JP5667347B2 - レーザ光によるガラス基板加工装置 - Google Patents
レーザ光によるガラス基板加工装置 Download PDFInfo
- Publication number
- JP5667347B2 JP5667347B2 JP2009154579A JP2009154579A JP5667347B2 JP 5667347 B2 JP5667347 B2 JP 5667347B2 JP 2009154579 A JP2009154579 A JP 2009154579A JP 2009154579 A JP2009154579 A JP 2009154579A JP 5667347 B2 JP5667347 B2 JP 5667347B2
- Authority
- JP
- Japan
- Prior art keywords
- glass substrate
- laser beam
- condensing
- processing apparatus
- laser light
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000011521 glass Substances 0.000 title claims description 95
- 239000000758 substrate Substances 0.000 title claims description 93
- 230000003287 optical effect Effects 0.000 claims description 34
- 230000007246 mechanism Effects 0.000 claims description 26
- 230000001678 irradiating effect Effects 0.000 claims description 5
- 238000000034 method Methods 0.000 claims description 3
- 230000008569 process Effects 0.000 claims description 3
- 238000010586 diagram Methods 0.000 description 4
- 230000009471 action Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
Images







Landscapes
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Laser Beam Processing (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
Description
図1に本発明の一実施形態によるガラス基板加工装置の全体構成を示す。このガラス基板加工装置は、ガラス基板にレーザ光を照射して孔開け等の加工を行うための装置であり、ベッド1と、ワークとしてのガラス基板が載置されるワークテーブル2と、ガラス基板にレーザ光を照射するためのレーザ光照射ヘッド3と、を備えている。ここで、図1に示すように、ベッド1の上面に沿った平面において、互いに直交する軸をx軸、y軸とし、これらの軸に直交する鉛直方向の軸をz軸と定義する。また、x軸に沿った両方向(+方向及び−方向)をx軸方向、y軸に沿った両方向をy軸方向、z軸に沿った両方向をz軸方向と定義する。
<ワークテーブル>
ワークテーブル2は、矩形状に形成されており、ワークテーブル2の下方には、ワークテーブル2をx軸方向及びy軸方向に移動させるためのテーブル移動機構5が設けられている。
テーブル移動機構5は、図1に示すように、それぞれ1対の第1及び第2ガイドレール8,9と、第1及び第2移動テーブル10,11と、を有している。1対の第1ガイドレール8はベッド1の上面にy軸方向に延びて設けられている。第1移動テーブル10は、第1ガイドレール8の上部に設けられ、第1ガイドレール8に移動自在に係合する複数のガイド部10aを下面に有している。第2ガイドレール9は第1移動テーブル10の上面にx軸方向に延びて設けられている。第2移動テーブル11は、第2ガイドレール9の上部に設けられ、第2ガイドレール9に移動自在に係合する複数のガイド部11aを下面に有している。第2移動テーブル11の上部には、固定部材12を介してワークテーブル2が取り付けられている。
レーザ光照射ヘッド3は、図1及び図3に示すように、ベッド1の上面に配置された門型フレーム1aに装着されており、レーザ光出力部15と、光学系16と、内部に回折光学素子が組み込まれた中空モータ17と、x方向ガルバノミラー18と、y方向ガルバノミラー19と、集光レンズとしてのfθレンズ20と、を有している。また、レーザ光照射ヘッド3をx軸方向に移動させるためのx軸方向移動機構21と、中空モータ17、x方向ガルバノミラー18、y方向ガルバノミラー19、及びfθレンズ20をz軸方向に移動させるためのz軸方向移動機構22と、が設けられている。
レーザ光出力部15は従来と同様のレーザ管により構成されている。このレーザ光出力部15によって、波長532nmのグリーンレーザがy軸に沿ってワークテーブル2とは逆側に出射される。
光学系16は、レーザ光出力部15からのレーザ光を中空モータ17に組み込まれた回折光学素子(後述)に導くものである。この光学系16は、図3に拡大して示すように、第1〜第4ミラー25〜28と、レーザ出力を計測するパワーモニタ29と、ビームエキスパンダ30と、を有している。
中空モータ17は、図4の模式図で示すように、中心にx軸方向に延びる回転軸を有し、この回転軸を含む中央部17aが中空になっている。そして、この中空部17aに回折光学素子(Diffractive Optical Element:DOE)34が固定されている。回折光学素子34は、入力されたレーザ光を複数の光束に分岐するものである。
x方向ガルバノミラー18及びy方向ガルバノミラー19は、周知のように、ガルバノスキャナーで使用されるミラーである。x方向ガルバノミラー18は、レーザ光のガラス基板上における集光点を、x軸方向に走査させるためのミラーである。また、y方向ガルバノミラー19は、レーザ光のガラス基板上における集光点を、y軸方向に走査させるためのミラーである。これらのミラー18,19を駆動することによって、集光点をガラス基板の表面に沿った平面内で任意の方向に走査することができる。
fθレンズ20はレーザ光をガラス基板上あるいはガラス基板中のz軸方向の任意の位置に集光させるためのレンズである。ただ、z軸方向の集光位置は、x軸方向及びy軸方向ともに例えば30mm程度の限られた範囲内でのみ制御可能である。
以上のようなレーザ照射ヘッド3は、前述のように、ベッド1の門型フレーム1aに支持されている。より詳細には、図3に示すように、門型フレーム1aの上面にはx軸方向に延びる1対の第3ガイドレール36が設けられており、この1対の第3ガイドレール36及び図示しない駆動機構がx軸方向移動機構21を構成している。そして、1対の第3ガイドレール36には、支持部材37が移動自在に支持されている。支持部材37は、第3ガイドレール36に支持された横支持部材38と、横支持部材38のワークテーブル2側の一端から下方に延びる縦支持部材39と、を有している。縦支持部材39の側面には、z軸方向に延びる1対の第4ガイドレール40が設けられており、この1対の第4ガイドレール40及び図示しない駆動機構がz軸方向移動機構22を構成している。第4ガイドレール40には、z軸方向に移動自在に第3移動テーブル41が支持されている。
以上のような各構成部材により、入力されたレーザ光を複数の点に集光させるための多点集光部と、複数の集光点を1つの回転軸の回りに回転させるための回転駆動機構と、1つの回転軸の回りに回転する複数の集光点のすべてをガラス基板の表面に沿った平面内で任意の方向に走査するためのレーザ光走査部が構成されている。具体的には、多点集光部は、回折光学素子34及びfθレンズ20により構成されている。回転駆動機構は中空モータ17により構成されている。レーザ光走査部は、x方向ガルバノミラー18及びy方向ガルバノミラー19により構成されている。
次に、レーザ光によるガラス基板の加工動作について説明する。
(1)複数の集光点を形成し、かつこれらの集光点を回転させつつ走査してガラス基板を加工ラインに沿って加工するので、従来の装置に比較して加工時間を短縮することができる。
本発明は以上のような実施形態に限定されるものではなく、本発明の範囲を逸脱することなく種々の変形又は修正が可能である。
3 レーザ照射ヘッド
5 テーブル移動機構
6 ブロック(支持部材)
15 レーザ出力部
16 光学系
17 中空モータ
18 x方向ガルバノミラー
19 y方向ガルバノミラー
20 fθレンズ
22 z軸方向移動機構
34 回折光学素子
Claims (10)
- ガラス基板にレーザ光を照射して加工を行う加工装置であって、
加工すべきガラス基板が載置されるワークテーブルと、
レーザ光を出力するレーザ光出力部と、
入力されたレーザ光を複数の点に集光させるための多点集光部と、
前記複数の集光点を、それらの1つの中心軸の回りに回転させるための回転駆動機構と、
前記レーザ光出力部からのレーザ光を前記多点集光部に導く光学系と、
前記1つの中心軸の回りに回転する複数の集光点のすべてを回転させた状態を維持しながら前記ガラス基板の表面に沿った平面内で任意の方向に走査するためのレーザ光走査部と、
前記複数の集光点を前記ガラス基板表面と直交する方向に移動するためのz軸移動装置と、
を備え、
加工ラインに沿って前記複数の集光点を走査する加工を、ガラス基板の下面から上面に向けて繰り返し実行し、加工ラインの内側を抜くことによって孔開け加工を行う、
レーザ光によるガラス基板加工装置。 - 前記多点集光部は、前記光学系を経て入力されたレーザ光を複数の光束に分岐させる回折光学素子と、前記回折光学素子によって分岐されたそれぞれのビームを集光させる集光レンズと、を有する、請求項1に記載のレーザ光によるガラス基板加工装置。
- 前記z軸移動装置は、前記多点集光部及び前記レーザ光走査部を前記ガラス基板表面と直交する方向に移動する、請求項1又は2に記載のレーザ光によるガラス基板加工装置。
- 前記ワークテーブルを前記ガラス基板表面に沿った平面内で移動するためのワークテーブル移動装置をさらに備えた、請求項1から3のいずれかに記載のレーザ光によるガラス基板加工装置。
- 前記回転駆動機構は、内部の中空部に前記回折光学素子が支持された中空モータである、請求項2に記載のレーザ光によるガラス基板加工装置。
- 前記レーザ光走査部は、前記ガラス基板表面に沿った平面内においてx軸方向にレーザ光を走査するためのx方向ガルバノミラーと、前記ガラス基板表面に沿った平面内において前記x軸と直交するy軸方向にレーザ光を走査するためのy方向ガルバノミラーと、を有している、請求項1から5のいずれかに記載のレーザ光によるガラス基板加工装置。
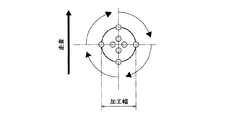
- 前記多点集光部は、円周上に等角度間隔で配置される複数の点にレーザ光を集光させる、請求項1から6のいずれかに記載のレーザ光によるガラス基板加工装置。
- 前記多点集光部は、直線状に並ぶ複数の点にレーザ光を集光させる、請求項1から6のいずれかに記載のレーザ光によるガラス基板加工装置。
- 前記集光レンズはfθレンズである、請求項2に記載のレーザ光によるガラス基板加工装置。
- 前記ワークテーブルは前記ガラス基板の下面に当接して前記ガラス基板を支持する複数の支持部を有し、前記複数の支持部は前記ガラス基板の加工ライン以外の部分に位置している、請求項1から9のいずれかに記載のレーザ光によるガラス基板加工装置。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009154579A JP5667347B2 (ja) | 2009-06-30 | 2009-06-30 | レーザ光によるガラス基板加工装置 |
| TW099120760A TWI395630B (zh) | 2009-06-30 | 2010-06-25 | 使用雷射光之玻璃基板加工裝置 |
| KR1020100061831A KR101226200B1 (ko) | 2009-06-30 | 2010-06-29 | 레이저광에 의한 유리 기판 가공 장치 |
| EP10167689.8A EP2275223B1 (en) | 2009-06-30 | 2010-06-29 | Glass substrate processing device using laser beam with rotation of multi-spot focused beams |
| US12/827,267 US8448471B2 (en) | 2009-06-30 | 2010-06-30 | Glass substrate processing device using laser beam |
| CN2010102211704A CN101935156A (zh) | 2009-06-30 | 2010-06-30 | 利用激光的玻璃基板加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009154579A JP5667347B2 (ja) | 2009-06-30 | 2009-06-30 | レーザ光によるガラス基板加工装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2011011917A JP2011011917A (ja) | 2011-01-20 |
| JP2011011917A5 JP2011011917A5 (ja) | 2012-03-29 |
| JP5667347B2 true JP5667347B2 (ja) | 2015-02-12 |
Family
ID=43591182
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009154579A Expired - Fee Related JP5667347B2 (ja) | 2009-06-30 | 2009-06-30 | レーザ光によるガラス基板加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5667347B2 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013146780A (ja) * | 2012-01-23 | 2013-08-01 | Mitsuboshi Diamond Industrial Co Ltd | 脆性材料基板のレーザ加工方法 |
| JP2013180298A (ja) | 2012-02-29 | 2013-09-12 | Mitsuboshi Diamond Industrial Co Ltd | レーザ加工装置 |
| JP2014042916A (ja) * | 2012-08-24 | 2014-03-13 | Mitsuboshi Diamond Industrial Co Ltd | レーザ加工装置 |
| JP6035096B2 (ja) * | 2012-09-27 | 2016-11-30 | 三星ダイヤモンド工業株式会社 | レーザ加工装置 |
| JP2015047621A (ja) | 2013-09-02 | 2015-03-16 | 三菱重工業株式会社 | 複合加工装置及び複合加工方法 |
| JP6810951B2 (ja) * | 2016-07-29 | 2021-01-13 | 三星ダイヤモンド工業株式会社 | 脆性材料基板のレーザー加工方法およびレーザー加工装置 |
| JP6813168B2 (ja) * | 2016-07-29 | 2021-01-13 | 三星ダイヤモンド工業株式会社 | 脆性材料基板のレーザー加工方法およびレーザー加工装置 |
| CN106271118B (zh) * | 2016-09-29 | 2018-10-30 | 常州英诺激光科技有限公司 | 一种提高多孔径微孔激光加工质量的装置及方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05305467A (ja) * | 1992-04-27 | 1993-11-19 | Central Glass Co Ltd | 光透過性材料のレーザー切断法 |
| US6635849B1 (en) * | 1999-03-05 | 2003-10-21 | Mitsubishi Denki Kabushiki Kaisha | Laser beam machine for micro-hole machining |
| JP2003305585A (ja) * | 2001-09-11 | 2003-10-28 | Seiko Epson Corp | レーザー加工方法および加工装置 |
| JP2004268144A (ja) * | 2003-02-21 | 2004-09-30 | Seishin Shoji Kk | レーザ加工装置 |
| JP2004262686A (ja) * | 2003-02-28 | 2004-09-24 | Central Glass Co Ltd | ガラス板の切断方法及び切断されたガラス板 |
| US7820941B2 (en) * | 2004-07-30 | 2010-10-26 | Corning Incorporated | Process and apparatus for scoring a brittle material |
| JP2007015169A (ja) * | 2005-07-06 | 2007-01-25 | Seiko Epson Corp | スクライブ形成方法、スクライブ形成装置、多層基板 |
| JP2007118054A (ja) * | 2005-10-28 | 2007-05-17 | Aisin Seiki Co Ltd | レーザ加工方法及びレーザ加工装置 |
| JP2006173651A (ja) * | 2006-02-17 | 2006-06-29 | Matsushita Electric Ind Co Ltd | 部品実装装置、部品実装設備および部品実装方法 |
-
2009
- 2009-06-30 JP JP2009154579A patent/JP5667347B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011011917A (ja) | 2011-01-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5416492B2 (ja) | レーザ光によるガラス基板加工装置 | |
| KR101226200B1 (ko) | 레이저광에 의한 유리 기판 가공 장치 | |
| JP5667347B2 (ja) | レーザ光によるガラス基板加工装置 | |
| JP5409711B2 (ja) | レーザ光によるワーク加工装置 | |
| JP5391159B2 (ja) | レーザ光によるガラス基板加工装置 | |
| JP5922906B2 (ja) | レーザビームによるガラス基板加工装置 | |
| JP5221560B2 (ja) | レーザ加工装置 | |
| JP2013146780A (ja) | 脆性材料基板のレーザ加工方法 | |
| JP5060893B2 (ja) | レーザ加工装置 | |
| JP2014231071A (ja) | レーザ光による基板切断装置 | |
| JP2011011212A5 (ja) | ||
| JP2013180298A (ja) | レーザ加工装置 | |
| JP2014042916A (ja) | レーザ加工装置 | |
| JP6422182B2 (ja) | レーザー加工装置 | |
| JP2016105178A (ja) | レーザビームによるガラス基板加工装置 | |
| KR20220111320A (ko) | 초점 거리 조정 장치 및 레이저 가공 장치 | |
| JP6035096B2 (ja) | レーザ加工装置 | |
| JP6240497B2 (ja) | レーザ加工装置 | |
| JP5534853B2 (ja) | レーザ照射装置およびレーザ照射方法 | |
| JP2013226591A (ja) | レーザビームによる基板加工装置 | |
| JP6451339B2 (ja) | レーザ加工装置 | |
| JP2015123483A (ja) | レーザ加工装置 | |
| KR20130113099A (ko) | 레이저가공장치 | |
| KR20210080511A (ko) | 레이저 가공 장치 | |
| KR20140112136A (ko) | 레이저 가공장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120202 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120202 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120206 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130313 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130402 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130522 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140212 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140404 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141118 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141212 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5667347 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |