JP5329367B2 - 回転角検出装置及びその製造方法並びにスロットル制御装置 - Google Patents
回転角検出装置及びその製造方法並びにスロットル制御装置 Download PDFInfo
- Publication number
- JP5329367B2 JP5329367B2 JP2009245296A JP2009245296A JP5329367B2 JP 5329367 B2 JP5329367 B2 JP 5329367B2 JP 2009245296 A JP2009245296 A JP 2009245296A JP 2009245296 A JP2009245296 A JP 2009245296A JP 5329367 B2 JP5329367 B2 JP 5329367B2
- Authority
- JP
- Japan
- Prior art keywords
- rotation angle
- magnetic detection
- resin
- foamed resin
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Description
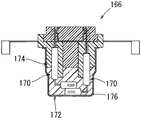
図13に示すように、回転角検出装置166は、ケーシング172と、ケーシング172内に収容された磁気検出部材170と、磁気検出部材170を保持しかつケーシング172の開口端部を封止するホルダ174と、ケーシング172とホルダ174との間の内部空間に充填されたポッティング樹脂176とを備えて構成されている(例えば、特許文献1参照)。
本発明が解決しようとする課題は、磁気検出部材の保持に要する部品点数を削減し、コストを低減することのできる回転角検出装置及びその製造方法並びにスロットル制御装置を提供することにある。
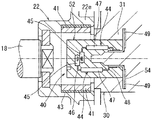
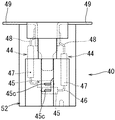
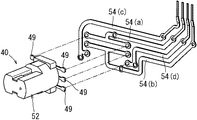
図6に示すように、回転角検出装置40は、2個の磁気検出部材44と、両磁気検出部材44をモールドすなわち埋設した円柱状の樹脂モールド部52とを備えている。また、回転角検出装置40は、前記スロットルギヤ22(図2参照)の回転にともなう磁気の変化を検出するもので、フェイルセーフを考慮して磁気検出部材44を2個使用し、仮にどちらかの磁気検出部材44が故障したとしても残りの磁気検出部材44で検出機能を確保できるように構成されている。
まず、磁気検出部材44を発泡樹脂でインサート成形する成形型いわゆる金型を説明する。図10に示すように、金型60は、下型62と上型64とから構成されている。下型62は、前記樹脂モールド部52(図4〜図6参照)の前端面及び外周面を成形する型で、有底円筒状の成形凹部63を備えている。また、上型64は、樹脂モールド部52の後端面及び空洞部53(図6参照)を成形する型で、下端面すなわち型合わせ面には凸部65が突出されている。
金型60の型開き状態(図10参照)において、前記下型62の成形凹部63内に右側の磁気検出部材44が配置される。右側の磁気検出部材44のセンシング部45の支持板45cの両端部が両位置決め部66の各第1段面66a、第2段面66b及び第3段面66c(図10及び図11参照)にそれぞれ当接される。これによって、右側の磁気検出部材44のセンシング部45が位置決め状態で支持される(図9参照)。また、右側の磁気検出部材44の各取付ターミナル49の先端部が右側の各凹部67にそれぞれ嵌合されることによって、右側の磁気検出部材44が位置決め状態に支持される。
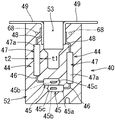
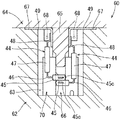
図12は回転角検出装置を示す断面図である。
本実施例は、図12に示すように、前記実施例(図6参照)における取付ターミナル49を省略し、磁気検出部材44のリード端子48の先端部(符号、48aを付す)を樹脂モールド部52の後端面上に突出したものである。リード端子48の先端部48aは、外方へ向けてL字状に折り曲げられている。なお、リード端子48の基端部(演算部47寄りの端部を除く)の内側面は、空洞部53に露出されている。
本実施例によると、磁気検出部材44のリード端子48に、発泡樹脂の樹脂モールド部52から突出する取付ターミナル49(図6参照)を連結する必要がない。したがって、前記実施例と比べて、取付ターミナル49に係る部品点数を削減し、部品コストを低減することができる。また、磁気検出部材44のリード端子48に対する取付ターミナル49の溶接等の連結工程を削減し、生産性を向上することができる。
12…スロットルボデー
13…ボア(吸気通路)
18…スロットルバルブ
22…スロットルギヤ(回転側部材)
30…センサカバー
31…カバー本体(別の樹脂)
40…回転角検出装置
44…磁気検出部材
45…センシング部
47…演算部
48…リード端子
49…取付ターミナル
52…樹脂モールド部(発泡樹脂)
53…空洞部
60…金型
65…凸部
Claims (15)
- 回転側部材の回転にともなう磁気の変化を検出する磁気検出部材を備える回転角検出装置であって、
前記磁気検出部材が発泡樹脂でモールドされており、
前記発泡樹脂が前記磁気検出部材を内に収容するケーシングとして機能し、前記磁気検出部材が前記発泡樹脂で保持される
ことを特徴とする回転角検出装置。 - 請求項1に記載の回転角検出装置であって、
前記磁気検出部材は、磁気の変化を検出するセンシング部と、そのセンシング部の出力信号に基づいた演算を行って磁気の変化に応じた信号を出力する演算部とを備え、前記センシング部と前記演算部とがL字形状をなしていることを特徴とする回転角検出装置。 - 請求項2に記載の回転角検出装置であって、
前記磁気検出部材を2個使用し、両磁気検出部材が前記センシング部を互いに重ねた状態で向かい合わせに配置されていることを特徴とする回転角検出装置。 - 請求項3に記載の回転角検出装置であって、
前記両磁気検出部材で囲まれる樹脂モールド部に空洞部が形成されていることを特徴とする回転角検出装置。 - 請求項1〜4のいずれか1つに記載の回転角検出装置であって、
前記磁気検出部材のリード端子に取付ターミナルが連結され、前記リード端子と前記取付ターミナルとの連結部が前記発泡樹脂でモールドされていることを特徴とする回転角検出装置。 - 請求項1〜4のいずれか1つに記載の回転角検出装置であって、
前記磁気検出部材のリード端子の先端部が、前記発泡樹脂の樹脂モールド部から突出されていることをことを特徴とする回転角検出装置。 - 請求項1〜5のいずれか1つに記載の回転角検出装置であって、
前記発泡樹脂が化学発泡樹脂であることを特徴とする回転角検出装置。 - 請求項7に記載の回転角検出装置であって、
前記発泡樹脂が別の樹脂でモールドされ、
前記発泡樹脂は前記別の樹脂の材料に発泡剤を加えた材料からなる
ことを特徴とする回転角検出装置。 - 回転側部材の回転にともなう磁気の変化を検出する磁気検出部材を備える回転角検出装置の製造方法であって、
前記磁気検出部材を発泡樹脂でインサート成形し、
前記発泡樹脂が前記磁気検出部材を内に収容するケーシングとして機能し、前記磁気検出部材が前記発泡樹脂で保持される
ことを特徴とする回転角検出装置の製造方法。 - 請求項9に記載の回転角検出装置の製造方法であって、
前記磁気検出部材は、磁気の変化を検出するセンシング部と、そのセンシング部の出力信号に基づいた演算を行って磁気の変化に応じた信号を出力する演算部とを備え、前記センシング部と前記演算部とがL字形状をなしており、
前記磁気検出部材を2個使用し、両磁気検出部材が前記センシング部を互いに重ねた状態で向かい合わせに配置された状態で前記インサート成形を行う
ことを特徴とする回転角検出装置の製造方法。 - 請求項10に記載の回転角検出装置の製造方法であって、
金型に、前記両磁気検出部材で囲まれる部分内に介入する凸部を設け、
前記金型の凸部が挿入された状態で前記インサート成形を行う
ことを特徴とする回転角検出装置の製造方法。 - 請求項11に記載の回転角検出装置の製造方法であって、
前記両磁気検出部材のリード端子に取付ターミナルが連結され、
前記取付ターミナルを前記金型で支持した状態で前記両磁気検出部材とともに前記リード端子と前記取付ターミナルとの連結部をモールドするように前記インサート成形を行う
ことを特徴とする回転角検出装置の製造方法。 - 請求項10〜12のいずれか1つに記載の回転角検出装置の製造方法であって、
前記両磁気検出部材のセンシング部を金型で支持した状態で前記インサート成形を行うことを特徴とする回転角検出装置の製造方法。 - 請求項10〜13のいずれか1つに記載の回転角検出装置の製造方法であって、
前記発泡樹脂を金型内に射出するに際し、前記発泡樹脂が前記両磁気検出部材のセンシング部から離れた位置から両磁気検出部材の演算部の長手方向に沿って充填されることを特徴とする回転角検出装置の製造方法。 - スロットルボデーの吸気通路を流れる吸入空気量をスロットルバルブの回転により調節するスロットル制御装置であって、
前記スロットルバルブ側に前記回転側部材が設けられ、
前記スロットルボデー側に請求項1〜7のいずれか1つに記載の回転角検出装置が設けられ、
前記回転角検出装置の磁気検出部材の出力に基づいて前記スロットルバルブの開度を検出する構成とした
ことを特徴とするスロットル制御装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009245296A JP5329367B2 (ja) | 2009-10-26 | 2009-10-26 | 回転角検出装置及びその製造方法並びにスロットル制御装置 |
| US12/908,951 US8635986B2 (en) | 2009-10-26 | 2010-10-21 | Rotation angle sensors |
| DE102010049520A DE102010049520A1 (de) | 2009-10-26 | 2010-10-25 | Drehwinkelsensor |
| CN2010105264099A CN102072697B (zh) | 2009-10-26 | 2010-10-25 | 旋转角度检测装置及其制造方法和节气门控制装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009245296A JP5329367B2 (ja) | 2009-10-26 | 2009-10-26 | 回転角検出装置及びその製造方法並びにスロットル制御装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011089949A JP2011089949A (ja) | 2011-05-06 |
| JP5329367B2 true JP5329367B2 (ja) | 2013-10-30 |
Family
ID=44108321
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009245296A Expired - Fee Related JP5329367B2 (ja) | 2009-10-26 | 2009-10-26 | 回転角検出装置及びその製造方法並びにスロットル制御装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5329367B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7131917B2 (ja) * | 2018-01-23 | 2022-09-06 | 株式会社ミクニ | スロットル装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003083774A (ja) * | 2001-07-02 | 2003-03-19 | Nsk Ltd | センサ及びセンサ付軸受装置 |
| JP2003065835A (ja) * | 2001-08-21 | 2003-03-05 | Nsk Ltd | センサ付軸受装置 |
| JP4680136B2 (ja) * | 2006-06-29 | 2011-05-11 | 愛三工業株式会社 | 回転角度検出装置 |
| JP2008128646A (ja) * | 2006-11-16 | 2008-06-05 | Aisan Ind Co Ltd | 回転角センサ及びスロットル装置 |
| JP2008145258A (ja) * | 2006-12-08 | 2008-06-26 | Keihin Corp | 回転検出センサ |
-
2009
- 2009-10-26 JP JP2009245296A patent/JP5329367B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011089949A (ja) | 2011-05-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5225966B2 (ja) | 回転角検出装置の製造方法 | |
| US8635986B2 (en) | Rotation angle sensors | |
| JP5437147B2 (ja) | 回転角度検出装置 | |
| US8736261B2 (en) | Sensor module | |
| US7946555B2 (en) | Rotational angle sensors and throttle devices | |
| CN100578157C (zh) | 磁场传感器 | |
| JP5189063B2 (ja) | 回転角検出装置及びスロットル制御装置 | |
| JP5626298B2 (ja) | 位置検出装置 | |
| US7859252B2 (en) | Rotational angle detecting devices | |
| JP4391065B2 (ja) | スロットル開度検出装置 | |
| JP2008008754A (ja) | 回転角度検出装置 | |
| JP2011106850A (ja) | 回転角検出装置の製造方法 | |
| JP4794769B2 (ja) | エンジン制御装置、ECU(ElectronicControlUnit)およびECUケース | |
| JP5329367B2 (ja) | 回転角検出装置及びその製造方法並びにスロットル制御装置 | |
| JP2011102770A (ja) | 回転角検出装置及びスロットル制御装置 | |
| JP4638523B2 (ja) | スロットル開度検出装置の製造方法 | |
| JP2008145258A (ja) | 回転検出センサ | |
| JP2008128646A (ja) | 回転角センサ及びスロットル装置 | |
| JP5730727B2 (ja) | 回転角度検出装置 | |
| JP5897387B2 (ja) | 回転検出装置の製造方法 | |
| JP6065793B2 (ja) | 位置検出装置 | |
| JP2008128647A (ja) | 回転角センサ及びスロットル装置 | |
| JP6070242B2 (ja) | インサート樹脂成形体の製造方法 | |
| JP5394363B2 (ja) | 検出装置の製造方法及び検出装置付き部品並びにスロットル制御装置 | |
| JP2004332635A (ja) | スロットル制御装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120222 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130321 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130723 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130724 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5329367 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |