JP5568026B2 - ろう付け方法及びろう付け構造 - Google Patents
ろう付け方法及びろう付け構造 Download PDFInfo
- Publication number
- JP5568026B2 JP5568026B2 JP2011009756A JP2011009756A JP5568026B2 JP 5568026 B2 JP5568026 B2 JP 5568026B2 JP 2011009756 A JP2011009756 A JP 2011009756A JP 2011009756 A JP2011009756 A JP 2011009756A JP 5568026 B2 JP5568026 B2 JP 5568026B2
- Authority
- JP
- Japan
- Prior art keywords
- brazing
- welding
- top plate
- insulating substrate
- laser
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/0008—Soldering, e.g. brazing, or unsoldering specially adapted for particular articles or work
- B23K1/0012—Brazing heat exchangers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/0008—Soldering, e.g. brazing, or unsoldering specially adapted for particular articles or work
- B23K1/0016—Brazing of electronic components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/20—Preliminary treatment of work or areas to be soldered, e.g. in respect of a galvanic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
- B23K26/24—Seam welding
- B23K26/244—Overlap seam welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/32—Bonding taking account of the properties of the material involved
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F3/00—Plate-like or laminated elements; Assemblies of plate-like or laminated elements
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/34—Arrangements for cooling, heating, ventilating or temperature compensation ; Temperature sensing arrangements
- H01L23/36—Selection of materials, or shaping, to facilitate cooling or heating, e.g. heatsinks
- H01L23/373—Cooling facilitated by selection of materials for the device or materials for thermal expansion adaptation, e.g. carbon
- H01L23/3735—Laminates or multilayers, e.g. direct bond copper ceramic substrates
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/34—Arrangements for cooling, heating, ventilating or temperature compensation ; Temperature sensing arrangements
- H01L23/46—Arrangements for cooling, heating, ventilating or temperature compensation ; Temperature sensing arrangements involving the transfer of heat by flowing fluids
- H01L23/473—Arrangements for cooling, heating, ventilating or temperature compensation ; Temperature sensing arrangements involving the transfer of heat by flowing fluids by flowing liquids
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K7/00—Constructional details common to different types of electric apparatus
- H05K7/20—Modifications to facilitate cooling, ventilating, or heating
- H05K7/20218—Modifications to facilitate cooling, ventilating, or heating using a liquid coolant without phase change in electronic enclosures
- H05K7/20254—Cold plates transferring heat from heat source to coolant
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K7/00—Constructional details common to different types of electric apparatus
- H05K7/20—Modifications to facilitate cooling, ventilating, or heating
- H05K7/2089—Modifications to facilitate cooling, ventilating, or heating for power electronics, e.g. for inverters for controlling motor
- H05K7/20927—Liquid coolant without phase change
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/14—Heat exchangers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
- B23K2101/42—Printed circuits
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic material, e.g. metals, not provided for in B23K2103/02 – B23K2103/26
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/26—Layer connectors, e.g. plate connectors, solder or adhesive layers; Manufacturing methods related thereto
- H01L2224/31—Structure, shape, material or disposition of the layer connectors after the connecting process
- H01L2224/32—Structure, shape, material or disposition of the layer connectors after the connecting process of an individual layer connector
- H01L2224/321—Disposition
- H01L2224/32151—Disposition the layer connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive
- H01L2224/32221—Disposition the layer connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked
- H01L2224/32225—Disposition the layer connector connecting between a semiconductor or solid-state body and an item not being a semiconductor or solid-state body, e.g. chip-to-substrate, chip-to-passive the body and the item being stacked the item being non-metallic, e.g. insulating substrate with or without metallisation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L24/26—Layer connectors, e.g. plate connectors, solder or adhesive layers; Manufacturing methods related thereto
- H01L24/31—Structure, shape, material or disposition of the layer connectors after the connecting process
- H01L24/32—Structure, shape, material or disposition of the layer connectors after the connecting process of an individual layer connector
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/10—Details of semiconductor or other solid state devices to be connected
- H01L2924/11—Device type
- H01L2924/12—Passive devices, e.g. 2 terminal devices
- H01L2924/1204—Optical Diode
- H01L2924/12042—LASER
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Mechanical Engineering (AREA)
- Optics & Photonics (AREA)
- Thermal Sciences (AREA)
- Plasma & Fusion (AREA)
- Power Engineering (AREA)
- Computer Hardware Design (AREA)
- General Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Materials Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
- Laser Beam Processing (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Description
以下、本発明における「ろう付け方法及びろう付け構造」をHVインバータの冷却器に具体化した第1実施形態につき図面を参照して詳細に説明する。
次に、本発明における「ろう付け方法及びろう付け構造」をHVインバータの冷却器に具体化した第2実施形態につき図面を参照して詳細に説明する。
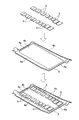
4 天板(第1の部材)
5 絶縁基板(第2の部材)
6 ろう材層
7 溶接痕
7A〜7D 溶接痕
8 ボイド
9 パワー半導体(発熱体)
9A〜9D パワー半導体(発熱体)
Claims (6)
- HVインバータの冷却器を構成する第1の部材と第2の部材をろう付けするろう付け方法であって、
前記第1の部材の上にろう材層を介して前記第2の部材を配置し、
その後、レーザを照射することにより、前記第1の部材と前記第2の部材との間の接合部における任意の複数の位置にレーザ溶接を施して前記第2の部材を前記第1の部材に仮固定し、
その後、前記ろう材層を加熱溶融させることにより前記複数のレーザ溶接の位置をろう付け起点として前記第2の部材を前記第1の部材の上にろう付けする
ことを特徴とするろう付け方法。 - 前記ろう付け後、前記複数のろう付け起点で囲まれる領域内であって前記領域内に含まれる別のろう付け起点の上に対応して、前記第2の部材の上に少なくとも発熱体を接合することを特徴とする請求項1に記載のろう付け方法。
- 前記ろう付け後、前記複数のろう付け起点で囲まれる領域の中央部分から、前記ろう付け起点へ向けて、又は、前記複数のろう付け起点のうち隣り合う二つのろう付け起点の間へ向けてずれた位置にて、前記領域と重なるように前記第2の部材の上に少なくとも発熱体を接合することを特徴とする請求項1に記載のろう付け方法。
- HVインバータの冷却器を構成する第1の部材と第2の部材をろう付けしたろう付け構造であって、
前記第1の部材の上にろう材層を介して前記第2の部材がろう付けされ、前記第1の部材と前記第2の部材との間の接合部における任意の複数の位置にレーザ溶接による溶接痕が残存し、隣り合う溶接痕の間の前記ろう材層の中に集中的にボイドが残存することを特徴とするろう付け構造。 - 前記複数の溶接痕で囲まれる領域内であって前記領域内に含まれる別の溶接痕の上に対応して、前記第2の部材の上に少なくとも発熱体が接合されたことを特徴とする請求項4に記載のろう付け構造。
- 前記複数の溶接痕で囲まれる領域の中央部分から、前記溶接痕へ向けて、又は、前記複数の溶接痕のうち隣り合う二つの溶接痕の間へ向けてずれた位置にて、前記領域と重なるように前記第2の部材の上に少なくとも発熱体が接合されたことを特徴とする請求項4に記載のろう付け構造。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011009756A JP5568026B2 (ja) | 2011-01-20 | 2011-01-20 | ろう付け方法及びろう付け構造 |
| PCT/JP2011/067843 WO2012098720A1 (ja) | 2011-01-20 | 2011-08-04 | ろう付け方法及びろう付け構造 |
| EP11856499.6A EP2666573B1 (en) | 2011-01-20 | 2011-08-04 | Brazing method and brazed structure |
| US13/882,861 US9238275B2 (en) | 2011-01-20 | 2011-08-04 | Brazing method and brazed structure |
| KR1020137018884A KR101442447B1 (ko) | 2011-01-20 | 2011-08-04 | 브레이징 방법 및 브레이징 구조 |
| CN201180057687.7A CN103228388B (zh) | 2011-01-20 | 2011-08-04 | 钎焊方法以及钎焊构造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011009756A JP5568026B2 (ja) | 2011-01-20 | 2011-01-20 | ろう付け方法及びろう付け構造 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012148326A JP2012148326A (ja) | 2012-08-09 |
| JP2012148326A5 JP2012148326A5 (ja) | 2013-08-29 |
| JP5568026B2 true JP5568026B2 (ja) | 2014-08-06 |
Family
ID=46515364
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011009756A Active JP5568026B2 (ja) | 2011-01-20 | 2011-01-20 | ろう付け方法及びろう付け構造 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9238275B2 (ja) |
| EP (1) | EP2666573B1 (ja) |
| JP (1) | JP5568026B2 (ja) |
| KR (1) | KR101442447B1 (ja) |
| CN (1) | CN103228388B (ja) |
| WO (1) | WO2012098720A1 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5343007B2 (ja) * | 2007-11-26 | 2013-11-13 | 株式会社豊田自動織機 | 液冷式冷却装置 |
| JP5724710B2 (ja) * | 2011-07-21 | 2015-05-27 | 三菱電機株式会社 | プレート積層型冷却器 |
| JP5900610B2 (ja) * | 2012-04-16 | 2016-04-06 | 富士電機株式会社 | 半導体装置および半導体装置用冷却器 |
| JP5694278B2 (ja) * | 2012-11-21 | 2015-04-01 | 三菱電機株式会社 | 電力変換装置 |
| JP6300920B2 (ja) * | 2014-06-24 | 2018-03-28 | 三菱電機株式会社 | 冷却装置 |
| DE102014215892A1 (de) * | 2014-08-11 | 2016-02-11 | Schaeffler Technologies AG & Co. KG | Kühldeckel zum Kühlen von Leistungsendstufenmodulen, Leistungselektronik mit dem Kühldeckel und Hybridmodul mit der Leistungselektronik |
| GB2536051A (en) * | 2015-03-06 | 2016-09-07 | Hiflux Ltd | Heatsink |
| JP6661524B2 (ja) * | 2016-12-13 | 2020-03-11 | 株式会社ケーヒン | 熱交換器 |
| US10431475B2 (en) * | 2017-05-15 | 2019-10-01 | Intel Corporation | Cold plate with dam isolation |
| JP6663899B2 (ja) * | 2017-11-29 | 2020-03-13 | 本田技研工業株式会社 | 冷却装置 |
| EP3703117B1 (en) | 2019-02-28 | 2022-11-23 | Audi Ag | Electric power converter device with improved integration of cooler frame |
| CN110670799B (zh) * | 2019-10-10 | 2021-11-09 | 李居强 | 带腔体的结构板及其制作方法 |
| JP7552290B2 (ja) | 2020-11-25 | 2024-09-18 | 日本軽金属株式会社 | 接合部材及びその製造方法 |
| JP7459163B2 (ja) | 2022-04-19 | 2024-04-01 | 三菱電機株式会社 | 半導体装置およびその製造方法 |
| CN115213518B (zh) * | 2022-08-18 | 2024-06-07 | 飒羽辰工程科技(上海)有限公司 | 风电塔筒内附件的自动可控相变紧固方法 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3214564A (en) * | 1963-05-27 | 1965-10-26 | Gen Motors Corp | Method of joining metals |
| FR2547757B1 (fr) * | 1983-06-27 | 1986-10-17 | Sciaky Sa | Procede et installation de soudage par point a faisceau laser |
| JPH09275170A (ja) | 1996-04-03 | 1997-10-21 | Fuji Electric Co Ltd | 半導体装置 |
| JP4323706B2 (ja) | 2000-10-25 | 2009-09-02 | 電気化学工業株式会社 | セラミック体と銅板の接合方法 |
| CA2371641A1 (en) | 2001-02-14 | 2002-08-14 | Ats Automation Tooling Systems Inc. | Folded fin heat sink assembly |
| JP2002341196A (ja) * | 2001-05-21 | 2002-11-27 | Mitsubishi Chemicals Corp | 半導体レーザモジュールにおける光ファイバ及び構成部材間の固定方法 |
| JP4168114B2 (ja) | 2001-09-28 | 2008-10-22 | Dowaホールディングス株式会社 | 金属−セラミックス接合体 |
| JP3818223B2 (ja) | 2002-06-14 | 2006-09-06 | 株式会社デンソー | タンク |
| JP4104957B2 (ja) * | 2002-11-07 | 2008-06-18 | 日本発条株式会社 | サスペンション用部品の接合処理装置 |
| JP2005224832A (ja) * | 2004-02-12 | 2005-08-25 | High Energy Accelerator Research Organization | 電子加速管の製造方法および製造装置 |
| JP2006341304A (ja) | 2005-06-10 | 2006-12-21 | Tanaka Kikai Kogyo Kk | 異種金属接合法 |
| JP2007222939A (ja) | 2006-01-30 | 2007-09-06 | Hitachi Metals Ltd | ロウ材シートおよびその製造方法ならびに電子部品用パッケージ |
| US8518554B2 (en) | 2006-07-04 | 2013-08-27 | Kabushiki Kaisha Toshiba | Ceramic metal composite and semiconductor device using the same |
| US20090068446A1 (en) * | 2007-04-30 | 2009-03-12 | United Technologies Corporation | Layered structures with integral brazing materials |
| JP4723540B2 (ja) | 2007-07-04 | 2011-07-13 | アキム株式会社 | 電子部品パッケージ製造方法 |
| JP2009168361A (ja) | 2008-01-17 | 2009-07-30 | Sanden Corp | 熱交換器用チューブ及びその製造方法 |
| JP2010251443A (ja) | 2009-04-14 | 2010-11-04 | Toyota Motor Corp | 冷却器 |
| US9024442B2 (en) | 2010-08-18 | 2015-05-05 | Nippon Steel & Sumikin Materials Co., Ltd. | Solder ball for semiconductor packaging and electronic member using the same |
| US8960525B2 (en) * | 2013-01-31 | 2015-02-24 | General Electric Company | Brazing process and plate assembly |
| US9713851B2 (en) * | 2013-09-04 | 2017-07-25 | Apple Inc. | Method and system for attaching flexible circuits to a mounting surface |
-
2011
- 2011-01-20 JP JP2011009756A patent/JP5568026B2/ja active Active
- 2011-08-04 WO PCT/JP2011/067843 patent/WO2012098720A1/ja active Application Filing
- 2011-08-04 KR KR1020137018884A patent/KR101442447B1/ko active IP Right Grant
- 2011-08-04 EP EP11856499.6A patent/EP2666573B1/en not_active Not-in-force
- 2011-08-04 CN CN201180057687.7A patent/CN103228388B/zh not_active Expired - Fee Related
- 2011-08-04 US US13/882,861 patent/US9238275B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN103228388A (zh) | 2013-07-31 |
| US20130228322A1 (en) | 2013-09-05 |
| EP2666573A1 (en) | 2013-11-27 |
| WO2012098720A1 (ja) | 2012-07-26 |
| JP2012148326A (ja) | 2012-08-09 |
| KR20130118922A (ko) | 2013-10-30 |
| EP2666573B1 (en) | 2017-01-11 |
| EP2666573A4 (en) | 2015-10-21 |
| CN103228388B (zh) | 2015-09-09 |
| KR101442447B1 (ko) | 2014-09-23 |
| US9238275B2 (en) | 2016-01-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5568026B2 (ja) | ろう付け方法及びろう付け構造 | |
| JP5740036B1 (ja) | 平面型ヒートパイプ | |
| JP4759384B2 (ja) | 半導体モジュール | |
| JP2014072395A (ja) | 冷却装置 | |
| CN105408997A (zh) | 半导体模块以及逆变器装置 | |
| JP6398405B2 (ja) | 半導体装置及び半導体装置の製造方法 | |
| JP5077536B2 (ja) | 半導体装置の製造方法 | |
| TW201938358A (zh) | 蜂巢板及其製造方法、以及殼體 | |
| JPWO2019053791A1 (ja) | ヒートシンク | |
| JP2019195009A (ja) | 半導体モジュール及び半導体モジュールの製造方法 | |
| JP2013201289A (ja) | 半導体装置 | |
| KR101956983B1 (ko) | 파워 모듈 및 그 제조 방법 | |
| JP2013045782A (ja) | 冷却器 | |
| JP2012069703A (ja) | 半導体モジュール及び半導体モジュールの製造方法 | |
| WO2023079608A1 (ja) | ヒートシンクおよびヒートシンクの製造方法 | |
| JP2008159946A (ja) | 半導体モジュールの冷却装置およびその製造方法 | |
| JP5623270B2 (ja) | ろう付け方法及びろう付け構造 | |
| JP2016082088A (ja) | 回路基板付きヒートシンク及びその製造方法 | |
| JP5481961B2 (ja) | 半導体装置 | |
| JP2016134586A (ja) | パワー半導体モジュール | |
| TW201539809A (zh) | 光源模組及其製造方法 | |
| JP5013021B2 (ja) | 熱交換器 | |
| JP5370467B2 (ja) | 熱交換器 | |
| JP2007066999A (ja) | 熱電変換装置およびその装置の製造方法 | |
| JP2022065844A (ja) | 冷却装置、冷却装置の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130711 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130711 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140603 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140620 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5568026 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |