JP5678122B2 - フルオロポリマー繊維複合束 - Google Patents
フルオロポリマー繊維複合束 Download PDFInfo
- Publication number
- JP5678122B2 JP5678122B2 JP2013087111A JP2013087111A JP5678122B2 JP 5678122 B2 JP5678122 B2 JP 5678122B2 JP 2013087111 A JP2013087111 A JP 2013087111A JP 2013087111 A JP2013087111 A JP 2013087111A JP 5678122 B2 JP5678122 B2 JP 5678122B2
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- fibers
- rope
- bundle
- test
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000835 fiber Substances 0.000 title claims description 452
- 229920002313 fluoropolymer Polymers 0.000 title claims description 47
- 239000004811 fluoropolymer Substances 0.000 title claims description 46
- 239000002131 composite material Substances 0.000 title description 94
- 239000004810 polytetrafluoroethylene Substances 0.000 claims description 63
- 229920001343 polytetrafluoroethylene Polymers 0.000 claims description 63
- 238000005299 abrasion Methods 0.000 claims description 32
- -1 polyethylene chlorotrifluoroethylene Polymers 0.000 claims description 22
- 238000000576 coating method Methods 0.000 claims description 7
- 125000004122 cyclic group Chemical group 0.000 claims description 6
- 229920000728 polyester Polymers 0.000 claims description 4
- 239000002033 PVDF binder Substances 0.000 claims description 3
- 229920002493 poly(chlorotrifluoroethylene) Polymers 0.000 claims description 3
- 239000005023 polychlorotrifluoroethylene (PCTFE) polymer Substances 0.000 claims description 3
- 229920002620 polyvinyl fluoride Polymers 0.000 claims description 3
- 229920002981 polyvinylidene fluoride Polymers 0.000 claims description 3
- 125000003118 aryl group Chemical group 0.000 claims description 2
- 239000011248 coating agent Substances 0.000 claims description 2
- 229920000295 expanded polytetrafluoroethylene Polymers 0.000 claims description 2
- 239000004973 liquid crystal related substance Substances 0.000 claims description 2
- 238000012360 testing method Methods 0.000 description 140
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 description 95
- 239000004699 Ultra-high molecular weight polyethylene Substances 0.000 description 91
- 238000007792 addition Methods 0.000 description 40
- 229920000106 Liquid crystal polymer Polymers 0.000 description 30
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 30
- 229920003235 aromatic polyamide Polymers 0.000 description 17
- 238000000034 method Methods 0.000 description 15
- 239000004979 Vectran Substances 0.000 description 14
- 229920000508 Vectran Polymers 0.000 description 14
- 238000009864 tensile test Methods 0.000 description 14
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 12
- 229920000561 Twaron Polymers 0.000 description 12
- 230000000052 comparative effect Effects 0.000 description 12
- 239000004762 twaron Substances 0.000 description 12
- 239000010439 graphite Substances 0.000 description 11
- 229910002804 graphite Inorganic materials 0.000 description 11
- 229920000642 polymer Polymers 0.000 description 10
- 238000005452 bending Methods 0.000 description 9
- 229920000840 ethylene tetrafluoroethylene copolymer Polymers 0.000 description 9
- 239000004760 aramid Substances 0.000 description 7
- 230000000694 effects Effects 0.000 description 7
- 238000004804 winding Methods 0.000 description 7
- 230000007246 mechanism Effects 0.000 description 6
- 229920000271 Kevlar® Polymers 0.000 description 5
- 239000004744 fabric Substances 0.000 description 5
- 238000010998 test method Methods 0.000 description 5
- 229920010741 Ultra High Molecular Weight Polyethylene (UHMWPE) Polymers 0.000 description 4
- 239000000945 filler Substances 0.000 description 4
- 239000002783 friction material Substances 0.000 description 4
- 239000000314 lubricant Substances 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 239000004215 Carbon black (E152) Substances 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 239000002657 fibrous material Substances 0.000 description 3
- 229930195733 hydrocarbon Natural products 0.000 description 3
- 150000002430 hydrocarbons Chemical class 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 230000002688 persistence Effects 0.000 description 3
- 229920002577 polybenzoxazole Polymers 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 239000002759 woven fabric Substances 0.000 description 3
- 229920000049 Carbon (fiber) Polymers 0.000 description 2
- 239000004812 Fluorinated ethylene propylene Substances 0.000 description 2
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 2
- 235000003332 Ilex aquifolium Nutrition 0.000 description 2
- 235000002296 Ilex sandwicensis Nutrition 0.000 description 2
- 235000002294 Ilex volkensiana Nutrition 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 229920006231 aramid fiber Polymers 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000004917 carbon fiber Substances 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 238000001739 density measurement Methods 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 229910052731 fluorine Inorganic materials 0.000 description 2
- 239000011737 fluorine Substances 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 239000004761 kevlar Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 239000004745 nonwoven fabric Substances 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 229920009441 perflouroethylene propylene Polymers 0.000 description 2
- 229920005594 polymer fiber Polymers 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 230000003252 repetitive effect Effects 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 238000001228 spectrum Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 239000000725 suspension Substances 0.000 description 2
- OCKGFTQIICXDQW-ZEQRLZLVSA-N 5-[(1r)-1-hydroxy-2-[4-[(2r)-2-hydroxy-2-(4-methyl-1-oxo-3h-2-benzofuran-5-yl)ethyl]piperazin-1-yl]ethyl]-4-methyl-3h-2-benzofuran-1-one Chemical compound C1=C2C(=O)OCC2=C(C)C([C@@H](O)CN2CCN(CC2)C[C@H](O)C2=CC=C3C(=O)OCC3=C2C)=C1 OCKGFTQIICXDQW-ZEQRLZLVSA-N 0.000 description 1
- 229920013666 Celanese acetate Polymers 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 229920007925 Ethylene chlorotrifluoroethylene (ECTFE) Polymers 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- KFSLWBXXFJQRDL-UHFFFAOYSA-N Peracetic acid Chemical compound CC(=O)OO KFSLWBXXFJQRDL-UHFFFAOYSA-N 0.000 description 1
- 229920001774 Perfluoroether Polymers 0.000 description 1
- SMEGJBVQLJJKKX-HOTMZDKISA-N [(2R,3S,4S,5R,6R)-5-acetyloxy-3,4,6-trihydroxyoxan-2-yl]methyl acetate Chemical compound CC(=O)OC[C@@H]1[C@H]([C@@H]([C@H]([C@@H](O1)O)OC(=O)C)O)O SMEGJBVQLJJKKX-HOTMZDKISA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 230000001010 compromised effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 239000011258 core-shell material Substances 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000001351 cycling effect Effects 0.000 description 1
- 230000000254 damaging effect Effects 0.000 description 1
- 230000001934 delay Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- QHSJIZLJUFMIFP-UHFFFAOYSA-N ethene;1,1,2,2-tetrafluoroethene Chemical group C=C.FC(F)=C(F)F QHSJIZLJUFMIFP-UHFFFAOYSA-N 0.000 description 1
- HQQADJVZYDDRJT-UHFFFAOYSA-N ethene;prop-1-ene Chemical group C=C.CC=C HQQADJVZYDDRJT-UHFFFAOYSA-N 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000011152 fibreglass Substances 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 229910052736 halogen Inorganic materials 0.000 description 1
- 150000002367 halogens Chemical class 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 238000009940 knitting Methods 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 239000002557 mineral fiber Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- CWQXQMHSOZUFJS-UHFFFAOYSA-N molybdenum disulfide Chemical compound S=[Mo]=S CWQXQMHSOZUFJS-UHFFFAOYSA-N 0.000 description 1
- 229910052982 molybdenum disulfide Inorganic materials 0.000 description 1
- 239000004570 mortar (masonry) Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 229920002545 silicone oil Polymers 0.000 description 1
- 238000007655 standard test method Methods 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 239000001993 wax Substances 0.000 description 1
Images



Classifications
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B1/00—Constructional features of ropes or cables
- D07B1/02—Ropes built-up from fibrous or filamentary material, e.g. of vegetable origin, of animal origin, regenerated cellulose, plastics
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04C—BRAIDING OR MANUFACTURE OF LACE, INCLUDING BOBBIN-NET OR CARBONISED LACE; BRAIDING MACHINES; BRAID; LACE
- D04C1/00—Braid or lace, e.g. pillow-lace; Processes for the manufacture thereof
- D04C1/06—Braid or lace serving particular purposes
- D04C1/12—Cords, lines, or tows
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B1/00—Constructional features of ropes or cables
- D07B1/02—Ropes built-up from fibrous or filamentary material, e.g. of vegetable origin, of animal origin, regenerated cellulose, plastics
- D07B1/025—Ropes built-up from fibrous or filamentary material, e.g. of vegetable origin, of animal origin, regenerated cellulose, plastics comprising high modulus, or high tenacity, polymer filaments or fibres, e.g. liquid-crystal polymers
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/10—Rope or cable structures
- D07B2201/1012—Rope or cable structures characterised by their internal structure
- D07B2201/102—Rope or cable structures characterised by their internal structure including a core
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/10—Rope or cable structures
- D07B2201/1028—Rope or cable structures characterised by the number of strands
- D07B2201/1032—Rope or cable structures characterised by the number of strands three to eight strands respectively forming a single layer
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/10—Rope or cable structures
- D07B2201/104—Rope or cable structures twisted
- D07B2201/1048—Rope or cable structures twisted using regular lay, i.e. the wires or filaments being parallel to rope axis
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/10—Rope or cable structures
- D07B2201/1096—Rope or cable structures braided
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2001—Wires or filaments
- D07B2201/2009—Wires or filaments characterised by the materials used
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2015—Strands
- D07B2201/2023—Strands with core
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2015—Strands
- D07B2201/2024—Strands twisted
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2015—Strands
- D07B2201/2036—Strands characterised by the use of different wires or filaments
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2015—Strands
- D07B2201/2041—Strands characterised by the materials used
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2201/00—Ropes or cables
- D07B2201/20—Rope or cable components
- D07B2201/2047—Cores
- D07B2201/2052—Cores characterised by their structure
- D07B2201/2055—Cores characterised by their structure comprising filaments or fibers
- D07B2201/2057—Cores characterised by their structure comprising filaments or fibers resulting in a twisted structure
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2205/00—Rope or cable materials
- D07B2205/20—Organic high polymers
- D07B2205/2039—Polyesters
- D07B2205/2042—High performance polyesters, e.g. Vectran
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2205/00—Rope or cable materials
- D07B2205/20—Organic high polymers
- D07B2205/2046—Polyamides, e.g. nylons
- D07B2205/205—Aramides
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2205/00—Rope or cable materials
- D07B2205/20—Organic high polymers
- D07B2205/2071—Fluor resins
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2205/00—Rope or cable materials
- D07B2205/20—Organic high polymers
- D07B2205/2096—Poly-p-phenylenebenzo-bisoxazole [PBO]
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2205/00—Rope or cable materials
- D07B2205/30—Inorganic materials
- D07B2205/3007—Carbon
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B2401/00—Aspects related to the problem to be solved or advantage
- D07B2401/20—Aspects related to the problem to be solved or advantage related to ropes or cables
- D07B2401/2065—Reducing wear
- D07B2401/207—Reducing wear internally
-
- D—TEXTILES; PAPER
- D07—ROPES; CABLES OTHER THAN ELECTRIC
- D07B—ROPES OR CABLES IN GENERAL
- D07B7/00—Details of, or auxiliary devices incorporated in, rope- or cable-making machines; Auxiliary apparatus associated with such machines
- D07B7/02—Machine details; Auxiliary devices
- D07B7/021—Guiding means for filaments, strands, ropes or cables
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Ropes Or Cables (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Woven Fabrics (AREA)
Description
単位長さ当りの質量および引張強度測定
それぞれ個々の繊維の単位長さ当りの質量を、デンバーインスツルメンツ(Denver Instruments.Inc.)モデルAA160化学天秤を用いて、繊維の9m長試料の重さを測定し、グラム表示の質量を1000倍し、それによってデニール単位で結果を表すことにより測定した。例6aおよび6bを除いて、すべての引張試験を、ゲージ長さ350mmおよびクロスヘッド速度330mm/分を用いる空気ファイバーグリップを備えた引張試験機(USTER(登録商標)TENSORAPID4、スイス、ウスターのツエルベガーウスター(Zellweger Uster))を用いて周辺温度で行った。歪速度は、その結果、94.3%/分であった。例6aおよび6bに対して、引張試験を、再度ゲージ長さ350mmおよびクロスヘッド速度330mm/分を用いる空気U字型ファイバーグリップを備えたINSTRON5567引張試験機(マサチューセッツ州、カントン)を用いて周辺温度で行い、その結果、歪速度は94.3%/分であった。繊維の破断強度を意味するピーク力を記録した。4試料を試験し、それらの平均破断強度を計算した。g/dで表される個々の繊維試料の平均テナシティを、グラムで表される平均破断強度を個々の繊維のデニール値で割ることにより計算した。複合束または束群を試験する場合において、これら試料の平均テナシティを、複合束または束群の平均破断強度(単位グラム)を複合束または束群の長さ当りの質量値(デニール単位で表される)で割ることにより計算した。複合束または束群のデニール値を、試料の質量を測定することによるか、または試料の個々の成分のデニール値を合計することにより測定することができる。
繊維密度を以下の技術を用いて測定した。繊維体積を一定長さの繊維の平均厚さおよび幅の値から計算し、密度を繊維体積および繊維質量から計算した。2メートル長の繊維をA&D FR−300はかり上に置き、質量をグラム(C)で書き留めた。次に、繊維試料の厚さを、AMES(米国、マサチューセッツ州ウォルサム)モデルLG3600厚さゲージを用いて、繊維に沿って3点で測定した。繊維の幅を、また、ニューヨーク州、ガーデンシティーのエーレンライヒ・フォート・オプティカル(Ehrenreich Photo Optical Ind.Inc.)から市販されているLP−6形状プロジェクター(Profile Projector)を用いて同じ繊維試料に沿って3点で測定した。次に、厚さおよび幅の平均値を計算し、繊維試料の体積(D)を決定した。繊維試料の密度を以下のように計算した:繊維試料密度(g/cc)=C/D。
磨耗試験の出典は、ASTM規格試験法、Wet and Dry Yarn−on−Yarn Abrasion Resistance(Designation D6611−00)である。この試験法を、ロープの構築において、特に海環境での使用を意図したロープにおいて用いられる糸の試験に適用する。
繊維デニールを、デンバーインスツルメンツのモデルAA160化学天秤を用いて、繊維の9m長試料の重さを測定し、グラム表示の質量を1000倍することにより決定した。
ゲージ長さ350mmおよびクロスヘッド速度330mm/分を用いる空気ファイバーグリップを備えた引張試験機(USTER(登録商標)TENSORAPID4、スイス、ウスターのツエルベガーウスター)を用いて周辺温度で、試験を行った。繊維の破断強度を意味するピーク力を記録した。4試料を試験し、それらの平均破断強度を計算した。g/dで表される個々の繊維試料の平均テナシティを、グラムで表される平均破断強度を個々の繊維のデニール値で割ることにより計算した。
撚られた対照ロープ用の破断強度試験を、水圧引張試験機を用いて行った。3つの試料について、連続して2インチ/分クロスヘッド速度で20,000ポンドに5回、試料をあらかじめ処理した後、2.15インチ/分伸長速度を用いて破断試験を行った。試料ゲージ長は128インチ長であった。試料をスプライスにより継いだ。報告する破断強度は3つの試験片に対する平均値である。
繊維密度を以下の手法を用いて測定した。繊維体積を一定長さの繊維の平均厚さおよび幅の値から計算し、密度を繊維体積および繊維質量から計算した。2メートル長の繊維をA&D FR−300はかり上に置き、質量をグラム(C)で書き留めた。次に、繊維試料の厚さを、AMES(米国、マサチューセッツ州ウォルサム)モデルLG3600厚さゲージを用いて、繊維に沿って3点で測定した。繊維の幅を、また、ニューヨーク州、ガーデンシティーのエーレンライヒ・フォート・オプティカルから市販されているLP−6形状プロジェクターを用いて同じ繊維試料に沿って3点で測定した。次に、厚さおよび幅の平均値を計算し、繊維試料の体積(D)を決定した。繊維試料の密度を以下のように計算した:繊維試料密度(g/cc)=C/D。
単一ePTFE繊維を、単一液晶ポリマー(LCP)繊維(Vectran(登録商標)、ノースカロライナ州、シャーロットのセラニーズアセテート(Celanese Acetate LLC))と組み合わせ、前述の磨耗試験にかけた。この試験からの結果を、単一LCP繊維の試験からの結果と比較した。
単一ePTFEモノフィラメント繊維を、単一超高分子量ポリエチレン(UHMWPE)繊維(Dyneema(登録商標)繊維、オランダ、ヘレーンのDSM)と組み合わせた。前述のように磨耗試験を行った。複合束試験結果を、単一UHMWPE繊維の試験からの結果と比較した。
ePTFE繊維とUHMWPE繊維の組合せを作り出し、この場合にePTFE繊維がマルチフィラメント繊維であることを除いて、例2aに記載されるように試験を行った。ピン歯車を用いて400dのePTFEモノフィラメント繊維を引っ張ってマルチフィラメントePTFE繊維を作り出した。マルチフィラメント繊維は以下の特性を有した:単位長当り質量405d、破断力1.18kg、テナシティ2.90g/d、および密度0.72g/cc。
ePTFEモノフィラメント繊維を、撚りパラアラミド繊維(Kevlar(登録商標)繊維、デラウェア州、ウイルミントンのデュポン(E.I.DuPont deNemours,Inc.))と組み合わせ、磨耗試験にかけた。この試験からの結果を、単一パラアラミド繊維の試験からの結果と比較した。
単一グラファイト充填ePTFE繊維を、単一超高分子量ポリエチレン(UHMWPE)繊維(Dyneema(登録商標)繊維)と組み合わせ、磨耗試験にかけた。この試験からの結果を、単一UHMWPE繊維の試験からの結果と比較した。
3種類の繊維、UHMWPE、LCP、およびePTFEモノフィラメント繊維を組み合わせて複合束を形成した。これらの繊維は例1および2aにおいて報告されるものと同じ特性を有する。それぞれの種類の繊維のストランド数および質量%は以下のとおりであった:UHMWPEに対して1および40%、LCPに対して1および39%、およびePTFEモノフィラメントに対して2および21%。
例2aにおいて記載される方法および繊維を用いて、2つの追加複合束を構築した。これら2つの複合束を、ePTFEモノフィラメントおよびUHMWPE繊維成分の質量%が異なる2種類となるよう設計した。
単一ePTFE繊維を、3つのUHMWPE繊維と組み合わせ、磨耗試験にかけた。ePTFE繊維およびUHMWPE繊維の質量%は、それぞれ、8%および92%であった。3つのUHMWPE繊維および複合束の単位長当りの質量は、それぞれ、4743dおよび5168dであった。3つのUHMWPE繊維および複合束の破断力は、それぞれ、124.44kgおよび120.63kgであった。3つのUHMWPE繊維および複合束のテナシティは、それぞれ、26.2g/dおよび23.3g/dであった。3つのUHMWPE繊維へのePTFE繊維の付加は、単位長当り質量、破断力、およびテナシティを、それぞれ、+9%、−3%、および−11%分変えた。
5つのePTFE繊維を、3つのUHMWPE繊維と組み合わせ、磨耗試験にかけた。ePTFE繊維およびUHMWPE繊維の質量%は、それぞれ31%および69%であった。3つのUHMWPE繊維および複合束の単位長当りの質量は、それぞれ、4743dおよび6868dであった。3つのUHMWPE繊維および複合束の破断力は、それぞれ、124.44kgおよび122.53kgであった。3つのUHMWPE繊維および複合束のテナシティは、それぞれ、26.2g/dおよび19.0g/dであった。3つのUHMWPE繊維への5つのePTFE繊維の付加は、単位長当り質量、破断力、およびテナシティを、それぞれ、+45%、−2%、および−27%分変えた。
例2aにおいて記載される方法およびUHMWPE繊維を用いて、別の複合束を構築した。この例において、より低い密度のePTFEモノフィラメント繊維を用いた。この繊維を米国特許第6,539,951号明細書の教示に従って製造すると共に、この繊維は以下の特性を有した:単位長当り質量973d、破断力2.22kg、テナシティ2.29g/d、および密度0.51g/cc。
例2において記載される方法およびUHMWPE繊維を用いて、別の複合束を構築した。この例において、マトリクス−スパンPTFEマルチフィラメント繊維(デラウェア州、ウイルミントンのデュポン)を用いた。この繊維は以下の特性を有した:単位長当り質量407d、破断力0.64kg、テナシティ1.59g/d、および密度1.07g/cc。
例2において記載される方法およびUHMWPE繊維を用いて、別の複合束を構築した。この例において、ETFE(エチレン−テトラフルオロエチレン)マルチフィラメントフルオロポリマー繊維(デラウェア州、ウイルミントンのデュポンから市販されている)を用いた。この繊維は以下の特性を有した:単位長当り質量417d、破断力1.10kg、テナシティ2.64g/d、および密度1.64g/cc。
・ 例1〜3は、単一ePTFE繊維の、3種類の主な高強度繊維のそれぞれの単一繊維との組合せを実証する;
・ 例2は、また、モノフィラメントおよびマルチフィラメントePTFE繊維を比較する;
・ 例4は、グラファイト充填ePTFEモノフィラメント繊維を単一UHMWPE繊維と組み合わせる効果を実証する;
・ 例5は、ロープを作製する上で用いられる3繊維型構造体の性能を実証する;磨耗試験を破損まで行った。
・ 例6は、2繊維型構造体中のモノフィラメントePTFE繊維の量を変える効果を実証する(ePTFE繊維数を変え、それらを3つのUHMWPE繊維と組み合わせた)。
・ 例7は、より低い密度のモノフィラメントePTFE繊維を用いる効果を実証する(例2a〜bおよび例6a〜bと比較するため)。
・ 例8は、低テナシティ、非延伸PTFE繊維をUHMWPE繊維と共に用いる効果を実証する。
・ 例9は代替フルオロポリマーの使用を実証する。
これらの結果を以下の表に要約する。
耐力コアを有する6X9ワイヤーロープ構造を用いてロープを作製した。ロープの断面を図5に示す。ロープの外径は0.75インチであった。このロープの破断力は約48300ポンドである。トワロンタイプ1000、3024デニール、および2000フィラメント(テイジントワロン(Teijin Twaron)、オランダ国、アルネム市6800TC、P.O.Box9600、 Westervoortsedijk 73)からロープを作製した。
5.1g/denのテナシティおよび2g/ccの密度を有する市販の500デニールPTFE繊維(デラウェア州、ニューアークのW.L.ゴア&アソーシエーツ(Gore & Associates.Inc.))の付加により、比較例1におけるようにロープ2aを作製した。5.9g/denのテナシティおよび1.9g/ccの密度を有する250デニールPTFE繊維の付加により、比較例1におけるようにロープ2bを作製した。
2つの例外を除いて比較例1におけるようにロープを作製した。1つのトワロン束を各基本束群AおよびBから省いた。ロープの最終組立ての前に、PTFE繊維をロープコア束群の外側および外側束群の周りに撚り合わせるかまたは閉じた。このようにするため、6つの500デニール(3a)または12の250デニール(3b)PTFE繊維を、1つの1500デニールKevlar39ヤーンと共にボビン上に巻いた。次に、PTFE繊維および担体Kevlar(デュポン、バージニア州23234、リッチモンド、ジェファーソン・デービス・ハイウエイ5401)を、1インチ撚りピッチで、それぞれ外側の束群またはコア束群の外側周りに螺旋状に撚り合わせた。PTFE繊維を外側およびコア両方の周りに同じ方向に撚り合わせた。
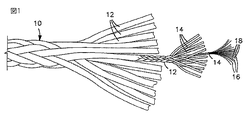
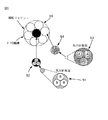
120の1500デニールベクトランT97束(クラリー・アメリカ(Kurary America Inc.)、ニューヨーク州10022、ニューヨーク、東101・52番街・26階)の12の同等の束群から、ロープ(紐)を作製した。ベクトラン束を、クリールから図6に示される237穴の柊板の中心からの最初の120穴に向けることにより、束群を作製した。6つの束群をSに撚り、6つの束群をZ方向に撚った。次に、これらの12の束群を、1.18ピック/インチで2/2標準組紐における12束群製紐機を用いて編んだ。100ポンドの基準張力下で測定した完成ロープの外径は、約0.75インチであった。完成対照ロープの平均破断強度は84,500ポンドであった。
表3に記載されるPTFE繊維の付加により、比較例3におけるようにロープを作製した。この例に対して、わずか102のベクトランヤーンを、54の500デニールまたは108の250デニールのPTFE繊維と共に用いた。PTFE繊維およびベクトラン束を、柊板中穴の所定の環の円周周りで交互に並べた。比較例4aにおいて、500デニールPTFE繊維を、ベクトランヤーン、ベクトランヤーン、PTFE繊維の順序で第3の穴毎に充填するように交互に並べた。2つのロープについて試験を行った。例4bおよび4cにおいて、250デニール繊維を、柊板中の1穴おきに充填するようにベクトランヤーンと交互に並べた。タイプ4bの1つのロープを試験し、4cの2つのロープを試験した。100ポンド基準張力下で測定した完成ロープの外径は、約0.75インチであった。
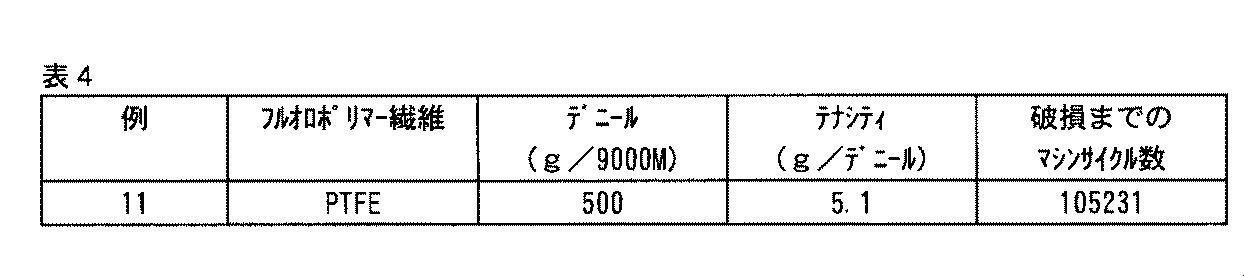
表4に記載されるPTFE繊維の付加により、比較例4におけるようにロープを作製した。この例に対して、わずか102のベクトラン束を、54の500デニールまたは108の250デニールのPTFE繊維と共に用いた。柊板の93の内部穴をベクトランヤーンにより充填した。残りの9つのベクトラン束を、次の穴環中に均一に分散させた。この環および次の外側環中の空の穴には、すべてのPTFE繊維が用いられるまで、穴当り1つのPTFE繊維を通した。100ポンド基準張力下で測定した完成ロープの外径は、約0.75インチであった。
Claims (11)
- (a)束群のそれぞれが外面を有しかつ15g/dを超えるテナシティを有する複数の高強度繊維を含んでなる、複数の束群、
(b)前記束群のそれぞれの前記外面の周りに螺旋状に撚り合わされた、少なくとも1つのフルオロポリマー繊維
を含む、ロープ。 - 前記フルオロポリマー繊維が延伸ポリテトラフルオロエチレンを含む、請求項1に記載のロープ。
- 前記フルオロポリマー繊維がポリエチレンクロロトリフルオロエチレンを含む、請求項1に記載のロープ。
- 前記フルオロポリマー繊維がポリテトラフルオロエチレンを含む、請求項1に記載のロープ。
- 前記フルオロポリマー繊維がポリクロロトリフルオロエチレンを含む、請求項1に記載のロープ。
- 前記フルオロポリマー繊維がポリフッ化ビニルを含む、請求項1に記載のロープ。
- 前記フルオロポリマー繊維がポリフッ化ビニリデンを含む、請求項1に記載のロープ。
- 前記フルオロポリマー繊維がポリトリフルオロエチレンを含む、請求項1に記載のロープ。
- 前記高強度繊維が液晶芳香族ポリエステルを含む、請求項1に記載のロープ。
- さらに耐摩耗性被膜を含む、請求項1に記載のロープ。
- 繰返し応力用途において用いられる、請求項1に記載のロープ。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/056,074 US20060182962A1 (en) | 2005-02-11 | 2005-02-11 | Fluoropolymer fiber composite bundle |
| US11/056,074 | 2005-02-11 | ||
| US11/246,861 US7296394B2 (en) | 2005-02-11 | 2005-10-06 | Fluoropolymer fiber composite bundle |
| US11/246,861 | 2005-10-06 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007555162A Division JP2008530385A (ja) | 2005-02-11 | 2006-02-07 | フルオロポリマー繊維複合束 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013174041A JP2013174041A (ja) | 2013-09-05 |
| JP5678122B2 true JP5678122B2 (ja) | 2015-02-25 |
Family
ID=36793618
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007555162A Withdrawn JP2008530385A (ja) | 2005-02-11 | 2006-02-07 | フルオロポリマー繊維複合束 |
| JP2013087111A Expired - Fee Related JP5678122B2 (ja) | 2005-02-11 | 2013-04-18 | フルオロポリマー繊維複合束 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007555162A Withdrawn JP2008530385A (ja) | 2005-02-11 | 2006-02-07 | フルオロポリマー繊維複合束 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7296394B2 (ja) |
| EP (2) | EP1846601A4 (ja) |
| JP (2) | JP2008530385A (ja) |
| CA (2) | CA2753367C (ja) |
| WO (1) | WO2006086338A2 (ja) |
Families Citing this family (47)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20060182962A1 (en) * | 2005-02-11 | 2006-08-17 | Bucher Richard A | Fluoropolymer fiber composite bundle |
| US20110129657A1 (en) * | 2005-02-11 | 2011-06-02 | Norman Clough | Ballistic Resistant Composite Fabric |
| US9334587B2 (en) * | 2005-02-11 | 2016-05-10 | W. L. Gore & Associates, Inc. | Fluoropolymer fiber composite bundle |
| US20060207414A1 (en) * | 2005-03-16 | 2006-09-21 | Nye Richard E | Rope |
| US7409815B2 (en) * | 2005-09-02 | 2008-08-12 | Gore Enterprise Holdings, Inc. | Wire rope incorporating fluoropolymer fiber |
| US8341930B1 (en) | 2005-09-15 | 2013-01-01 | Samson Rope Technologies | Rope structure with improved bending fatigue and abrasion resistance characteristics |
| EA013623B1 (ru) * | 2005-12-02 | 2010-06-30 | ДСМ АйПи АССЕТС Б.В. | Канат, содержащий высококачественные полиэтиленовые волокна |
| US20070202331A1 (en) * | 2006-02-24 | 2007-08-30 | Davis Gregory A | Ropes having improved cyclic bend over sheave performance |
| US20070202329A1 (en) * | 2006-02-24 | 2007-08-30 | Davis Gregory A | Ropes having improved cyclic bend over sheave performance |
| ES2428374T3 (es) * | 2006-12-04 | 2013-11-07 | Inventio Ag | Cable de fibras sintéticas |
| US20100275764A1 (en) * | 2007-12-28 | 2010-11-04 | Egres Jr Ronald G | Fabric architectures for improved ballistic impact performance |
| WO2009108199A1 (en) * | 2008-02-28 | 2009-09-03 | Bell Helicopter Textron Inc. | Resin-impregnated, structural fiber rope |
| US8020480B2 (en) * | 2008-04-01 | 2011-09-20 | Ion Geophysical Corporation | Self-lubricating ropes useful in the isolation sections of ocean-bottom cables |
| EP2112259A1 (en) * | 2008-04-22 | 2009-10-28 | DSM IP Assets B.V. | Abrasion resistant fabric |
| AU2015202033B2 (en) * | 2008-04-22 | 2017-08-31 | Dsm Ip Assets B.V. | Abrasion Resistant Fabric |
| US7858180B2 (en) * | 2008-04-28 | 2010-12-28 | Honeywell International Inc. | High tenacity polyolefin ropes having improved strength |
| US8109072B2 (en) | 2008-06-04 | 2012-02-07 | Samson Rope Technologies | Synthetic rope formed of blend fibers |
| CN102076233A (zh) * | 2008-06-24 | 2011-05-25 | 帝斯曼知识产权资产管理有限公司 | 耐切割织物 |
| US8656571B2 (en) * | 2008-07-18 | 2014-02-25 | The Boeing Company | Strong bonded joints for cryogenic applications |
| US20100154621A1 (en) * | 2008-11-11 | 2010-06-24 | University Of Delaware | Ballistic Resistant Fabric Armor |
| ITTO20090008U1 (it) | 2009-01-23 | 2010-07-24 | Massimo Ippolito | Fune per generatore eolico troposferico. |
| JP2010217684A (ja) * | 2009-03-18 | 2010-09-30 | Japan Gore Tex Inc | 摺動部材および画像定着装置 |
| AU2015202643B2 (en) * | 2010-03-09 | 2016-12-01 | Gore Enterprise Holdings, Inc. | Fluoropolymer fiber composite bundle |
| US8181438B2 (en) | 2010-10-18 | 2012-05-22 | Pure Fishing, Inc. | Composite fishing line |
| US20120235433A1 (en) * | 2011-03-18 | 2012-09-20 | Southern Weaving Company | Meta-, para-aramid fiber industrial webbing and slings |
| NO336644B1 (no) | 2011-03-29 | 2015-10-12 | Mørenot As | Kappe for et langstrakt legeme |
| US9513088B2 (en) | 2012-04-02 | 2016-12-06 | W. L. Gore & Associates, Inc. | Protective undergarment |
| US9003757B2 (en) | 2012-09-12 | 2015-04-14 | Samson Rope Technologies | Rope systems and methods for use as a round sling |
| WO2014075085A2 (en) * | 2012-11-12 | 2014-05-15 | Southern Weaving Company | Ribbed woven material |
| ES2713440T3 (es) | 2013-01-14 | 2019-05-21 | Actuant Corp | Cuerda con torón de baja fricción |
| US8689534B1 (en) | 2013-03-06 | 2014-04-08 | Samson Rope Technologies | Segmented synthetic rope structures, systems, and methods |
| ES2525948B1 (es) * | 2013-06-26 | 2015-09-09 | Industrias Ponsa, S.A. | Procedimiento para la fabricación de una eslinga textil redonda y una eslinga así obtenida |
| US9439410B2 (en) * | 2014-05-08 | 2016-09-13 | Cortland Line Co. | Fly line construction |
| RU2577053C2 (ru) * | 2014-07-15 | 2016-03-10 | Федеральное государственное бюджетное учреждение науки Институт проблем химической физики Российской академии наук (ИПХФ РАН) | Стеклополимерный композиционный материал и способ его изготовления |
| GB2532915A (en) * | 2014-08-14 | 2016-06-08 | Selex Es Ltd | Tow cable |
| NO20141103A1 (no) * | 2014-09-12 | 2016-03-14 | Offshore & Trawl Supply As | Strømlinjebekledning i beskyttelseskappe for et langstrakt, lastbærende legeme |
| CN107108160B (zh) | 2015-01-09 | 2019-08-13 | 奥的斯电梯公司 | 电梯系统的拉伸构件 |
| US9988758B2 (en) | 2015-06-15 | 2018-06-05 | W. L. Gore & Associates, Inc. | Fabrics containing expanded polytetrafluoroethylene fibers |
| US9573661B1 (en) | 2015-07-16 | 2017-02-21 | Samson Rope Technologies | Systems and methods for controlling recoil of rope under failure conditions |
| NL2016586B1 (en) * | 2016-04-11 | 2017-11-01 | Lankhorst Euronete Portugal S A | Hoisting rope. |
| US10377607B2 (en) | 2016-04-30 | 2019-08-13 | Samson Rope Technologies | Rope systems and methods for use as a round sling |
| EP3287563B1 (en) * | 2016-06-21 | 2020-08-05 | National Institute of Advanced Industrial Science and Technology | Rope and manufacturing method therefor |
| US10076100B2 (en) * | 2016-08-01 | 2018-09-18 | Albert Dale Mikelson | Lariat device and method of manufacture |
| JP6640921B2 (ja) | 2017-06-20 | 2020-02-05 | 三ツ星ベルト株式会社 | Vリブドベルト及びその製造方法 |
| KR102457680B1 (ko) * | 2022-06-08 | 2022-10-21 | 유현선 | 로프 |
| EP4630346A1 (en) * | 2022-12-06 | 2025-10-15 | ContiTech Deutschland GmbH | Conveyor belts with textile ropes and cords |
| CN117306087B (zh) * | 2023-10-08 | 2026-02-27 | 中船海洋探测技术研究院有限公司 | 一种海上型聚四氟乙烯复合高分子纤维绳及其制备方法 |
Family Cites Families (61)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3125095A (en) * | 1964-03-17 | Flexible stainless steel sutures | ||
| US3026669A (en) * | 1960-08-16 | 1962-03-27 | American Mfg Company Inc | Synthetic rope structure |
| DE1898831U (de) * | 1964-05-26 | 1964-08-13 | Bremer Tauwerkfabrik F Tecklen | Tau. |
| BE655591A (ja) * | 1964-11-12 | 1965-03-01 | ||
| US3415052A (en) * | 1966-04-12 | 1968-12-10 | American Mfg Company Inc | Synthetic plastic rope for automatic devices |
| US3882667A (en) | 1970-03-13 | 1975-05-13 | Brunswick Corp | Method of making a composite yarn |
| US3722201A (en) * | 1971-04-21 | 1973-03-27 | Johns Manville | High tensile strength chemical resistant reinforced asbestos yarn products |
| US3765978A (en) | 1971-07-08 | 1973-10-16 | Textron Inc | Method of making a low-friction fabric bearing |
| CA961940A (en) | 1972-01-31 | 1975-01-28 | Wire Rope Industries Ltd. - Les Industries De Cables Metalliques Ltee. | Hoisting rope |
| US3844195A (en) | 1972-05-26 | 1974-10-29 | Du Pont | Products |
| CA1054465A (en) | 1977-05-04 | 1979-05-15 | Kjell Neslow | Wire rope with load-carrying fiber elements |
| US4375779A (en) | 1981-04-24 | 1983-03-08 | Minnesota Mining And Manufacturing Company | Composite sewing thread of ceramic fibers |
| US5049155A (en) | 1982-09-10 | 1991-09-17 | W. L. Gore & Associates, Inc. | Prosthesis for tensile-load-carrying tissue and method of manufacture |
| US5258040A (en) | 1982-09-10 | 1993-11-02 | W. L. Gore & Associates | Prosthesis for tensile load-carrying tissue and method of manufacture |
| US4624097A (en) | 1984-03-23 | 1986-11-25 | Greening Donald Co. Ltd. | Rope |
| US4898846A (en) * | 1986-03-21 | 1990-02-06 | W. R. Grace & Co.-Conn. | Cracking catalysts with octane enhancement |
| US4776851A (en) | 1986-07-23 | 1988-10-11 | Bruchman William C | Mechanical ligament |
| JPH01139833A (ja) * | 1987-11-24 | 1989-06-01 | Showa Kogyo Kk | 柔軟性に優れた繊維資材 |
| US4898046A (en) | 1987-12-03 | 1990-02-06 | Grand Rapids Controls, Inc. | Control cable |
| US5197983A (en) | 1988-04-19 | 1993-03-30 | W. L. Gore & Associates, Inc. | Ligament and tendon prosthesis |
| JP2729837B2 (ja) | 1988-07-25 | 1998-03-18 | 旭化成工業株式会社 | ポリテトラフルオロエチレン糸状物及びその製造法 |
| JPH0686718B2 (ja) | 1988-10-31 | 1994-11-02 | 東京製綱株式会社 | 複合撚合型線条体の製造方法 |
| US5101190A (en) | 1990-03-28 | 1992-03-31 | W. L. Gore & Associates, Inc. | Non-metal high resistance electric cable |
| US5296292A (en) | 1990-09-04 | 1994-03-22 | W. L. Gore & Associates, Inc. | Elongated cylindrical tensile article |
| US5281475A (en) * | 1991-10-17 | 1994-01-25 | W. L. Gore & Associates, Inc. | Continuous polytetrafluoroethylene fibers |
| US5262234A (en) | 1991-10-17 | 1993-11-16 | W. L. Gore & Associates, Inc. | Polyetrafluoroethylene fiber containing conductive filler |
| US5314446A (en) * | 1992-02-19 | 1994-05-24 | Ethicon, Inc. | Sterilized heterogeneous braids |
| US5636551A (en) | 1992-05-04 | 1997-06-10 | W. L. Gore & Associates, Inc. | Method of making a mechanical cable |
| JP2548877B2 (ja) * | 1993-01-26 | 1996-10-30 | 株式会社ゴーセン | ラケット用ストリング |
| WO1994021846A1 (en) | 1993-03-16 | 1994-09-29 | W.L. Gore & Associates, Inc. | Composite fiber of commingled fiberglass and polytetrafluoroethylene and method of producing same |
| BR9400435A (pt) | 1994-02-04 | 1995-10-17 | Manegro Comercio Ltda | Fita composta para fabricação de gaxetas trançadas gaxeta trançada e processo de formação da referida fita composta |
| JP3077534B2 (ja) | 1994-05-31 | 2000-08-14 | 日立電線株式会社 | ポリテトラフルオロエチレンの高強度繊維及びその製造方法 |
| EP0768394B1 (en) | 1994-06-30 | 2003-02-26 | Daikin Industries, Ltd. | Bulky long fiber and split yarn of polytetrafluoroethylene, method of manufacturing the same, cotton-like material manufacturing method using the fiber and yarn, and dust collecting filter cloth |
| DE69530097T2 (de) * | 1994-10-04 | 2003-10-30 | Daikin Industries, Ltd. | Gemischtes, baumwollähnliches material, daraus hergestellter vliesstoff und verfahren zur herstellung |
| US5669214A (en) | 1994-10-11 | 1997-09-23 | Fatzer Ag | Stranded wire rope or cable having multiple stranded rope elements, strand separation insert therefor and method of manufacture of the wire rope or cable |
| US5692530A (en) | 1995-09-21 | 1997-12-02 | Anchor Advance Products, Inc. | Braided dental floss |
| US5883319A (en) | 1995-11-22 | 1999-03-16 | W.L. Gore & Associates, Inc. | Strings for musical instruments |
| US5706382A (en) | 1996-02-13 | 1998-01-06 | W. L. Gore & Associates, Inc. | Signal transmission assembly having reduced-friction and concentrated load distribution element for synthetic strength members |
| GB9604757D0 (en) * | 1996-03-06 | 1996-05-08 | Flexitallic Sealing Materials | Seal material |
| US6008146A (en) * | 1997-09-02 | 1999-12-28 | Gore Enterprise Holdings, Inc. | Filter material and cartridge filters made therefrom |
| US6010788A (en) | 1997-12-16 | 2000-01-04 | Tensolite Company | High speed data transmission cable and method of forming same |
| JPH11200139A (ja) | 1998-01-20 | 1999-07-27 | Daikin Ind Ltd | 熱溶融性フッ素樹脂繊維 |
| US6132866A (en) * | 1998-01-28 | 2000-10-17 | E. I. Du Pont De Nemours And Company | Yarn blend for friction applications |
| GB9804415D0 (en) | 1998-03-02 | 1998-04-29 | Gore & Ass | Cable |
| JP2954925B1 (ja) * | 1998-04-30 | 1999-09-27 | 株式会社ゴーセン | 釣糸及びその製造方法 |
| US5989709A (en) | 1998-04-30 | 1999-11-23 | Gore Enterprises Holdings, Inc. | Polytetrafluoroethylene fiber |
| US6167650B1 (en) | 1998-09-25 | 2001-01-02 | The Orvis Company, Inc. | Coated fly fishing line and a method and apparatus for coating a fly fishing line |
| US6667097B2 (en) * | 1999-01-29 | 2003-12-23 | Edward William Tokarsky | High speed melt spinning of fluoropolymer fibers |
| US6539951B2 (en) | 1999-08-31 | 2003-04-01 | Gore Enterprise Holdings, Inc. | Dental floss having low density and method of making same |
| JP4494692B2 (ja) | 1999-08-31 | 2010-06-30 | ゴア エンタープライズ ホールディングス,インコーポレイティド | 低密度を有する改善されたデンタルフロスおよびそのデンタルフロスを製造する方法 |
| US6327841B1 (en) | 1999-11-16 | 2001-12-11 | Utilx Corporation | Wire rope lubrication |
| JP2001182841A (ja) | 1999-12-27 | 2001-07-06 | Nippon Pillar Packing Co Ltd | 膨張黒鉛製編み糸 |
| JP3476422B2 (ja) * | 2000-08-04 | 2003-12-10 | 有限会社よつあみ | 高強力繊維融着糸 |
| AU2001287036A1 (en) | 2000-08-30 | 2002-03-13 | Warwick Mills, Inc. | Methods for improving the dyeability and puncture resistance of fabrics comprising high tenacity fibers and fabrics produced by such methods |
| EP1478801A4 (en) | 2002-01-30 | 2007-02-14 | Thyssen Elevator Capital Corp | SYNTHETIC FIBER ROPE FOR ELEVATOR |
| US6724282B2 (en) | 2002-03-27 | 2004-04-20 | Ta San Kao | Structure of digital transmission line |
| US6945153B2 (en) | 2002-10-15 | 2005-09-20 | Celanese Advanced Materials, Inc. | Rope for heavy lifting applications |
| DE602004024468D1 (de) | 2003-01-20 | 2010-01-21 | Yeu Ming Tai Chemical Ind Co L | Polytetrafluorethylenfaser und Verfahren zu deren Herstellung |
| US20040194444A1 (en) | 2003-04-04 | 2004-10-07 | Vinod Yashavant Vinayak | Fluoropolymer yarn blends |
| US20060182962A1 (en) * | 2005-02-11 | 2006-08-17 | Bucher Richard A | Fluoropolymer fiber composite bundle |
| US7409815B2 (en) * | 2005-09-02 | 2008-08-12 | Gore Enterprise Holdings, Inc. | Wire rope incorporating fluoropolymer fiber |
-
2005
- 2005-10-06 US US11/246,861 patent/US7296394B2/en not_active Expired - Lifetime
-
2006
- 2006-02-07 CA CA2753367A patent/CA2753367C/en not_active Expired - Lifetime
- 2006-02-07 EP EP06720391A patent/EP1846601A4/en not_active Withdrawn
- 2006-02-07 JP JP2007555162A patent/JP2008530385A/ja not_active Withdrawn
- 2006-02-07 WO PCT/US2006/004178 patent/WO2006086338A2/en not_active Ceased
- 2006-02-07 EP EP11007403.6A patent/EP2423357A3/en not_active Withdrawn
- 2006-02-07 CA CA002596877A patent/CA2596877A1/en not_active Abandoned
-
2013
- 2013-04-18 JP JP2013087111A patent/JP5678122B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP2423357A3 (en) | 2014-06-18 |
| US7296394B2 (en) | 2007-11-20 |
| WO2006086338A2 (en) | 2006-08-17 |
| JP2013174041A (ja) | 2013-09-05 |
| US20060179812A1 (en) | 2006-08-17 |
| JP2008530385A (ja) | 2008-08-07 |
| EP1846601A4 (en) | 2011-03-16 |
| WO2006086338A3 (en) | 2006-12-14 |
| CA2753367A1 (en) | 2006-08-17 |
| EP1846601A2 (en) | 2007-10-24 |
| EP2423357A2 (en) | 2012-02-29 |
| CA2596877A1 (en) | 2006-08-17 |
| CA2753367C (en) | 2016-10-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5678122B2 (ja) | フルオロポリマー繊維複合束 | |
| US10329698B2 (en) | Fluoropolymer fiber composite bundle | |
| US20060182962A1 (en) | Fluoropolymer fiber composite bundle | |
| CN101321907B (zh) | 包含高性能聚乙烯纤维的绳索 | |
| EP1920092B1 (en) | Wire rope incorporating fluoropolymer fiber | |
| US20060207414A1 (en) | Rope | |
| AU2015202643B2 (en) | Fluoropolymer fiber composite bundle | |
| HK1164950A (en) | Fluoropolymer fiber composite bundle | |
| HK1178021B (en) | Fluoropolymer fiber composite bundle | |
| HK1127513A (en) | Rope containing high-performance polyethylene fibres |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140729 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140805 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141104 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141202 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150105 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5678122 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |