JP5335496B2 - 太陽電池モジュール用保護シート - Google Patents
太陽電池モジュール用保護シート Download PDFInfo
- Publication number
- JP5335496B2 JP5335496B2 JP2009058115A JP2009058115A JP5335496B2 JP 5335496 B2 JP5335496 B2 JP 5335496B2 JP 2009058115 A JP2009058115 A JP 2009058115A JP 2009058115 A JP2009058115 A JP 2009058115A JP 5335496 B2 JP5335496 B2 JP 5335496B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- solar cell
- fluorine
- cell module
- containing resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/50—Photovoltaic [PV] energy
Landscapes
- Photovoltaic Devices (AREA)
- Laminated Bodies (AREA)
Description
図3に模式的に示すように、一般的な太陽電池モジュールの構成は、フロントシート(光透過性表面保護シート)10、バックシート(裏面保護シート)20、封止材(充填層)30、太陽電池セル40を有する。なお、前記フロントシート10は、基材がガラス板であることもある。
太陽電池モジュール用保護シートの製造工程においてロール状に巻き取られた太陽電池モジュール用保護シートを特定の寸法に切り出し、重ね合わせて整列させた状態で運搬できるようにすること(平版加工)が行われる。この際、切り出された太陽電池モジュール用保護シートの前記うら面が、既に切り出された一枚前の太陽電池モジュール用保護シートの前記おもて面の上を滑って移動し、一枚前の太陽電池モジュール用保護シートと同じ位置に整列した状態で重ね置きされる。この操作を繰り返すことで、所望の枚数を重ね合わせた太陽電池モジュール用保護シートの束ができる。
平版整列性の良好な太陽電池モジュール用保護シートは、平版加工において乱れなく整列して重ね合わせることができる。一方、平版整列性の不良な太陽電池モジュール用保護シートは、前記おもて面の上を前記うら面が滑って移動する際に、摩擦抵抗の影響等によって途中で止まってしまい、続いて切り出される別の太陽電池モジュール用保護シートが適切に重ね合わされて整列されることができなくなってしまう。また、重ね合わされた太陽電池モジュール用保護シートを一枚一枚繰り出すときに、一枚後の太陽電池モジュール用保護シートの位置がずれたり、一緒にくっついて繰り出されることもある。このような平版加工時の整列性の乱れは、太陽電池モジュール用保護シートの製造効率を落としてしまう。
請求項1記載の発明は、基材シートの一方の面にフッ素含有樹脂コート層を積層してなる太陽電池モジュール用保護シートであって、該フッ素含有樹脂コート層の表面の算術平均粗さ(Ra)が0.20μm以上、前記表面の最大断面高さ(Rt)が3.00μm以上、前記表面の最大谷深さ(Rv)が0.60μm以上、前記表面の最大山高さ(Rp)が1.00μm以上であることを特徴とする太陽電池モジュール用保護シートである。
請求項2記載の発明は、前記基材シートが樹脂シートであることを特徴とする請求項1記載の太陽電池モジュール用保護シートである。
請求項3記載の発明は、前記基材シートの他方の面に熱接着性シートを積層してなることを特徴とする請求項1または2記載の太陽電池モジュール用保護シートである。
請求項4記載の発明は、フッ素含有樹脂コート層の側の面(おもて面)と他方の側の面(うら面)との動摩擦係数の最大値が6.0以下であり、かつ該動摩擦係数の振れ幅(最大値と最小値との差)が0.80以下であることを特徴とする請求項1〜3記載の太陽電池モジュール用保護シートである。
本発明の太陽電池モジュール用保護シートにおける、フッ素含有樹脂コート層の表面の算術平均粗さ(Ra)としては、ブロッキング抑止性の観点から、0.20μm以上が好ましく、0.20〜3.00μmがより好ましく、0.30〜2.20μmがさらに好ましい。
また、ブロッキング抑止性に加えて、フッ素含有樹脂コート層の外観を良好にする観点から、当該算術平均粗さ(Ra)が0.60〜1.90μmであることがさらに好ましく、0.80〜1.30μmであることが特に好ましい。
さらに、ブロッキング抑止性、フッ素含有樹脂コート層の外観、および平版整列性を良好にする観点から、当該算術平均粗さ(Ra)が0.97〜1.90μmであることが特に好ましく、0.99〜1.30μmであることが最も好ましい。
本発明の太陽電池モジュール用保護シートにおける、フッ素含有樹脂コート層の表面の最大断面高さ(Rt)としては、ブロッキング抑止性の観点から、3.00μm以上が好ましく、3.00〜30.00μmがより好ましく、3.80〜28.00μmがさらに好ましい。
また、ブロッキング抑止性に加えて、フッ素含有樹脂コート層の外観を良好にする観点から、当該最大断面高さ(Rt)が6.00〜24.00μmであることがさらに好ましく、8.00〜20.00μmであることが特に好ましい。
さらに、ブロッキング抑止性、フッ素含有樹脂コート層の外観、および平版整列性を良好にする観点から、当該最大断面高さ(Rt)が10.00〜24.00μmであることが特に好ましく、12.00〜20.00μmであることが最も好ましい。
本発明の太陽電池モジュール用保護シートにおける、フッ素含有樹脂コート層の表面の最大谷深さ(Rv)としては、ブロッキング抑止性の観点から、0.60μm以上が好ましく、0.60〜7.50μmがより好ましく、0.80〜6.50μmがさらに好ましい。
また、ブロッキング抑止性に加えて、フッ素含有樹脂コート層の外観を良好にする観点から、当該最大谷深さ(Rv)が1.50〜5.00μmであることがさらに好ましく、1.80〜3.50μmであることが特に好ましい。
さらに、ブロッキング抑止性、フッ素含有樹脂コート層の外観、および平版整列性を良好にする観点から、当該最大谷深さ(Rv)が1.90〜5.00μmであることが特に好ましく、2.00〜3.50μmであることが最も好ましい。
本発明の太陽電池モジュール用保護シートにおける、フッ素含有樹脂コート層の表面の最大山高さ(Rp)としては、ブロッキング抑止性の観点から、1.00μm以上が好ましく、1.00〜15.00μmがより好ましく、1.80〜13.00μmがさらに好ましい。
また、ブロッキング抑止性に加えて、フッ素含有樹脂コート層の外観を良好にする観点から、当該最大山高さ(Rp)が3.50〜12.00μmであることがさらに好ましく、4.00〜11.00μmであることが特に好ましい。
さらに、ブロッキング抑止性、フッ素含有樹脂コート層の外観、および平版整列性を良好にする観点から、当該最大山高さ(Rp)が5.00〜12.00μmであることが特に好ましく、7.00〜11.00μmであることが最も好ましい。
本発明の太陽電池モジュール用保護シートにおける、フッ素含有樹脂コート層の表面光沢度としては、ブロッキング抑止性の観点から、64.0以下が好ましく、2.0〜64.0がより好ましく、3.0〜62.0がさらに好ましい。
また、ブロッキング抑止性に加えて、フッ素含有樹脂コート層の外観を良好にする観点から、当該表面光沢度が6.0〜39.0であることがさらに好ましく、12.0〜36.0であることが特に好ましい。
さらに、ブロッキング抑止性、フッ素含有樹脂コート層の外観、および平版整列性を良好にする観点から、当該光沢度が6.0〜30.0であることが特に好ましく、12.0〜26.0μmであることが最も好ましい。
また、平版整列性の良し悪しは、当該太陽電池モジュール用保護シートの平版加工において、乱れなく重ね合わされるか否かを表す指標である。
本発明の太陽電池モジュール用保護シートにおける、フッ素含有樹脂コート層の側の面(おもて面)と他方の側の面(うら面)との動摩擦係数の最大値としては、前記平版整列性が良好であることから、通常、6.0以下が好ましく、0.5〜5.0がより好ましく、1.0〜4.5がさらに好ましい。
なお、当該動摩擦係数を測定する際に、重ねた2枚の当該太陽電池モジュール用保護シートがスムーズに動かず、ひっかかりながら滑る現象(スティックスリップ)が起こることがある。この場合は、当該動摩擦係数の最大値と最小値を示す。また、本明細書および特許請求の範囲においては、当該動摩擦係数の振れ幅は、測定中の動摩擦係数の最大値と最小値との差とする。
本発明の太陽電池モジュール用保護シートにおける当該動摩擦係数の振れ幅としては、平版整列性を良好にする観点から、0.80以下が好ましく、0〜0.70がより好ましく、0.01〜0.66がさらに好ましい。
当該フッ素含有樹脂の好ましい例としては、旭硝子株式会社製のLUMIFLON(商品名)、セントラル硝子株式会社製のCEFRAL COAT(商品名)、DIC株式会社製のFLUONATE(商品名)等のクロロトリフルオロエチレン(CTFE)を主成分としたポリマー類や、ダイキン工業株式会社製のZEFFLE(商品名)等のテトラフルオロエチレン(TFE)を主成分としたポリマー類や、E.I.du Pont de Nemours and Company製のZonyl(商品名)、ダイキン工業株式会社製のUnidyne(商品名)等のフルオロアルキル基を有するポリマー、およびフルオロアルキル単位を主成分としたポリマー類が挙げられる。これらの中でも、耐候性および顔料分散性等の観点から、CTFEを主成分としたポリマーおよびTFEを主成分としたポリマーがより好ましく、なかでも前記LUMIFLON(商品名)および前記ZEFFLE(商品名)が最も好ましい。
前記ZEFFLE(商品名)は、TFEと有機溶媒可溶性の炭化水素オレフィンとの共重合体であり、なかでも反応性の高い水酸基を備えた炭化水素オレフィンを有する場合には、溶剤可溶性、架橋反応性、基材密着性、および顔料分散性に優れるので好ましい。
当該顔料は、1種を単独で用いてもよく、2種以上を組み合わせて用いてもよい。
上記塗料において、有機溶媒としてはMEKが好ましく、架橋剤としては脂肪族イソシアネート類が好ましく、当該LUMIFLON(商品名)のイソシアネート類による架橋を促進する触媒としてはジオクチルラウリン酸スズが好ましいものとして挙げられる。
したがって、当該算術平均粗さ(Ra)を0.3以上とするためには、当該塗料に含まれる各成分が均一に分散される限りにおいて、当該混合時間は短いほど好ましい。
また、顔料を溶媒に予め混合する際に、ジルコニアビーズを投入して、当該顔料の分散度を調節してもよい。該ジルコニアビーズは、混合後にメッシュで濾過して除かれる。
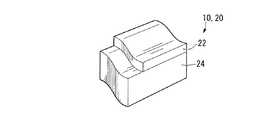
前記塗料が硬化して形成されるフッ素含有樹脂コート層22の膜厚としては、本発明の効果を損なわない限り特に限定されず、例えば5μm以上の膜厚とすればよい。耐候性および軽量性の観点から、フッ素含有樹脂コート層22の膜厚としては、5〜100μmが好ましく、10〜50μmがより好ましく、10〜40μmがさらに好ましく、10〜30μmが特に好ましく、10〜20μmが最も好ましい。
また、前記塗布した塗料の硬化プロセスにおいて、当該塗料が乾燥し、当該フッ素含有樹脂コート層22が完全に硬化するために要する時間は、当該乾燥プロセスの温度、当該塗料の種類および塗布量にもよるが、通常は5〜120分である。
ただし、前記アルミニウムなどの金属シートを基材シートとして用いた場合は、当該太陽電池モジュール用保護シートは光透過性を有さないので、フロントシート10としては用いられず、バックシート20として用いられる。また、アルミニウムシートには、アルミニウム合金シートを含むものとする。
例えば、基材シート24が前述の樹脂シートである場合には、当該支持シート26は熱接着性シートであることが好ましい。熱接着性シートを支持シート26として使用することにより、太陽電池モジュールを構成する封止材30に対して、当該太陽電池モジュール用保護シート10,20を容易に熱接着することができる。
前記樹脂シートを支持シート26として使用することにより、電気絶縁性等を当該太陽電池モジュール用保護シート(バックシート20)に付与することができる。この場合、当該樹脂シートからなる支持シート26には、当該基材シート24が積層する面とは反対の面(うら面)に、熱接着性シートを積層することが好ましい。熱接着性シートを当該樹脂シートからなる支持シート26に積層することにより、太陽電池モジュールを構成する封止材30に対して、当該太陽電池モジュール用保護シート(バックシート20)を容易に熱接着することができる。
一方、熱接着性シートを支持シート26として使用することにより、太陽電池モジュールを構成する封止材30に対して、当該太陽電池モジュール用保護シート(バックシート20)を容易に熱接着することができる。
本発明の太陽電池モジュール用保護シートを前記封止面に積層させる場合、前記太陽電池モジュール用保護シートにおけるフッ素含有樹脂の非コート面を前記封止面に積層させる。その積層方法としては、公知の方法を適用することができる。
MEKを120質量部、疎水性シリカ{商品名:CAB−O−SIL TS−720(キャボット・スペシャリティ・ケミカルズ・インク社製))を18.2質量部、酸化チタン{商品名:Ti−Pure R105(E.I.du Pont de Nemours and Company製))}を100質量部の量で配合したものを、表1に示す所定の時間で、顔料分散機{装置名:T.K.ホモディスパー(特殊機化工業株式会社)}にて分散させて顔料分散液(1)〜(4)を作成した。
つづいて、顔料分散液87質量部に、CTFE系共重合体{商品名:LUMIFLON LF200(旭硝子株式会社製)}を100質量部、脂肪族イソシアネート系の架橋剤(硬化剤){商品名:スミジュールN3300(住化バイエルウレタン株式会社製)}を10.7質量部、スズ系架橋促進剤{商品名:BXX3778−10(東洋インキ製造株式会社製)}を0.004質量部、MEKを110質量部の量で配合してコート剤(1)を調製した。
同様の方法で、顔料分散液(2)〜(4)を用いてコート剤(2)〜(4)を調製した。
MEKを270質量部、疎水性シリカ{商品名:CAB−O−SIL TS−720(キャボット・スペシャリティ・ケミカルズ・インク社製))を18.2質量部、酸化チタン{商品名:Ti−Pure R105(E.I.du Pont de Nemours and Company製))}を100質量部、直径1mmのジルコニアビーズを400質量部の量で配合したものを、表1に示す所定の時間で、顔料分散機{装置名:Heavy Duty Mixer 5410(Red Devil Equipment社製)}にて分散させた。つづいて、#100メッシュにてジルコニアビーズを濾過して除き、顔料分散液(5)〜(9)を作成した。
つづいて、顔料分散液(5)143.5質量部にCTFE系共重合体{商品名:LUMIFLON LF200(旭硝子株式会社製)}を100質量部、脂肪族イソシアネート系の架橋剤(硬化剤){商品名:スミジュールN3300(住化バイエルウレタン株式会社製)}を10.7質量部、スズ系架橋促進剤{商品名:BXX3778−10(東洋インキ製造株式会社製)}を0.004質量部、MEKを 53.7質量部の量で配合してコート剤(5)を調製した。
同様の方法で、顔料分散液(6)〜(9)を用いてコート剤(6)〜(9)を調製した。
ウレタン系接着剤の主剤{商品名:AL−13(Bostik社製)}を100質量部、硬化剤{商品名:TC−24(Bostik社製)}を10.5質量部、シランカップリング剤{商品名:Z−6040(東レ・ダウコーニング社製)}を0.24質量部、トルエンを94.5質量部、MEKを94.5質量部の量で配合し、接着剤(1)とした。
厚さ125μmのPETフィルム{商品名:Mylar A(DuPont Teijin films社製)}の一方の面(片面)に、表1に示すコート剤を、乾燥後の塗膜の厚さが15μmとなるようにバーコーターにて塗工し、120℃で1分間乾燥して、太陽電池モジュール用保護シートを作成した。
実施例1〜7および比較例1〜2と同様のバックシートを作成し、それらの基材シートであるPETフィルムのうら面(フッ素含有樹脂の非コート面)に、調製例3で調製した接着剤(1)を、乾燥後の塗膜の厚さが5μmとなるようにバーコーターにて塗工し、80℃で1分間乾燥後、たて100mm、よこ100mm、厚さ100μmのEVAフィルム{商品名:EVA−M 67 X0040 WHITE(Berry Plastics社製)}を貼り合せて、バックシートを作成した。

実施例1〜14および比較例1〜4で作成した直後の太陽電池モジュール用保護シートを、たて100mm、よこ100mmの大きさに2枚を切り出して、ブロッキング抑止性の評価を行った。
当該太陽電池モジュール用保護シートのフッ素含有樹脂コート層の面(おもて面)と、フッ素含有樹脂の非コート面(うら面)とが接触するように、2枚の当該太陽電池モジュール用保護シートを重ね合わせて、40℃の環境下、5kg/100cm2の荷重をかけた状態で3日間置いた。その後、重ねた太陽電池モジュール用保護シートにおけるブロッキング抑止性を下記の基準で評価した。その結果を表2に示す。
A:ブロッキングは発生せず、フッ素含有樹脂コート層の外観も良好であった。
B:ブロッキングは発生しなかったが、フッ素含有樹脂コート層の表面に突出した凝集物が潰れて、小さい(〜0.2mm)斑点が生じた。
C:ブロッキングは発生しなかったが、フッ素含有樹脂コート層において、部分的に光沢度が高い箇所ができること(艶ボケ)による、外観不良が発生した。
D:ブロッキングが発生し、重ねた2枚の太陽電池モジュール用保護シートが固着して剥離することができなかった。
実施例1〜10および比較例1〜8で作成した太陽電池モジュール用保護シートを、さらに25℃で72時間置いて、当該フッ素含有樹脂コート層が完全に硬化した後、当該フッ素含有樹脂コート層の表面の算術平均粗さ(Ra)を測定した。また、当該表面の最大断面高さ(Rt)、最大谷深さ(Rv)、および最大山高さ(Rp)を測定した。
具体的には、JIS B0601−2001の規格に従い、カットオフ値(λc)=0.8mm、評価長さ(ln)=10mmとし、表面粗さ測定器{商品名:SV−3000S4(株式会社ミツトヨ社製)}を使用して測定した。その結果を表2に示す。
実施例1〜14および比較例1〜4で作成した太陽電池モジュール用保護シートを、さらに25℃で72時間置いて、当該フッ素含有樹脂コート層が完全に硬化した後、当該フッ素含有樹脂コート層の表面光沢度(60度鏡面光沢度)を測定した。
具体的には、JIS K7105−1981の規格に従い、入射角60度とし、グロスメーター{装置名:グロスメーターVG2000(日本電色工業株式会社製)}を使用して測定した。その結果を表2に示す。
実施例1〜14および比較例1〜4で作成した太陽電池モジュール用保護シートを、さらに25℃で72時間置いて、当該フッ素含有樹脂コート層が完全に硬化した後、たて1000mm、よこ1000mmの大きさに切り出して、平版整列性の評価を行った。
具体的には、平版裁断機{装置名:NCR−800(株式会社暁金属工業社製)}を使用して、シングルロータリーカット方式にて、40m/minの速度で、当該太陽電池モジュール用保護シートを上記の大きさに平版加工して、10枚重ね合わせた際の端部ズレの有無を確認した。
その結果(A:端部ズレ無し、B:端部ズレ有り)を表3に示す。
実施例1〜10および比較例1〜8で作成した太陽電池モジュール用保護シートを、さらに25℃で72時間置いて、当該フッ素含有樹脂コート層が完全に乾燥した後、たて100mm、よこ100mmの大きさで2枚を切り出して、当該太陽電池モジュール用保護シートのフッ素含有樹脂コート層の側の面(おもて面)と、他方の側の面(うら面)との動摩擦係数を測定した。動摩擦係数は、最大値と最小値、及び振れ幅(最大値と最小値との差)を求めた。
具体的には、JIS K7125−1999の規格に従い、一方の当該太陽電池モジュール用保護シートのおもて面と、もう一方の当該太陽電池モジュール用保護シートのうら面とが接するように重ねて、摩擦試験機{装置名:TENSILON/UTM−4−100(株式会社オリエンテック社製)}を用いて測定した。その結果を表3に示す。
また、本発明にかかる実施例1〜4および実施例8〜11の太陽電池モジュール用保護シートは、当該うら面がPETフィルムまたはEVAフィルムのどちらであっても、良好な平版整列性であることが明らかである。
20 …バックシート(裏面保護シート)
22 …フッ素含有樹脂コート層 24 …基材シート
26 …支持シート 28 …接着層
30 …封止材 40 …太陽電池セル
Claims (4)
- 基材シートの一方の面にフッ素含有樹脂コート層を積層してなる太陽電池モジュール用保護シートであって、該フッ素含有樹脂コート層の表面の算術平均粗さ(Ra)が0.20μm以上、前記表面の最大断面高さ(Rt)が3.00μm以上、前記表面の最大谷深さ(Rv)が0.60μm以上、前記表面の最大山高さ(Rp)が1.00μm以上であることを特徴とする太陽電池モジュール用保護シート。
- 前記基材シートが樹脂シートであることを特徴とする請求項1記載の太陽電池モジュール用保護シート。
- 前記基材シートの他方の面に熱接着性シートを積層してなることを特徴とする請求項1または2記載の太陽電池モジュール用保護シート。
- フッ素含有樹脂コート層の側の面(おもて面)と他方の側の面(うら面)との動摩擦係数の最大値が6.0以下であり、かつ該動摩擦係数の振れ幅(最大値と最小値との差)が0.80以下であることを特徴とする請求項1〜3記載の太陽電池モジュール用保護シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009058115A JP5335496B2 (ja) | 2009-03-11 | 2009-03-11 | 太陽電池モジュール用保護シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009058115A JP5335496B2 (ja) | 2009-03-11 | 2009-03-11 | 太陽電池モジュール用保護シート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010212496A JP2010212496A (ja) | 2010-09-24 |
| JP5335496B2 true JP5335496B2 (ja) | 2013-11-06 |
Family
ID=42972361
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009058115A Expired - Fee Related JP5335496B2 (ja) | 2009-03-11 | 2009-03-11 | 太陽電池モジュール用保護シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5335496B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8507029B2 (en) | 2007-02-16 | 2013-08-13 | Madico, Inc. | Backing sheet for photovoltaic modules |
| US9735298B2 (en) | 2007-02-16 | 2017-08-15 | Madico, Inc. | Backing sheet for photovoltaic modules |
| JPWO2018083733A1 (ja) * | 2016-11-01 | 2019-01-17 | 三菱電機株式会社 | 太陽電池モジュールの封止材および太陽電池モジュールの製造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62299090A (ja) * | 1986-06-18 | 1987-12-26 | Toppan Printing Co Ltd | 太陽電池用裏面保護シ−ト |
| JP3748748B2 (ja) * | 1999-10-29 | 2006-02-22 | 花王株式会社 | 吸収性物品の包装材 |
| JP2004335517A (ja) * | 2003-04-30 | 2004-11-25 | Teijin Dupont Films Japan Ltd | 太陽電池用ベースフィルム |
| GB2427170A (en) * | 2005-06-17 | 2006-12-20 | 3M Innovative Properties Co | Fluoropolymer film having glass microspheres |
| AU2006298297B2 (en) * | 2005-09-30 | 2012-03-08 | Toray Industries, Inc. | Encapsulation film for photovoltaic module and photovoltaic module |
-
2009
- 2009-03-11 JP JP2009058115A patent/JP5335496B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2010212496A (ja) | 2010-09-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5538364B2 (ja) | 太陽電池モジュール用裏面保護シートとその製造方法及び太陽電池モジュール | |
| JP5444329B2 (ja) | 太陽電池モジュール用裏面保護シート及び太陽電池モジュール | |
| KR101347547B1 (ko) | 태양전지 모듈용 뒷면 보호시트 및 이를 구비한 태양전지 모듈 | |
| WO2010100943A1 (ja) | 太陽電池モジュール用保護シートおよびこれを用いた太陽電池モジュール | |
| WO2010073735A1 (ja) | 太陽電池モジュール用裏面保護シート | |
| JP5362408B2 (ja) | 太陽電池モジュール用裏面保護シート及び太陽電池モジュール、太陽電池モジュール用裏面保護シートのフッ素樹脂硬化塗膜形成用塗工液 | |
| EP2426729A1 (en) | Solar cell module and back sheet therefor | |
| WO2010116650A1 (ja) | 太陽電池モジュール用保護シートおよびその製造方法、並びに、太陽電池モジュール | |
| JP5769723B2 (ja) | 太陽電池用保護シートおよびその製造方法、ならびに太陽電池モジュール | |
| WO2011004872A1 (ja) | 太陽電池モジュール用保護シート | |
| JP2010232513A (ja) | 太陽電池モジュール用裏面保護シート及び太陽電池モジュール | |
| JP2010238760A (ja) | 太陽電池モジュール用裏面保護シート及び太陽電池モジュール、太陽電池モジュール用裏面保護シートのフッ素樹脂硬化塗膜形成用塗工液 | |
| JP5335496B2 (ja) | 太陽電池モジュール用保護シート | |
| JP2010232442A (ja) | 太陽電池モジュール用裏面保護シートの製造方法 | |
| JP5484762B2 (ja) | 太陽電池モジュール用保護シートの製造方法 | |
| JP2010219196A (ja) | 太陽電池モジュール用裏面保護シート及び太陽電池モジュール | |
| WO2010116635A1 (ja) | 太陽電池モジュール用保護シートおよびそれを備える太陽電池モジュール | |
| JP2013058746A (ja) | 太陽電池用ポリマーシート及びその製造方法、並びに太陽電池モジュール | |
| JP5280262B2 (ja) | 太陽電池モジュール用保護シート | |
| JP2011204880A (ja) | 太陽電池モジュール用保護シート及び太陽電池モジュール | |
| JP2010232441A (ja) | 太陽電池モジュール用保護シート及び太陽電池モジュール | |
| WO2013024884A1 (ja) | 太陽電池モジュール用ポリマーシートとその製造方法、太陽電池モジュール用バックシート及び太陽電池モジュール | |
| JP2012089632A (ja) | 太陽電池用保護シートおよびその製造方法、ならびに太陽電池モジュール | |
| JP2012089631A (ja) | 太陽電池用保護シートおよびその製造方法、ならびに太陽電池モジュール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120301 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130327 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130423 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130610 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130702 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130731 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |