JP5376262B2 - 回転電機の固定子及びその製造方法 - Google Patents
回転電機の固定子及びその製造方法 Download PDFInfo
- Publication number
- JP5376262B2 JP5376262B2 JP2011070906A JP2011070906A JP5376262B2 JP 5376262 B2 JP5376262 B2 JP 5376262B2 JP 2011070906 A JP2011070906 A JP 2011070906A JP 2011070906 A JP2011070906 A JP 2011070906A JP 5376262 B2 JP5376262 B2 JP 5376262B2
- Authority
- JP
- Japan
- Prior art keywords
- stator
- stator core
- outer cylinder
- core
- divided
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Classifications
-
- Y02T10/641—
Landscapes
- Iron Core Of Rotating Electric Machines (AREA)
- Manufacture Of Motors, Generators (AREA)
Description
なお、本発明は、上記の実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で種々変更することが可能である。
38d,39d…先端部、 40…固定子巻線、 50…導線、 61…芯金、 63…パンチ。
Claims (5)
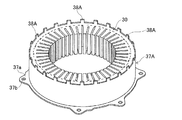
- 周方向に分割された複数の分割コアを円環状に組み付けてなる固定子コアと、該固定子コアの外周に嵌合固定された外筒と、前記固定子コアに巻装された固定子巻線と、を備えた回転電機の固定子において、
前記外筒は、前記固定子コアの外径よりも大きい内径を有し各前記分割コアに圧縮応力が作用しない状態で前記固定子コアの外周に嵌合されているとともに、軸方向一端部が径方向内方側へ折り曲げられて、曲げ起点側の後端部が前記固定子コアの軸方向端面における外周側端部に当接している折り曲げ部を有することを特徴とする回転電機の固定子。 - 前記外筒の前記折り曲げ部は、周方向に複数に分割されていることを特徴とする請求項1に記載の回転電機の固定子。
- 周方向に複数に分割された前記折り曲げ部は、周方向に分割された複数の前記分割コア毎に対応して設けられていることを特徴とする請求項2に記載の回転電機の固定子。
- 前記外筒の前記折り曲げ部の先端部が前記固定子コアの軸方向端面に当接していることを特徴とする請求項1〜3の何れか一項に記載の回転電機の固定子。
- 周方向に分割された複数の分割コアを円環状に組み付けてなる固定子コアと、該固定子コアの外周に嵌合固定された外筒と、前記固定子コアに巻装された固定子巻線と、を備えた回転電機の固定子の製造方法において、
所定形状に成形された前記固定子巻線と前記固定子コアを組み付ける組み付け工程と、
前記固定子コアの外周に、前記固定子コアの外径よりも大きい内径を有する前記外筒を各前記分割コアに圧縮応力が作用しない状態に嵌合する嵌合工程と、
前記外筒の軸方向の一端部を径方向内方側へ折り曲げて、曲げ起点側の後端部が前記固定子コアの軸方向端面における外周側端部に当接している折り曲げ部を形成する折り曲げ工程と、
を有することを特徴とする回転電機の固定子の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011070906A JP5376262B2 (ja) | 2011-03-28 | 2011-03-28 | 回転電機の固定子及びその製造方法 |
| DE201210100158 DE102012100158A1 (de) | 2011-01-11 | 2012-01-10 | Stator für drehende elektrische Maschinen und Verfahren zum Herstellen desselben |
| US13/347,892 US9397541B2 (en) | 2011-01-11 | 2012-01-11 | Stator for electric rotating machine and method of manufacturing the same |
| CN201210007642.5A CN102593971B (zh) | 2011-01-11 | 2012-01-11 | 用于旋转电机的定子以及制造所述定子的方法 |
| CN201410141632.XA CN103915919B (zh) | 2011-01-11 | 2012-01-11 | 用于旋转电机的定子以及制造所述定子的方法 |
| US14/315,344 US9136746B2 (en) | 2011-01-11 | 2014-06-26 | Stator for electric rotating machine and method of manufacturing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011070906A JP5376262B2 (ja) | 2011-03-28 | 2011-03-28 | 回転電機の固定子及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012205489A JP2012205489A (ja) | 2012-10-22 |
| JP5376262B2 true JP5376262B2 (ja) | 2013-12-25 |
Family
ID=47185891
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011070906A Expired - Fee Related JP5376262B2 (ja) | 2011-01-11 | 2011-03-28 | 回転電機の固定子及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5376262B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5911018B2 (ja) * | 2012-12-18 | 2016-04-27 | 三菱電機株式会社 | 電機子およびその電機子を備えた回転電機 |
| JP6127794B2 (ja) * | 2013-07-18 | 2017-05-17 | 株式会社デンソー | 回転電機の固定子 |
| JP6482846B2 (ja) * | 2014-12-15 | 2019-03-13 | 株式会社日立産機システム | 電動機 |
| KR102656078B1 (ko) * | 2016-07-19 | 2024-04-11 | 엘지이노텍 주식회사 | 센서 장치 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11308830A (ja) * | 1998-04-22 | 1999-11-05 | Matsushita Electric Ind Co Ltd | モータ |
| JP2007189786A (ja) * | 2006-01-11 | 2007-07-26 | Sumitomo Electric Ind Ltd | 回転電機のステータ、そのステータの製造方法及びそのステータに用いるハウジング |
| JP2007189782A (ja) * | 2006-01-11 | 2007-07-26 | Sumitomo Electric Ind Ltd | 回転電機のステータ、そのステータの製造方法、そのステータ用分割コア、及びそのステータに用いるハウジング |
| JP2007221944A (ja) * | 2006-02-17 | 2007-08-30 | Nidec Shibaura Corp | モータ |
| JP4668130B2 (ja) * | 2006-06-16 | 2011-04-13 | トヨタ自動車株式会社 | ステータ |
-
2011
- 2011-03-28 JP JP2011070906A patent/JP5376262B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012205489A (ja) | 2012-10-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5758488B2 (ja) | 永久磁石型モータ | |
| JP5353874B2 (ja) | 回転電機の固定子及びその製造方法 | |
| JP5557058B2 (ja) | 回転電機の固定子及びその製造方法 | |
| US20150311760A1 (en) | Brushless motor | |
| EP3193428B1 (en) | Stator | |
| JP6444497B2 (ja) | 回転電機およびその製造方法 | |
| US20180351417A1 (en) | Rotating electric machine stator, rotating electric machine, and method for manufacturing rotating electric machine stator | |
| CN108258854B (zh) | 马达 | |
| JP2001292542A (ja) | 電動機のステータコア製造方法とステータ | |
| WO2021039682A1 (ja) | コイル、ステータ、及びモータ | |
| JP5952701B2 (ja) | モータのステータ構造、ブラシレスモータ、およびモータのステータ構造の製造方法 | |
| JP5376262B2 (ja) | 回転電機の固定子及びその製造方法 | |
| WO2020174817A1 (ja) | 回転電機のステータ、回転電機、回転電機のステータの製造方法、および、回転電機の製造方法 | |
| JP2011182600A (ja) | 回転電動機 | |
| JP2012170295A (ja) | 回転電機のステータおよびその製造方法 | |
| JP2017046508A (ja) | 回転電機およびその製造方法 | |
| WO2021131575A1 (ja) | コイル及びそれを備えたステータ、モータ | |
| JP2009213309A (ja) | 回転電機の固定子及び回転電機 | |
| JP2017225208A (ja) | 電機子、回転電機および電機子の製造方法 | |
| JP4386909B2 (ja) | モータ | |
| WO2017038570A1 (ja) | 電機子の製造方法および電機子 | |
| JP5256835B2 (ja) | 回転電機の固定子及び回転電機 | |
| JP2017103986A (ja) | 電動機 | |
| JP7229402B2 (ja) | 電機子の製造方法、及び、電機子 | |
| JP7278398B2 (ja) | 回転電機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130215 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130221 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130422 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130829 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130911 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5376262 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |