JP5392425B2 - 容器用プリフォーム及びその製造方法 - Google Patents
容器用プリフォーム及びその製造方法 Download PDFInfo
- Publication number
- JP5392425B2 JP5392425B2 JP2013013264A JP2013013264A JP5392425B2 JP 5392425 B2 JP5392425 B2 JP 5392425B2 JP 2013013264 A JP2013013264 A JP 2013013264A JP 2013013264 A JP2013013264 A JP 2013013264A JP 5392425 B2 JP5392425 B2 JP 5392425B2
- Authority
- JP
- Japan
- Prior art keywords
- foamed
- resin
- foamable resin
- preform
- container
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Landscapes
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Molding Of Porous Articles (AREA)
Description
本発明の他の目的は、容器の形状に賦形するための延伸成形に供された場合にも、発泡セルが均一に分布している発泡樹脂層を有している部分発泡成形体が作成可能な容器用プリフォームの製造方法を提供することにある。
発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;
プリフォームの口部を非発泡性樹脂、胴部を発泡性樹脂及び非発泡性樹脂とし、
前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;
を含む容器用プリフォームの製造方法が提供される。
かかる製造方法で得られた容器用プリフォームは、次いで発泡工程及び延伸成形工程に供されて発泡容器とされる。
本発明の容器用プリフォーム(多層一次成形体)の製造方法においては、先ず、発泡剤が溶解した発泡性樹脂と、発泡剤が溶解していない非発泡性樹脂とを用意する。
このように、非発泡性樹脂としては、目的とする成形体の層構造に応じて、種々の樹脂を、発泡剤を溶解させずに使用することができる。
軽量化率=[(M0−M1)/M0]×100
式中、M0は、不活性ガスを含浸させずにヒケ等の成形不良がないように条件設定して
射出することにより得られた成形体(例えばプリフォーム)の重量を示し、
M1は、不活性ガスを含浸させて得られたガス含浸プリフォームの重量を示す、
で表される。即ち、保圧圧力を大きくするほど軽量化率は低下し、また、保圧時間を長くするほど、軽量化率は低くなる。本発明において、最も好適には軽量化率が0%となるように、保圧条件を設定するのがよい。
さらに、口部に相当する部分を非発泡性樹脂で形成することにより、この部分を常法により選択的に加熱し、口部を熱結晶化させることができる。
上記のようにして得られる部分発泡した容器用発泡プリフォームは、発泡による遮光性を有しており、延伸成形によって容器の形態の賦形することにより、その遮光性をさらに高めることができ、容器として使用される。
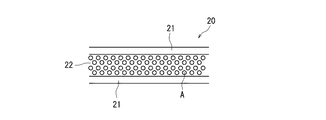
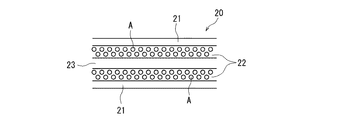
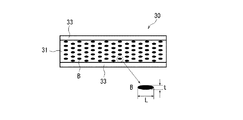
22:発泡樹脂層
23:芯層(非発泡樹脂層)
A:球状発泡セル
B:偏平状発泡セル
Claims (4)
- 発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;
プリフォームの口部を非発泡性樹脂、胴部を発泡性樹脂及び非発泡性樹脂とし、
前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;
を含む容器用プリフォームの製造方法。 - 前記共射出工程後に、口部を加熱して結晶化を行う請求項1に記載の製造方法。
- 口部が非発泡性樹脂から形成され、胴部が発泡性樹脂と非発泡性樹脂とから形成されている請求項1に記載の製造方法により得られた容器用プリフォーム。
- 口部が結晶化している請求項3に記載の容器用プリフォーム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013013264A JP5392425B2 (ja) | 2013-01-28 | 2013-01-28 | 容器用プリフォーム及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013013264A JP5392425B2 (ja) | 2013-01-28 | 2013-01-28 | 容器用プリフォーム及びその製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008112608A Division JP5239479B2 (ja) | 2008-04-23 | 2008-04-23 | 部分発泡共射出成形体の製造方法及び部分発泡共射出成形体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013075531A JP2013075531A (ja) | 2013-04-25 |
| JP5392425B2 true JP5392425B2 (ja) | 2014-01-22 |
Family
ID=48479363
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013013264A Active JP5392425B2 (ja) | 2013-01-28 | 2013-01-28 | 容器用プリフォーム及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5392425B2 (ja) |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH566207A5 (ja) * | 1972-12-07 | 1975-09-15 | Siemag Siegener Masch Bau | |
| US20060073298A1 (en) * | 2004-04-16 | 2006-04-06 | Hutchinson Gerald A | Mono and multi-layer articles and extrusion methods of making the same |
| JP4784149B2 (ja) * | 2005-05-18 | 2011-10-05 | 東洋製罐株式会社 | 容器用プリフォーム及びプラスチック容器 |
| JP4839708B2 (ja) * | 2005-07-13 | 2011-12-21 | 東洋製罐株式会社 | パール調外観を有するプラスチック容器 |
-
2013
- 2013-01-28 JP JP2013013264A patent/JP5392425B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013075531A (ja) | 2013-04-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5018593B2 (ja) | 発泡プラスチック容器 | |
| JP5414162B2 (ja) | 遮光性プラスチック容器 | |
| JP5584987B2 (ja) | 非発泡ガス含浸成形体及び発泡プラスチック容器 | |
| KR101233002B1 (ko) | 진주와 같은 외관을 갖는 플라스틱 용기 및 그 제조 방법 | |
| CN103958159B (zh) | 发泡拉伸塑料容器及其制造方法 | |
| WO2009119549A1 (ja) | 延伸発泡プラスチック容器及びその製造方法 | |
| JP4839708B2 (ja) | パール調外観を有するプラスチック容器 | |
| JP5239479B2 (ja) | 部分発泡共射出成形体の製造方法及び部分発泡共射出成形体 | |
| JP5929082B2 (ja) | 発泡延伸プラスチック容器及びその製造方法 | |
| WO2013161813A1 (ja) | 発泡延伸プラスチックボトル | |
| KR101731417B1 (ko) | 올레핀계 수지제 발포 연신 성형체 | |
| JP5292593B2 (ja) | 延伸発泡成形容器の製造方法及び該方法により製造される延伸発泡容器 | |
| JP5024166B2 (ja) | 発泡プラスチック成形体及びその製造方法 | |
| JP5929101B2 (ja) | 発泡樹脂成形品 | |
| JP5954105B2 (ja) | プロピレン系樹脂製発泡延伸成形体及びその製造方法 | |
| JP4853110B2 (ja) | 樹脂一体成形体の製造方法 | |
| JP5929085B2 (ja) | 発泡延伸容器及びその製造方法 | |
| WO2014178346A1 (ja) | 複合発泡容器 | |
| JP5392425B2 (ja) | 容器用プリフォーム及びその製造方法 | |
| JP4784149B2 (ja) | 容器用プリフォーム及びプラスチック容器 | |
| JP5195950B2 (ja) | パール調外観を有するプラスチック容器の製造方法 | |
| JP5971131B2 (ja) | ポリオレフィン樹脂製発泡延伸容器 | |
| JP6163850B2 (ja) | 発泡延伸プラスチックボトル | |
| JP5725124B2 (ja) | 遮光性プラスチック容器の製造方法 | |
| JP2013241001A (ja) | 遮光性と鏡面光沢性とに優れた発泡延伸プラスチックボトル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130128 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20130510 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20130523 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130917 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130930 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5392425 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |