スポットが到達することができるあらゆる個所で、実質的に同じ作用を有しており、
前記手段は、前記ターゲットプレートの前記表面で形成された磁界の水平成分によって陰極スポットを強制的に移動させる、アーク蒸着ソース。 - 前記ターゲットプレート(1)は、前記冷却プレート(10)とボンディング接続を介して作用接続されている、請求項1に記載のアーク蒸着ソース。
- 強制的に移動させる前記手段は、前記ターゲットプレートにミクロ亀裂が存在しているときでさえ陰極スポットの移動を保つことができるように設計されていることを特徴とする、請求項1または2に記載のアーク蒸着ソース。
- 陰極スポットを強制的に移動させる前記手段は、陰極スポットの実質的に均等な移動につながる磁気的な手段を含んでいることを特徴とする、請求項1から3のいずれか1項に記載のアーク蒸着ソース。
- 磁気的な前記手段は、気化表面での実質的に均一な磁界につながり、その磁束線が気化表面に対して実質的に垂直に向くように、または代替的に気化表面全体で気化表面に立てた法線に対して45°よりも大きい角度で向くように、構成されていることを特徴とする、請求項4に記載のアーク蒸着ソース。
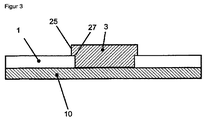
- 強制的に移動させる前記手段は冷却プレート側に内側の永久磁石を含むとともに、内側の前記永久磁石に対して反対の極性に向けられ、それにより前記ターゲットプレート(1)の気化するべき表面(2)で磁界分布が生成されるようにする外側の永久磁石リングを含んでおり、強制的に移動させる前記手段は気化するべき表面(2)の中心領域(6)に遮蔽部(3)を含んでおり、前記遮蔽部(3)の表面は前記電圧源(23)から少なくとも実質的に電気絶縁されており、そのようにして蒸着ソースが作動したときに当該領域では補充電子を利用することができないことを特徴とする、請求項1から5のうちいずれか1項に記載のアーク蒸着ソース。
- 前記遮蔽部(3)は電気絶縁性材料でできている、請求項6に記載のアーク蒸着ソース。
- 前記遮蔽部(3)は酸化アルミニウムまたは窒化ホウ素でできており、または酸化アルミニウムもしくは窒化ホウ素の表面を有している、請求項7に記載のアーク蒸着ソース。
- 請求項1から8のうちいずれか1項に記載の少なくとも1つのアーク蒸着ソースを備えている、基板をコーティングするためのコーティング設備。
- 基板をコーティングする方法において、コーティングのために請求項9に記載のコーティング設備が適用されることを特徴とする方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US33093510P | 2010-05-04 | 2010-05-04 | |
| US61/330,935 | 2010-05-04 | ||
| PCT/EP2011/001856 WO2011137967A1 (de) | 2010-05-04 | 2011-04-13 | Verfahren zum funkenverdampfen mit keramischen targets |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013525611A JP2013525611A (ja) | 2013-06-20 |
| JP2013525611A5 JP2013525611A5 (ja) | 2014-03-20 |
| JP5721813B2 true JP5721813B2 (ja) | 2015-05-20 |
Family
ID=44121711
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013508382A Expired - Fee Related JP5721813B2 (ja) | 2010-05-04 | 2011-04-13 | セラミックターゲットによって火花蒸着をする方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20130220800A1 (ja) |
| EP (1) | EP2566999B1 (ja) |
| JP (1) | JP5721813B2 (ja) |
| KR (1) | KR101814228B1 (ja) |
| CN (2) | CN106435488A (ja) |
| CA (1) | CA2798210C (ja) |
| WO (1) | WO2011137967A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2020113430A (ru) * | 2017-10-03 | 2021-11-08 | Эрликон Серфис Сольюшнс Аг, Пфеффикон | Дуговой источник с ограниченным магнитным полем |
| EP3556901B1 (en) * | 2018-04-20 | 2021-03-31 | Plansee Composite Materials Gmbh | Vacuum arc source |
| AT16480U1 (de) * | 2018-04-20 | 2019-10-15 | Plansee Composite Mat Gmbh | Target und Verfahren zur Herstellung eines Targets |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3625848A (en) * | 1968-12-26 | 1971-12-07 | Alvin A Snaper | Arc deposition process and apparatus |
| US4198283A (en) * | 1978-11-06 | 1980-04-15 | Materials Research Corporation | Magnetron sputtering target and cathode assembly |
| US4512867A (en) * | 1981-11-24 | 1985-04-23 | Andreev Anatoly A | Method and apparatus for controlling plasma generation in vapor deposition |
| DE4017111C2 (de) * | 1990-05-28 | 1998-01-29 | Hauzer Holding | Lichtbogen-Magnetron-Vorrichtung |
| JPS6442575A (en) * | 1987-08-10 | 1989-02-14 | Kobe Steel Ltd | Ceramic target having high melting point for vacuum deposition with arc |
| US5298136A (en) * | 1987-08-18 | 1994-03-29 | Regents Of The University Of Minnesota | Steered arc coating with thick targets |
| JPH01263265A (ja) * | 1988-04-13 | 1989-10-19 | Kobe Steel Ltd | 真空アーク蒸着法 |
| JPH02213463A (ja) * | 1989-02-13 | 1990-08-24 | Nippon Sheet Glass Co Ltd | 透明導電膜の製造方法 |
| US5271817A (en) * | 1992-03-19 | 1993-12-21 | Vlsi Technology, Inc. | Design for sputter targets to reduce defects in refractory metal films |
| DE4301516C2 (de) * | 1993-01-21 | 2003-02-13 | Applied Films Gmbh & Co Kg | Targetkühlung mit Wanne |
| DE4329155A1 (de) * | 1993-08-30 | 1995-03-02 | Bloesch W Ag | Magnetfeldkathode |
| JP3315302B2 (ja) * | 1995-12-18 | 2002-08-19 | 株式会社神戸製鋼所 | 真空アーク蒸着方法 |
| US6103074A (en) * | 1998-02-14 | 2000-08-15 | Phygen, Inc. | Cathode arc vapor deposition method and apparatus |
| WO2000016373A1 (de) | 1998-09-14 | 2000-03-23 | Unaxis Trading Ag | Targetanordnung für eine arc-verdampfungs-kammer |
| JP3917348B2 (ja) * | 1999-05-26 | 2007-05-23 | 株式会社神戸製鋼所 | アーク蒸発源、真空蒸着装置及び真空蒸着方法 |
| US6495002B1 (en) * | 2000-04-07 | 2002-12-17 | Hy-Tech Research Corporation | Method and apparatus for depositing ceramic films by vacuum arc deposition |
| US6692568B2 (en) * | 2000-11-30 | 2004-02-17 | Kyma Technologies, Inc. | Method and apparatus for producing MIIIN columns and MIIIN materials grown thereon |
| AU2002235146A1 (en) * | 2000-11-30 | 2002-06-11 | North Carolina State University | Non-thermionic sputter material transport device, methods of use, and materials produced thereby |
| US20020139662A1 (en) * | 2001-02-21 | 2002-10-03 | Lee Brent W. | Thin-film deposition of low conductivity targets using cathodic ARC plasma process |
| CH696828A5 (de) * | 2003-11-18 | 2007-12-14 | Oerlikon Trading Ag | Zündvorrichtung. |
| CN100419117C (zh) * | 2004-02-02 | 2008-09-17 | 株式会社神户制钢所 | 硬质叠层被膜、其制造方法及成膜装置 |
| JP4889957B2 (ja) * | 2005-03-25 | 2012-03-07 | 株式会社フェローテック | プラズマ生成装置におけるドロップレット除去装置及びドロップレット除去方法 |
| BRPI0711644B1 (pt) * | 2006-05-16 | 2019-03-19 | Oerlikon Trading Ag, Trübbach | Fonte de arco voltaico com um alvo e processo para a produção de peças revestidas por arco voltaico |
| CN101689468A (zh) * | 2007-04-17 | 2010-03-31 | 苏舍梅塔普拉斯有限责任公司 | 真空电弧蒸发源及带有真空电弧蒸发源的电弧蒸发室 |
| SE531749C2 (sv) * | 2007-09-17 | 2009-07-28 | Seco Tools Ab | Metod att utfälla slitstarka skikt på hårdmetall med bågförångning och katod med Ti3SiC2 som huvudbeståndsdel |
| JP5344864B2 (ja) * | 2008-07-31 | 2013-11-20 | 富士フイルム株式会社 | 成膜装置および成膜方法 |
| AT12021U1 (de) * | 2010-04-14 | 2011-09-15 | Plansee Se | Beschichtungsquelle und verfahren zu deren herstellung |
-
2011
- 2011-04-13 US US13/695,839 patent/US20130220800A1/en not_active Abandoned
- 2011-04-13 KR KR1020127031710A patent/KR101814228B1/ko active IP Right Grant
- 2011-04-13 CA CA2798210A patent/CA2798210C/en not_active Expired - Fee Related
- 2011-04-13 JP JP2013508382A patent/JP5721813B2/ja not_active Expired - Fee Related
- 2011-04-13 CN CN201610725648.4A patent/CN106435488A/zh active Pending
- 2011-04-13 EP EP11716177.8A patent/EP2566999B1/de not_active Not-in-force
- 2011-04-13 WO PCT/EP2011/001856 patent/WO2011137967A1/de active Application Filing
- 2011-04-13 CN CN2011800222872A patent/CN102859027A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| CN102859027A (zh) | 2013-01-02 |
| JP2013525611A (ja) | 2013-06-20 |
| EP2566999A1 (de) | 2013-03-13 |
| US20130220800A1 (en) | 2013-08-29 |
| KR20130097644A (ko) | 2013-09-03 |
| WO2011137967A1 (de) | 2011-11-10 |
| EP2566999B1 (de) | 2018-12-12 |
| KR101814228B1 (ko) | 2018-01-04 |
| CN106435488A (zh) | 2017-02-22 |
| CA2798210A1 (en) | 2011-11-10 |
| CA2798210C (en) | 2018-08-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5721813B2 (ja) | セラミックターゲットによって火花蒸着をする方法 | |
| US20080138529A1 (en) | Method and apparatus for cathodic arc ion plasma deposition | |
| US20170283937A1 (en) | Device for forming coatings on surfaces of a component, band-shaped material, or tool | |
| KR20130111272A (ko) | 증발원, 및 그것을 이용한 진공 증착 장치 | |
| JP2010525158A (ja) | 真空アーク蒸発源、及び真空アーク蒸発源を有するアーク蒸発チャンバ | |
| JP6484242B2 (ja) | ライニングされた長寿命プラズマ・ノズル | |
| US20100108012A1 (en) | Moveable valve sealing body exposed to hot gases | |
| Hirai et al. | Critical heat flux loading experiments on CVD-W coating in the TEXTOR tokamak | |
| CN108286038A (zh) | 冷阴极电弧等离子源及非接触引弧方法 | |
| KR100685827B1 (ko) | 증발원, 증착장치 및 박막 형성 방법 | |
| KR102167854B1 (ko) | 영구 자석을 구비하는 아크 증발 코팅 소스 | |
| JP2013525611A5 (ja) | ||
| KR101706908B1 (ko) | 특히 가스 방전 광원들을 위한 전극 시스템 | |
| CA2439141A1 (en) | Ceramic hob | |
| US8177948B2 (en) | Device for carbon deposition | |
| RU2014117654A (ru) | Устройство, выдающее стеклянные волокна, с уменьшенным содержанием драгоценных металлов | |
| US20110180515A1 (en) | Extinguishing plate for an arc extinguishing chamber | |
| JP3555033B2 (ja) | 負圧又は真空中において材料蒸気によつて基板を被覆する装置 | |
| US20140251791A1 (en) | Cathodic arc deposition stinger | |
| KR101442784B1 (ko) | 고효율 승화정제 장치 | |
| EP3090133B1 (en) | Oxidation resistant thermal barrier coating system for combustor panels | |
| RU2404284C2 (ru) | Протяженный электродуговой испаритель токопроводящих материалов | |
| KR100611673B1 (ko) | 박막 형성 방법 및 유기전계발광소자의 제조 방법 | |
| KR100700649B1 (ko) | 증발원 및 증착장치 | |
| JPH0131280B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140127 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140127 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140523 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140617 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140917 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150310 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150324 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5721813 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |