JP2007015169A - スクライブ形成方法、スクライブ形成装置、多層基板 - Google Patents
スクライブ形成方法、スクライブ形成装置、多層基板 Download PDFInfo
- Publication number
- JP2007015169A JP2007015169A JP2005197394A JP2005197394A JP2007015169A JP 2007015169 A JP2007015169 A JP 2007015169A JP 2005197394 A JP2005197394 A JP 2005197394A JP 2005197394 A JP2005197394 A JP 2005197394A JP 2007015169 A JP2007015169 A JP 2007015169A
- Authority
- JP
- Japan
- Prior art keywords
- multilayer substrate
- layers
- laser
- scribe
- light transmission
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/50—Working by transmitting the laser beam through or within the workpiece
- B23K26/53—Working by transmitting the laser beam through or within the workpiece for modifying or reforming the material inside the workpiece, e.g. for producing break initiation cracks
Abstract
【解決手段】 複数の層P1〜P3からなる多層基板Pに分割予定線Sを形成するスクライブ形成方法であって、多層基板Pの内部にレーザ光を集光すると共に多層基板Pとレーザ光を相対移動させて、多層基板P内に改質領域S1を形成する工程と、改質領域S2〜Snを多層基板Pの厚み方向に複数重ねて形成する工程と、を有する。
【選択図】 図4
Description
特に、複数のガラス基板を積層させた多層基板を分割する場合には、各層のガラス基板のそれぞれに溝を形成した上で、各溝が一致するように各基板を重ねることで、多層基板の分割を可能としている。また、レーザとカッターを併用することで、多層基板に溝を形成する技術も提案されている(特許文献2)。
特に、積層される層が多くなると、切り屑の量が増えたり、或いは溝の深さが不十分となって基板の分割が困難になったりするという問題がある。
第1の発明は、複数の光透過層を有する多層基板に分割予定線を形成するスクライブ形成方法が、前記多層基板の内部にレーザ光を集光すると共に前記多層基板と前記レーザ光を相対移動させて、前記多層基板内に改質領域を形成する工程と、前記改質領域を前記多層基板の厚み方向に複数重ねて形成する工程と、を有するようにした。
この発明によれば、レーザ光を用いて多層基板内に分割予定線を形成するので、多層基板上に切り屑が付着せず、したがってクリーニング処理が不要となる。また、複数の光透過層のそれぞれに改質領域からなる分割予定線を形成し、更にこの分割予定線を基板の厚み方向に重ねるので、光透過層の数に関わらず、良好に多層基板を分割することが可能となる。
また、前記レーザ光として、超短パルスレーザ光を用いるものでは、焦点位置にのみ良好に改質領域を形成することができる。これにより、細い幅の分割予定線が形成されるので、基板の分割効率を向上させることができる。
この発明によれば、レーザ光を用いて多層基板内に分割予定線を形成するので、多層
基板上に切り屑が付着せず、したがってクリーニング処理が不要となる。また、複数の光透過層のそれぞれに改質領域からなる分割予定線を形成し、更にこの分割予定線を多層基板の厚み方向に重ねることで、光透過層の数に関わらず、良好に多層基板を分割することが可能となる。
また、前記レーザ光として、超短パルスレーザ光を用いるものでは、焦点位置にのみ良好に改質領域を形成することができる。これにより、細い幅の分割予定線が形成されるので、基板の分割効率を向上させることができる。
この発明によれば、複数の光透過層のそれぞれに改質領域からなる分割予定線が形成され、更にこの分割予定線が多層基板の厚み方向に重ねられているので、光透過層の数に関わらず、良好に多層基板を分割することができる。
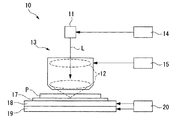
図1は、スクライブ形成装置10の概略構成を示す概念図である。
スクライブ形成装置10は、レーザ光Lを発生するレーザ光源11、レーザ光Lの出力やパルス幅等を調節するためにレーザ光源11を制御するレーザ光源制御部14、レーザ光Lを集光する集光用レンズ12、集光用レンズ12等をZ軸方向に移動させるためのZ軸駆動部15、多層基板Pを載置する載置台17、載置台17をX軸方向に移動させるためのX軸ステージ18、載置台17をX軸方向に直交するY軸方向に移動させるためのY軸ステージ19、X軸ステージ18及びY軸ステージ19を制御するステージ制御部20等を備える。
フェムト秒レーザのような超短パルスレーザは、出力が小さくても、パルス幅が非常に短いため、1パルス中の瞬間的な到達出力は大きくなる。
したがって、超短パルスレーザを集光照射すると,熱伝導が起こる前に瞬時にエネルギーが注入されるため、照射部位周辺が熱的・化学的損傷をほとんど受けない高精度・高品質な加工が実現できる。そして、多光子吸収という現象を利用して、通常であれば光が通り抜けてしまうガラスやダイヤモンド等の透明材料の内部への3次元加工が可能である。
図2,図3は、スクライブ形成方法を示す図であって、図2は多層基板の断面図、図3は多層基板の平面図である。
また、図4は、分断予定線が形成された多層基板を示す断面図である。
すなわち、多層基板Pがレーザ光Lを吸収することにより多層基板Pを発熱・溶融させるのではない。このため、多層基板Pの焦点以外の部位、例えば表面Psではレーザ光Lがほとんど吸収されず、溶融等を発生することはない。
そこで、図2(b)に示すように、改質領域S1の上部(+Z方向)に、更に改質領域を重ねて形成することで、改質領域のZ軸方向の距離(厚み)を大きくする。具体的には、Z軸駆動部15によりレーザ投光部13を+Z軸方向に移動させて、レーザ光Lの焦点位置を最下光透過層P3内の中間部等に移動させる。そして、改質領域S1に沿って、改質領域S1の上部に重ねて改質領域S2を形成する(図3参照)。
このようにして、図4に示すように、Z方向に重ねて配置された複数のライン状の改質領域S1〜Snからなる分割予定線Sを形成する。そして、分割予定線S(改質領域S1〜Sn)の多層基板Pの厚みに対するのZ軸方向の距離(厚み)は十分に大きくなっているので、容易に多層基板Pをこの分割予定線Sに沿って分割することが可能となる。
また、全ての改質領域S1〜Snをライン状に形成する必要はない。例えば、破線状の改質領域を形成してもよいし、ライン状と破線状の改質領域をZ軸方向に重ねて形成してもよい。複数の層内に、複数の改質領域を積層させて形成することで、全体として、Z軸方向に十分な厚みのある改質領域からなる分割予定線Sが形成されればよい。
レーザ投光部13を固定して、多層基板PをX軸,Y軸およびZ軸方向に移動させてもよい。逆に、多層基板Pを固定して、レーザ投光部13をX軸,Y軸およびZ軸方向に移動させてもよい。
また、多層基板Pとしては、TFT基板等に限らず、内部にマイクロレンズを形成した透明基板であってもよい。
なお、必ずしも全ての光透過層に改質領域を形成する必要はなく、例えば他の光透過層に比べて厚みが小さい薄膜層の場合には改質領域の形成を省略する等、適宜、改質領域の形成を調整してもよい。
15…Z軸駆動部(焦点移動部)、 18…X軸ステージ、 19…Y軸ステージ、
L…レーザ光、 P…多層基板、 P1〜P3…光透過層、 S…分割予定線、
S1〜Sn…改質領域
Claims (7)
- 複数の層からなる多層基板に分割予定線を形成するスクライブ形成方法であって、
前記多層基板の内部にレーザ光を集光すると共に前記多層基板と前記レーザ光を相対移動させて、前記多層基板内に改質領域を形成する工程と、
前記改質領域を前記多層基板の厚み方向に複数重ねて形成する工程と、
を有することを特徴とするスクライブ形成方法。 - 前記複数の層が光透過層であることを特徴とする請求項1に記載のスクライブ形成方法。
- 前記レーザ光として、超短パルスレーザ光を用いることを特徴する請求項1又は請求項2に記載のスクライブ形成方法。
- 複数の層からなる多層基板に分割予定線を形成するスクライブ形成装置であって、
前記多層基板を載置すると共に前記多層基板の面方向に二次元移動可能なステージと、
前記多層基板に対してレーザ光を照射するレーザ投光部と、
前記レーザ投光部からのレーザ光の焦点を前記多層基板の厚み方向に移動可能な焦点移動部と、
を備えることを特徴とするスクライブ形成装置。 - 前記複数の層が光透過層であることを特徴とする請求項4に記載のスクライブ形成装置。
- 前記レーザ光として、超短パルスレーザ光を用いることを特徴する請求項4又は請求項5に記載のスクライブ形成装置。
- 複数の光透過層から形成される多層基板であって、
前記光透過層のそれぞれに、改質領域を前記多層基板の厚み方向に重ねた分割予定線を有することを特徴とする多層基板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005197394A JP2007015169A (ja) | 2005-07-06 | 2005-07-06 | スクライブ形成方法、スクライブ形成装置、多層基板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005197394A JP2007015169A (ja) | 2005-07-06 | 2005-07-06 | スクライブ形成方法、スクライブ形成装置、多層基板 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007015169A true JP2007015169A (ja) | 2007-01-25 |
Family
ID=37752741
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005197394A Pending JP2007015169A (ja) | 2005-07-06 | 2005-07-06 | スクライブ形成方法、スクライブ形成装置、多層基板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007015169A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009023215A (ja) * | 2007-07-19 | 2009-02-05 | Panasonic Electric Works Co Ltd | 積層体の割断方法 |
| JP2011000754A (ja) * | 2009-06-17 | 2011-01-06 | Canon Inc | 微細構造体の製造方法及び液体吐出ヘッドの製造方法 |
| JP2011011917A (ja) * | 2009-06-30 | 2011-01-20 | Mitsuboshi Diamond Industrial Co Ltd | レーザ光によるガラス基板加工装置 |
| JP2013220981A (ja) * | 2012-04-18 | 2013-10-28 | Optoceramics:Kk | 空中結像用の光学パネルの製造方法 |
| JP2016049542A (ja) * | 2014-08-29 | 2016-04-11 | アイシン精機株式会社 | レーザ加工方法、ガラス加工部品の製造方法及びレーザ加工装置 |
| JP2019063818A (ja) * | 2017-09-29 | 2019-04-25 | 三星ダイヤモンド工業株式会社 | 複層脆性材料基板の作製方法および作製システム |
| JP2019102688A (ja) * | 2017-12-05 | 2019-06-24 | 株式会社ディスコ | ウェーハの加工方法 |
-
2005
- 2005-07-06 JP JP2005197394A patent/JP2007015169A/ja active Pending
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009023215A (ja) * | 2007-07-19 | 2009-02-05 | Panasonic Electric Works Co Ltd | 積層体の割断方法 |
| JP2011000754A (ja) * | 2009-06-17 | 2011-01-06 | Canon Inc | 微細構造体の製造方法及び液体吐出ヘッドの製造方法 |
| JP2011011917A (ja) * | 2009-06-30 | 2011-01-20 | Mitsuboshi Diamond Industrial Co Ltd | レーザ光によるガラス基板加工装置 |
| JP2013220981A (ja) * | 2012-04-18 | 2013-10-28 | Optoceramics:Kk | 空中結像用の光学パネルの製造方法 |
| JP2016049542A (ja) * | 2014-08-29 | 2016-04-11 | アイシン精機株式会社 | レーザ加工方法、ガラス加工部品の製造方法及びレーザ加工装置 |
| JP2019063818A (ja) * | 2017-09-29 | 2019-04-25 | 三星ダイヤモンド工業株式会社 | 複層脆性材料基板の作製方法および作製システム |
| JP2019102688A (ja) * | 2017-12-05 | 2019-06-24 | 株式会社ディスコ | ウェーハの加工方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7449995B2 (ja) | 複合材の分断方法 | |
| JP6585050B2 (ja) | 超高速レーザビーム光学系、破壊層および他の層を用いたスタック透明材料の切断 | |
| JP4198123B2 (ja) | レーザ加工方法 | |
| KR100825884B1 (ko) | 레이저 가공장치 및 레이저 가공방법 | |
| CN107073641B (zh) | 接口块;用于使用这种接口块切割在波长范围内透明的衬底的系统和方法 | |
| JP4907984B2 (ja) | レーザ加工方法及び半導体チップ | |
| TWI380867B (zh) | Laser processing methods and semiconductor wafers | |
| JP4752488B2 (ja) | レーザ内部スクライブ方法 | |
| JP2007013056A (ja) | 加工対象物切断方法 | |
| WO2006051861A1 (ja) | レーザ加工方法 | |
| JP2017502901A5 (ja) | ||
| JP2007260773A (ja) | 基板切断方法及びこれを用いた基板切断装置 | |
| WO2011071886A1 (en) | Laser machining and scribing systems and methods | |
| JP2009023215A (ja) | 積層体の割断方法 | |
| JP2007015169A (ja) | スクライブ形成方法、スクライブ形成装置、多層基板 | |
| JP2009539610A (ja) | レーザ誘起衝撃波を利用した微小流体装置の製造 | |
| JP2007021514A (ja) | スクライブ形成方法、分割予定線付き基板 | |
| JP2007118009A (ja) | 積層体の加工方法 | |
| JP2010110818A (ja) | 加工対象物分断方法および対象物製造方法 | |
| CN115485097A (zh) | 复合材料的截断方法 | |
| JP2009242185A (ja) | レーザ切断方法および被切断物 | |
| JP2007014975A (ja) | スクライブ形成方法、分割予定線付き基板 | |
| KR100862522B1 (ko) | 레이저가공 장치 및 기판 절단 방법 | |
| TW202104948A (zh) | 複合材之分斷方法 | |
| JP7456604B2 (ja) | スクライブ加工方法及びスクライブ加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070316 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20070319 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090622 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090630 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090820 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20090821 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100209 |